JP4830246B2 - 転造平ダイス及び転造加工方法 - Google Patents
転造平ダイス及び転造加工方法 Download PDFInfo
- Publication number
- JP4830246B2 JP4830246B2 JP2001299969A JP2001299969A JP4830246B2 JP 4830246 B2 JP4830246 B2 JP 4830246B2 JP 2001299969 A JP2001299969 A JP 2001299969A JP 2001299969 A JP2001299969 A JP 2001299969A JP 4830246 B2 JP4830246 B2 JP 4830246B2
- Authority
- JP
- Japan
- Prior art keywords
- tooth
- biting
- rolling
- die
- length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Forging (AREA)
Description
【発明の属する技術分野】
本発明は円筒状ワーク外周にスプライン又は歯を転造する転造平ダイスに関し、特に微小なオイルミストをワークに噴射するセミドライ方式による転造加工に適した転造平ダイス及び転造加工方法に関する。
【0002】
【従来の技術】
転造平ダイスは円筒状ワーク外周にスプライン及び歯車を転造する周知の装置であり、通常1面に歯が切られた長方形板部材からなる。これらの歯は転造されるスプライン又は歯に平面上で合致する形状の交互に歯山と溝とを有する。これらの歯はダイス面の長手方向に設けられている。転造平ダイスは協同する1対が、歯が切られたダイス面を互いに対向させて使用される。スプライン又は歯が転造される円筒状ワークが1対の転造平ダイス間にかつその一端に配置され、次に1対の転造平ダイスは円筒状ワークに向けて押しつけられ、転造平ダイスが長手方向に移動され、それにより、円筒状ワークはその軸心の回りに回転されその表面にスプライン又は歯が転造される。転造は、常温でワークの材料を取り去ることなく行われる。
【0003】
例えば U.S.P No.4,862,718 に開示する従来の転造平ダイスは、始端の歯溝と同じ深さの面取り面と、制御された割合で全深さまで至るまでダイス歯面が円筒状ワークに食い込むようにされる傾斜面部と、歯山が全高のダウエル又は仕上げ部と、完成品にマークを付けることなくダイスとワークとの接触を漸減させる逃げ部とを有する。
【0004】
実公平 6-200号公報の第4図に、本出願の図3に示す転造平ダイスが開示されている。この転造平ダイス11(12)は、ダイスの前端から後端に向けてワークに食いつき徐々に歯丈が漸増する喰付歯部13と、喰付歯部13に続くほぼ歯丈が一定の仕上げ歯部14と、仕上げ歯部14に続きワークがダイスより容易に逃げられるよう歯丈が前記ダイスの後端に向けて急激に慚減する逃げ歯部15と、を有しする。喰付歯部13、仕上げ歯部14の長さはそれぞれ少なくともワーク1回転相当以上の長さにされている。
【0005】
従来のかかる転造平ダイスは、喰付歯部13のほぼ前半部分 13aにはサンドブラスト処理を施し、平ダイス11(12)とワークの滑りを防止している。喰付歯部13のほぼ後半部分 13b、仕上げ歯部14及び逃げ歯部15は、ワークと平ダイス 11、12の歯 7、7がかみ合っているので、滑りが発生しないため、サンドブラスト処理は施していない。これを加工精度の面から見ると、喰付歯部13のほぼ前半部分 13aでは、転造平ダイスのワークへの食い付きで滑りが発生しないことが重要であり、従来から、喰付歯部13のほぼ前半部分 13aの歯面にサンドブラスト処理を施し、摩擦力を発生させ、食い付き時の滑りを無くしている。この時、喰付歯部13のほぼ前半部分 13aの面粗さは、油性クーラントをかけても滑らない粗さとし、およそ20〜35μmRz程度である。
【0006】
従来は、このような転造平ダイスで油性のクーラントを使用して転造加工を行っていた。しかし、最近、環境、取扱の容易さ、省資源の観点からクーラントを使用しないセミドライ方式による転造加工が望まれている。そこで、従来の転造平ダイスを用いてセミドライ転造加工をしたが、油性クーラントを使用して転造する場合よりも転造平ダイスの寿命が短くなり、部品1個あたりの加工コストが高くなるという問題があった。
【0007】
【解決しようとする課題】
本発明の課題は、非常に微量のオイルミストをワークに吹きつけるセミドライ方式の転造加工においても、従来の油性クーラント使用による転造加工と同等以上の寿命となる転造平ダイス及び転造加工方法を提供し、地球環境に優しいセミドライ方式の実用化を実現することである。
【0008】
【課題を解決するための手段】
このため本発明の第1発明は、円筒状ワークにスプライン又は歯を形成する歯面を有する一対の転造平ダイスにおいて、各前記転造平ダイスの前記歯面は、前記ダイスの前端から後端に向けて歯丈が慚増する喰付歯部と、前記喰付歯部に続くほぼ歯丈が一定の仕上げ歯部と、前記仕上げ歯部に続く歯丈が前記ダイスの後端に向けて急激に慚減する逃げ歯部と、を有し、前記喰付歯部の最初のほぼ1/4の長さの部分の歯の表面粗さが20〜35μmRz、それに続く前記喰付歯部の第2のほぼ1/4の長さの部分の歯の表面粗さが 5〜20μmRzとしたことを特徴とする転造平ダイス及び転造加工方法を提供することにより、上述した従来技術の課題を解決した。
【0009】
本発明者等は研究の結果、転造平ダイスが寿命に至る典型的なパターンとして、まずサンドブラスト処理を施した喰付歯部の第2のほぼ1/4の長さの部分の歯のコースト側(食い付き歯部側から見て、逃げ歯部方向側)歯先からチッピングが起こり、これにより、仕上げ歯部の負荷が増大し仕上げ歯部の損傷が起こり最終的な工具寿命に至る場合が多い。また、サンドブラスト処理を施した喰付歯部の第2のほぼ1/4の長さの部分の歯から最初のチッピングが起こる理由として、面粗さが粗いため、応力集中が起こりやすい。また、発生する摩擦力が大きく、その分応力が増大するためとも考えた。また、セミドライ方式では食い付き歯部のすべりが少なくなる現象があることを知得した。
【0010】
【発明の効果】
即ち、従来はサンドブラスト処理等で喰付歯部13のほぼ前半部分の範囲の表面粗さを20〜35μmRzとしていたが、本発明では喰付歯部の第2のほぼ1/4の長さの部分の面粗さを5〜20μmRzと小さくしたので、喰付歯部の第2のほぼ1/4の長さの部分の応力集中が減じ、摩擦力も小さく、従来でチッピングが発生しやすい喰付歯部の第2のほぼ1/4の長さの部分のチッピングを防止できるものとなった。また、面粗さが小さくてもセミドライで加工するのでワークが滑ることがない。
【0011】
非常に微量のオイルミストをワークに吹きつけるセミドライ加工の転造加工においても、滑りがなく、精度も高くチッピングの発生が少ないので、セミドライ方式でも、従来と同様な寿命、精度を確保し、地球環境に優しいセミドライ方式用の転造平ダイスを提供するものとなった。かかる喰付歯部の第2のほぼ1/4の長さの部分の面粗さはサンドブラスト処理での砥粒の大きさの選定で可能であり、加工も簡単、容易である。
【0012】
本発明の第2発明によると、円筒状ワークにスプライン又は歯を形成する歯面を有する一対の転造平ダイスにおいて、各前記転造平ダイスの前記歯面は、前記ダイスの前端から後端に向けて歯丈が慚増する喰付歯部と、前記喰付歯部に続くほぼ歯丈が一定の仕上げ歯部と、前記仕上げ歯部に続く歯丈が前記ダイスの後端に向けて急激に慚減する逃げ歯部と、を有し、前記喰付歯部の最初のほぼ1/4の長さの部分の歯部の表面に第1のサンドブラスト処理を施し、それに続く、前記喰付歯部の第2のほぼ1/4の長さの部分の歯部の表面に第2のサンドブラスト処理を施し、前記喰付歯部の最初のほぼ1/4の長さの部分の歯部の表面粗さが、それに続く、前記喰付歯部の第2のほぼ1/4の長さの部分の歯部の表面粗さよりも粗くする(請求項2)。さらに、このときの面粗さは前述したように、前記喰付歯部の最初のほぼ1/4の長さの部分の歯部の表面粗さを20〜35μmRz、前記喰付歯部の第2のほぼ1/4の長さの部分の歯部の表面粗さを5〜20μmRzとするのがよい(請求項3)。
【0013】
転造平ダイスの歯の表面は硬度が高いのが好ましい。そこで、転造平ダイスの表面の全体あるいは一部にイオン窒化処理又はショットピーニングのいずれか1あるいはそれら双方を施すのがよい(請求項4)。なお、イオン窒化処理後ショットピーニング処理が好ましいが、ショットピーニング処理後イオン窒化処理してもよい。かかる構成の転造平ダイスは微少オイルミストを噴霧する程度のセミドライ方式での転造加工に用いるのに適している(請求項5)。イオン窒化処理、ショットピーニング処理により長寿命のセミドライ方式による転造加工に適した転造平ダイス及び転造加工方法を提供するものとなった。
【0014】
【発明の実施の形態】
