JP4811264B2 - 双ロール鋳造機 - Google Patents
双ロール鋳造機 Download PDFInfo
- Publication number
- JP4811264B2 JP4811264B2 JP2006339055A JP2006339055A JP4811264B2 JP 4811264 B2 JP4811264 B2 JP 4811264B2 JP 2006339055 A JP2006339055 A JP 2006339055A JP 2006339055 A JP2006339055 A JP 2006339055A JP 4811264 B2 JP4811264 B2 JP 4811264B2
- Authority
- JP
- Japan
- Prior art keywords
- weir
- barrel
- molten metal
- hot water
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005266 casting Methods 0.000 title claims description 16
- 229910052751 metal Inorganic materials 0.000 claims description 47
- 239000002184 metal Substances 0.000 claims description 47
- 238000001816 cooling Methods 0.000 claims description 28
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 20
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 230000001105 regulatory effect Effects 0.000 claims description 4
- 239000000498 cooling water Substances 0.000 description 3
- 238000009749 continuous casting Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Landscapes
- Continuous Casting (AREA)
Description
塑性加工連合講演会講演論文集 第55回
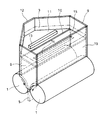
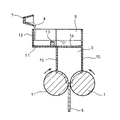
9 サイド堰
10 バレル堰
11 湯受板
12 湯受堰
13 突起
14 スリット
15 規制板
Claims (3)
- 水平に並べた一対の冷却ロールと、これら冷却ロールを軸線方向に挟むように配置した一対のサイド堰とを備え、冷却ロール軸線方向に延び且つ一対のサイド堰の溶湯溜まり側の部位に面接触するバレル堰を各冷却ロールの上側に設け、一方のバレル堰の上端全長にわたってロール間隙とは反対側へ水平に突出する湯受板を連ね、他方のバレル堰の上端と各サイド堰の上端を延ばし、一方のサイド堰から湯受板の外縁に連なって他方のサイド堰へ至る湯受堰を設けたことを特徴とする双ロール鋳造機。
- 湯受板上面のバレル堰至近箇所に、バレル堰長手方向中央から両端付近へと延びる高さが均一な突起を設けた請求項1に記載の双ロール鋳造機。
- サイド堰とバレル堰により囲まれる空間に、冷却ロール長手方向中央から両端付近へと延びるスリットを有する規制板を、その周縁がサイド堰とバレル堰に連なるように設けた請求項1あるいは請求項2に記載の双ロール鋳造機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006339055A JP4811264B2 (ja) | 2006-12-15 | 2006-12-15 | 双ロール鋳造機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006339055A JP4811264B2 (ja) | 2006-12-15 | 2006-12-15 | 双ロール鋳造機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008149342A JP2008149342A (ja) | 2008-07-03 |
| JP4811264B2 true JP4811264B2 (ja) | 2011-11-09 |
Family
ID=39652106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006339055A Expired - Fee Related JP4811264B2 (ja) | 2006-12-15 | 2006-12-15 | 双ロール鋳造機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4811264B2 (ja) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58359A (ja) * | 1981-06-26 | 1983-01-05 | Mitsubishi Heavy Ind Ltd | 直接圧延式薄板連続鋳造方法 |
| JPS59193739A (ja) * | 1983-04-18 | 1984-11-02 | Nippon Kokan Kk <Nkk> | 金属板の連続鋳造装置 |
| JPS59194355U (ja) * | 1983-06-07 | 1984-12-24 | 日立造船株式会社 | ツインモ−ルドロ−ラ型連続鋳造設備のモ−ルド堰 |
| JPS59194354U (ja) * | 1983-06-07 | 1984-12-24 | 日立造船株式会社 | ツインモ−ルドロ−ラ型連続鋳造設備のモ−ルド堰 |
| JPS6021155A (ja) * | 1983-07-15 | 1985-02-02 | Nisshin Steel Co Ltd | 幅広薄板連続鋳造方法および装置 |
| JPS6316836A (ja) * | 1986-07-10 | 1988-01-23 | Kawasaki Steel Corp | 溶融金属の注湯方法 |
| JPH0293047U (ja) * | 1988-12-28 | 1990-07-24 | ||
| JPH0347657A (ja) * | 1989-07-11 | 1991-02-28 | Nisshin Steel Co Ltd | 薄板連続鋳造方法および装置 |
-
2006
- 2006-12-15 JP JP2006339055A patent/JP4811264B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008149342A (ja) | 2008-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH01317658A (ja) | 金属薄帯の連続鋳造用ノズル | |
| JP2002316245A (ja) | 薄帯鋳片連続鋳造方法及び装置 | |
| JP4811264B2 (ja) | 双ロール鋳造機 | |
| JP2005230826A (ja) | 溶湯供給ノズル | |
| JP4729979B2 (ja) | 縦型連続鋳造用黒鉛鋳型 | |
| JP2008043952A (ja) | 双ロール鋳造機 | |
| JP5247478B2 (ja) | ロール式連続鋳造機 | |
| JP2007203337A (ja) | 双ロール鋳造機 | |
| JPS609553A (ja) | 絞り込み式連続鋳造機 | |
| JP4307216B2 (ja) | 薄鋳片連続鋳造装置用浸漬ノズル及び鋳造方法 | |
| KR101010625B1 (ko) | 냉각능이 우수한 쌍롤식 박판주조기의 주조롤 | |
| JP6762551B2 (ja) | 鋳造装置および鋳造方法並びにそれに用いられる金属板表面平滑化具 | |
| JP4645291B2 (ja) | 双ロール鋳造機 | |
| JPH0523857B2 (ja) | ||
| CN1032505A (zh) | 双辊式连铸机 | |
| JPH03193245A (ja) | 薄板連続鋳造方法 | |
| CN101500730A (zh) | 双辊铸造机 | |
| JP7653132B2 (ja) | 双ロール式鋳造装置、及び、軽金属板を製造する方法 | |
| JP4720145B2 (ja) | 溶湯供給ノズル | |
| JPS60180646A (ja) | 薄板連続鋳造装置 | |
| JPS63177945A (ja) | 薄鋳片連続鋳造装置 | |
| JP2003236646A (ja) | 表面性状に優れた薄肉鋳片の連続鋳造方法および仕切り堰 | |
| JP6551161B2 (ja) | 双ロール鋳造装置用の注湯ノズル、双ロール鋳造装置、及び鋳片の鋳造方法 | |
| JP5135906B2 (ja) | 双ロール鋳造機 | |
| KR200188747Y1 (ko) | 쌍롤식 연속박판주조 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110726 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110808 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |