JP4843254B2 - ルータ - Google Patents
ルータ Download PDFInfo
- Publication number
- JP4843254B2 JP4843254B2 JP2005151350A JP2005151350A JP4843254B2 JP 4843254 B2 JP4843254 B2 JP 4843254B2 JP 2005151350 A JP2005151350 A JP 2005151350A JP 2005151350 A JP2005151350 A JP 2005151350A JP 4843254 B2 JP4843254 B2 JP 4843254B2
- Authority
- JP
- Japan
- Prior art keywords
- main body
- base
- engagement
- router
- work material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27C—PLANING, DRILLING, MILLING, TURNING OR UNIVERSAL MACHINES FOR WOOD OR SIMILAR MATERIAL
- B27C5/00—Machines designed for producing special profiles or shaped work, e.g. by rotary cutters; Equipment therefor
- B27C5/10—Portable hand-operated wood-milling machines; Routers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306216—Randomly manipulated, work supported, or work following device
- Y10T409/306552—Randomly manipulated
- Y10T409/306608—End mill [e.g., router, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/30784—Milling including means to adustably position cutter
- Y10T409/307952—Linear adjustment
- Y10T409/308176—Linear adjustment with position indicator or limit means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/308624—Milling with limit means to aid in positioning of cutter bit or work [e.g., gauge, stop, etc.]
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Milling, Drilling, And Turning Of Wood (AREA)
- Sawing (AREA)
- Braking Systems And Boosters (AREA)
- Valve Device For Special Equipments (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
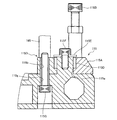
また、請求項に係る発明と無関係であるが参考のためファン風の流れについて説明する。導電性ケーシングには、図1、図3に示されるように、貫通孔130aと同軸的にファン風をベース110へ送るための略環状貫通孔130dが形成されている。略環状貫通孔130dは、図1に示されるように、ベース110の開口部の略中央位置にあるベース貫通孔110bの方向へ傾斜する本体傾斜面130Cを有しており、ファン風がベース110に到達するまでの間に図1に示されるルータ1の左右外方へ流れ出てしまうことを防止することができるように構成されている。略環状貫通孔130dはファン風排出口に相当する。
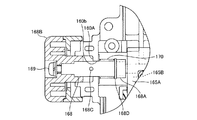
請求項に係る発明と無関係であるが参考のためストッパポールについて説明する。デジタル表示ユニット160においては、互いに結合一体化されたハウジング163、164(図14)内に略板状をした長方形状のストッパポール165が、ハウジング163、164に対して移動可能に挿通支持されている。ストッパポール165の長手方向は、デジタル表示ユニット160を本体130に固着したときに、コラム111、112及びボルト117と平行の方向に指向し、後述のようにストッパポール165は、この方向へ本体130又はベース110に対して相対的に移動可能である。
請求項に係る発明と無関係であるが参考のためデジタル表示ユニットについて説明する。デジタル表示ユニット160の正面には、図10に示すように表示部160Bが設けられており、この表示部160Bには、ストッパポール165の移動量をデジタル表示するためのLCD(液晶表示装置)160Cと、その周囲に配されたライトON/OFFスイッチ160D、零設定スイッチ160E、及び切替/TABLEスイッチ160Fとが設けられている。
請求項に係る発明と無関係であるが参考のため上下逆転表示について説明する。切替/TABLEスイッチ160Fは、切替スイッチとしての機能とTABLEスイッチとしての機能を兼備しており、これを所定時間(本実施の形態では、3秒)以上押し続けるとその機能が切り替えられる。切替スイッチとしては、LCD160Cにデジタル表示される数値たる移動量の単位を、図16、図17に示されるように「inch」又は「mm」に切り替える機能を果たし、TABLEスイッチとしては、図34に示されるように、LCD160Cにデジタル表示される数値たる移動量の上下を逆転させる機能を果たす。切替/TABLEスイッチ160Fは上下逆転表示手段に相当する。
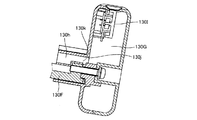
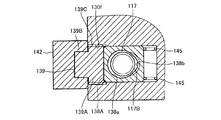
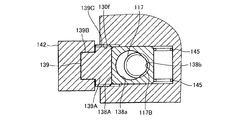
請求項に係る発明と無関係であるが参考のためハンドルについて説明する。図1に示される本体130の左右両端にはハンドル130E、130Eが設けられている。より具体的には、本体130を構成する導電性ケーシング部130Aの図1に示される左右両端の位置には、本体130の左右方向外方へ延出する本体突出部130F、130Fが設けられており、ハンドル130E、130Eは、本体突出部130F、130Fの先端に本体突出部130F、130Fに対してそれぞれ回動可能に支承されて設けられている。ハンドル130Eは略直方体形状をなしており、内部が中空でハンドル内空間130Gが形成されており、本体突出部130Fの突出方向に垂直な面で切った断面は、図24、図25に示されるように、長方形の長手方向の一端側における2つの角のうちの1つの角を曲線としたような形状をなしている。
請求項に係る発明と無関係であるが参考のため速度可変ダイヤルについて説明する。突出部130H近傍のハンドル130Eの位置であって、ハンドル130Eを作業者が手で把持したときに親指で操作可能なハンドル130Eの位置、即ち、図24、図25に示されるように本体突出部130Fの突出方向に垂直な面で切った断面形状である略長方形の角のうちの前述のように1つの角を曲線とした部分の位置には、電動機131の回転速度を調整可能な速度可変ダイヤル130Iが設けられている。速度可変ダイヤル130Iは可変抵抗器により構成されており、図24、図25に示されるように円形状をなし、その軸心を回転軸としてハンドル130Eに対して回転可能に支承され、その回転軸は本体突出部130Fの突出方向に平行である。
請求項に係る発明と無関係であるが参考のためダストガイドについて説明する。導電性ケーシング部130Aの略環状貫通孔130dに対向するベース110の位置に配置され前述のダストガイド収容部に収容されているダストガイド176は、図20に示されるように、軸方向の長さの短い略円筒形状部176Aと排出口176Bとを有しており、後述のように刃物151によって被削材に対して切込んでいるときには、ダストガイド176の略円筒形状部176Aの内周面176Cは、刃物151の回転軸を中心とする半径方向外方の位置において刃物151を中心として略円形に取囲んでいる。
請求項に係る発明と無関係であるが参考のため電気的な構成及び制御について説明する。ルータ1の回路基板構成について、図31に示されるブロック図に基づき説明する。図31に示されるように、ルータ1の回路基板上には、マイクロプロセッサ201と、操作指示キー202と、エンコーダシステム203と、液晶表示装置204と、定速度制御装置205と、直流変換器206とが設けられている。後述のアップダウンカウンタと、アップダウンクロックと、演算処理装置と、インターフェイスコントローラユニットの各機能とは、マイクロプロセッサ201のハードウェア及びソフトウェアにより実現される。
Claims (7)
- 開口部と被削材上を摺動する摺動面とを有するベースと、
該摺動面の反被削材側において該摺動面の該反被削材側に対向して該ベースに垂直の方向に上下動可能に該ベースに支持され、電動機を内蔵し、該摺動面に略垂直の方向であって該ベースへ向かう方向へ該電動機から延出する出力軸を有する本体と、
該出力軸の端部に装着された刃物とを備え、
該開口部は該ベースを貫通して該被削材側と該反被削材側とに開口し、該刃物は、該本体の上下動により該反被削材側から該被削材側へと向かう方向において該ベースへ接近させられて該ベースの該摺動面よりも該被削材側に該開口部から突出可能なルータにおいて、
該摺動面の該反被削材側において該摺動面に略垂直の方向に延出し、一端が該摺動面に垂直の方向へ移動不能且つ回転可能に該ベースに支承され、少なくとも一部に該反被削材側から該被削材側へと向かう方向において該本体を位置調整するための雄ネジ部を有するボルトと、
該ボルトの該雄ネジ部と係合して螺合可能であり該反被削材側から該被削材側へと向かう方向において該本体を位置調整するための雌ネジを有し、該ボルトの該雄ネジ部と該雌ネジとが係合する係合位置と、該雄ネジ部と該雌ネジとの係合が解除される係合解除位置との間で移動可能な係合部材と、
該係合部材を該係合解除位置に保持するための係合解除位置保持手段と、
該係合部材を該係合位置に保持するための弾性部材と、を有し、
該本体には本体雌ネジが螺刻され、
該係合解除位置保持手段は該係合部材の移動方向において当接可能な駆動部材を備え、該駆動部材の外周面には該本体雌ネジと螺合する駆動部材雄ネジが設けられ、該駆動部材雄ネジの螺進退により該係合部材を該係合位置又は該係合解除位置とすることを特徴とするルータ。 - 該駆動部材雄ネジと該本体雌ネジとの螺合による該駆動部