図1、2に示す本発明の好ましい実施の形態の転造平ダイスは、特定の一連の歯 7を形成した1対のラックタイプ転造平ダイスを全体として符号10で示し、この1対のラックタイプ転造平ダイスは全体として符号 1、2で示す1対のラックタイプ転造平ダイスを含み、同じダイスをセットで筒状ワークにスプライン又は歯を転造形成する歯ために使用される。各転造平ダイス 1、2の歯面 31、32は、ダイスの前端 Cから後端 Dに向けて歯丈3fが慚増する喰付歯部 3と、喰付歯部 3に続くほぼ歯丈3fが一定の仕上げ歯部 4と、仕上げ歯部 4に続く歯丈3fがダイスの後端 dに向けて急激に慚減する逃げ歯部 5と、を有する。
【0015】
喰付歯部 3、仕上げ歯部 4の長さはそれぞれ少なくともワーク6 1回転相当以上の長さにされている。喰付歯部 3の最初のほぼ1/4の長さの部分 3aa及びそれに続く喰付歯部の第2のほぼ1/4の長さの部分 3abの長さは、それぞれワーク 6の1回転相当分である。喰付歯部 3のほぼ前半の全体長さはワーク6 2回転相当分である。喰付歯部 3の最初のほぼ1/4の長さの部分 3aaの歯 7の表面2aに粗い砥粒によるサンドブラスト加工を施し、歯面の面粗さを20〜35μRzとした。また、それに続く喰付歯部の第2のほぼ1/4の長さの部分 3abの歯 7の表面3aに細かい砥粒によるサンドブラスト加工を施し歯面の面粗さを 5〜20μRzとした。A-A"はピッチライン、1d、1e はそれぞれ、喰付歯部 3及び仕上げ歯部 4の歯底のダイス底面からの高さであり、 7a 、7b はピッチラインA-A"上の歯厚であり、本実施の形態では1dと1e、 7a 、7b はそれぞれ同じにされているが、実公平 6-200号公報の第1図に示すように、喰付歯部のほぼ前半部分の歯底のダイス底面からの高さ1dを漸増してもよく、及び/又は、ピッチラインA-A"上の歯厚7aを、第1歯31から喰付歯部のほぼ前半部分の歯 3n に向けて漸増してもよい。
【0016】
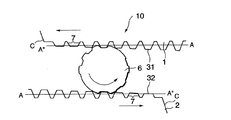
作動においては、図2に示すように、転造平ダイス 1、2は協同する1対が、歯が切られたダイス面 31、32を互いに対向させて使用される。スプライン又は歯が転造される円筒状ワーク 6が1対の転造平ダイス 1、2間にかつその一端に配置され、次に1対の転造平ダイス 1、2は円筒状ワーク 6に向けて押しつけられ、転造平ダイス1、2 が長手方向に移動され、それにより、円筒状ワーク 6はその軸心の回りに回転されその表面にスプライン又は歯が転造される。転造は、常温でワーク 6の材料を取り去ることなく行われる。
【0017】
【実施例】
図1及び図2に示す構造の転造平ダイスを用いて、微小なオイルミストをワークに噴射するセミドライ方式により、円筒状ワーク外周にインボリュートスプラインの転造加工を行った。インボリュートスプラインの諸元は、モジュール 1.058、圧力角30°、歯数23、歯幅20mmである。その結果、比較的損傷の遅い喰付歯部 3の最初のほぼ1/4の長さの部分 3aaの歯の表面粗さは、従来の転造平ダイスのと同レベルとし、従来損傷が最初に始まる喰付歯部の第2のほぼ1/4の長さの部分 3abの歯 7の表面3aの面粗さを細かくしたため、応力集中が緩和され、喰付歯部の第2のほぼ1/4の長さの部分 3abの歯 7の損傷を遅らせることができた。結果として、図2に示す従来の転造平ダイスで油性クーラントを使用した場合と同等以上の工具寿命を得られた。また、潤滑方式として、油性クーラントではなく、セミドライ方式としたにもかかわらず、潤滑性が若干落ちるため、面粗さを細かくした喰付歯部の第2のほぼ1/4の長さの部分 3abの歯 7でもスリップすることなく、ワークの加工精度は従来の転造平ダイスで行ったばあいと同等であった。
また、図1で示した転造平ダイスの歯の表面全体にイオン窒化を施した後、さらに、後部食い付き歯部3、調整歯部13、仕上げ歯部 4、逃げ歯部15にショットピーニング加工を施した結果、従来の転造平ダイスで油性クーラントを使用した場合の1.5倍以上の工具寿命を得ることができた。この場合も、ワークの加工精度は従来工具で油性クーラントを使用した場合と同等であった。
【0018】
なお、実施例ではセミドライ方式による転造加工について説明したが、潤滑性の小さい水溶性クーラントを使用する場合、あるいは完全ドライにより転造加工する場合でも、本実施例と同様、工具寿命延長効果が期待できる。
【図面の簡単な説明】
【図1】本発明の実施の形態を示す転造平ダイスの側面図である。
【図2】一対の図1に示す転造平ダイスが円筒状ワークを転造する状態を示す部分側面図である。
【図3】従来の転造平ダイスの側面図である。
【符号の説明】
1、2・・・転造平ダイス
3・・・喰付歯部
3aa ・・・ 喰付歯部の最初のほぼ1/4の長さの部分
3ab ・・・ 喰付歯部の第2のほぼ1/4の長さの部分
3f・・・ 歯丈
4・・・ 仕上げ歯部
5・・・ 逃げ歯部
6・・・ワーク
7・・・歯
Claims (5)
- 円筒状ワークにスプライン及び歯車を含む歯を形成する歯面を有する一対の転造平ダイスにおいて、各前記転造平ダイスの前記歯面は、前記ダイスの前端から後端に向けて歯丈が慚増する喰付歯部と、前記喰付歯部に続くほぼ歯丈が一定の仕上げ歯部と、前記仕上げ歯部に続く歯丈が前記ダイスの後端に向けて急激に慚減する逃げ歯部と、を有し、前記喰付歯部の最初のほぼ1/4の長さの部分の歯の表面粗さが20〜35μmRz、それに続く前記喰付歯部の第2のほぼ1/4の長さの部分の歯の表面粗さが 5〜20μmRzとしたことを特徴とする転造平ダイス。
- 円筒状ワークにスプライン及び歯車を含む歯を形成する歯面を有する一対の転造平ダイスにおいて、各前記転造平ダイスの前記歯面は、前記ダイスの前端から後端に向けて歯丈が慚増する喰付歯部と、前記喰付歯部に続くほぼ歯丈が一定の仕上げ歯部に続く歯丈が前記ダイスの後端に向けて急激に慚減する逃げ歯部と、を有し、前記喰付歯部の最初のほぼ1/4の長さの部分の歯の表面に第1のサンドブラスト処理を施し、それに続く前記喰付歯部の第2のほぼ1/4の長さの部分の歯の表面に第2のサンドブラスト処理を施し、前記喰付歯部の最初のほぼ1/4の長さの部分の歯の表面粗さが、前記喰付歯部の第2のほぼ1/4の長さの部分の歯の表面粗さよりも粗くされていることを特徴とする転造平ダイス。
- 請求項2記載の前記喰付歯部の最初のほぼ1/4の長さの部分の歯の表面粗さは20〜35μmRzであり、前記喰付歯部の第2のほぼ1/4の長さの部分の歯の表面粗さは5〜20μmRzであることを特徴とする請求項2に記載の転造平ダイス。
- 転造平ダイスの表面の全体あるいは一部にイオン窒化処理又はショットピーニングのいずれか1あるいはそれら双方を施したことを特徴とする請求項1乃至3のいずれか1に記載の転造平ダイス。
- 請求項1乃至4のいずれか1に記載の前記転造平ダイスによりセミドライ方式で転造加工することを特徴とする転造加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001299969A JP4830246B2 (ja) | 2000-10-13 | 2001-09-28 | 転造平ダイス及び転造加工方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000312994 | 2000-10-13 | ||
| JP2000-312994 | 2000-10-13 | ||
| JP2000312994 | 2000-10-13 | ||
| JP2001299969A JP4830246B2 (ja) | 2000-10-13 | 2001-09-28 | 転造平ダイス及び転造加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002192282A JP2002192282A (ja) | 2002-07-10 |
| JP4830246B2 true JP4830246B2 (ja) | 2011-12-07 |
Family
ID=26602022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001299969A Expired - Fee Related JP4830246B2 (ja) | 2000-10-13 | 2001-09-28 | 転造平ダイス及び転造加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4830246B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4729880B2 (ja) * | 2004-07-30 | 2011-07-20 | トヨタ自動車株式会社 | 転造用平ダイスと転造方法 |
| JP4751102B2 (ja) * | 2005-05-06 | 2011-08-17 | 本田技研工業株式会社 | スプライン加工用転造工具、及び、スプライン加工用転造工具の製造方法 |
| JP2008138235A (ja) * | 2006-11-30 | 2008-06-19 | Osg Corp | 転造ダイスの改質方法および転造ダイス |
| JP5594056B2 (ja) * | 2010-10-22 | 2014-09-24 | 株式会社不二越 | 転造用平ダイス |
| JP2015009335A (ja) * | 2013-06-28 | 2015-01-19 | オーエスジー株式会社 | 転造平ダイスの表面改質方法 |
| JP6057943B2 (ja) * | 2014-04-28 | 2017-01-11 | オーエスジー株式会社 | 転造工具の製造方法 |
| JP5979806B1 (ja) * | 2016-03-18 | 2016-08-31 | 株式会社三秀 | ネジ部品用転造平ダイス、及び転造加工方法 |
| DE102017116895B4 (de) * | 2017-07-26 | 2024-12-05 | Osg Ex-Cell-O Gmbh | Verfahren und Vorrichtung zur Herstellung einer Verzahnung an einem zylindrischen Werkstück |
| CN113634697B (zh) * | 2021-10-14 | 2021-12-24 | 安字汽车紧固件(启东)有限公司 | 一种用于抽芯铆钉的高效搓丝机 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62289339A (ja) * | 1986-06-06 | 1987-12-16 | Kobe Steel Ltd | 転造用平ダイス |
| JP3746855B2 (ja) * | 1996-10-15 | 2006-02-15 | 株式会社不二越 | 転造平ダイスを有する転造盤及び転造加工方法 |
-
2001
- 2001-09-28 JP JP2001299969A patent/JP4830246B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002192282A (ja) | 2002-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4830246B2 (ja) | 転造平ダイス及び転造加工方法 | |
| JP2011036949A (ja) | ダイス鋼工具の製造方法および転造ダイス | |
| US6598453B2 (en) | Tooth rolling flat dies and method for forming teeth | |
| JP4804167B2 (ja) | 転造工具及びねじ又はウォームと少数歯スプラインとの同時転造方法 | |
| JP2777100B2 (ja) | 内径仕上げ刃付き盛上げタップ | |
| JP2017060970A (ja) | 転造ダイス | |
| JP2005288456A (ja) | 転造ダイス | |
| JP3778790B2 (ja) | 転造平ダイス | |
| JPH055246U (ja) | 転造ダイス | |
| JP6111138B2 (ja) | ウォーム転造用平ダイスおよびその製造方法 | |
| JP5594056B2 (ja) | 転造用平ダイス | |
| JP4371191B2 (ja) | 転造平ダイス | |
| JPH03268808A (ja) | 金属の塑性加工用工具 | |
| JP5988846B2 (ja) | 転造工具およびその製造方法 | |
| JP2011045910A (ja) | 転造平ダイス | |
| JP7600304B2 (ja) | 転造ダイス | |
| JP4201647B2 (ja) | 転造平ダイス、転造ダイス及びその製造方法 | |
| JP2004130356A (ja) | 転造平ダイス、及び、その転造平ダイスの製造方法 | |
| JPH09308934A (ja) | 歯車製造方法 | |
| JP2007237277A (ja) | 少数歯スプライン転造工具及び少数歯スプラインの転造方法 | |
| JP4827562B2 (ja) | 転造ダイスの製造方法 | |
| JPS60186Y2 (ja) | 少数溝転造用平ダイス | |
| JPS62289339A (ja) | 転造用平ダイス | |
| JPH01289530A (ja) | 転造ダイス | |
| JPH0340513Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080919 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110823 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110905 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4830246 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |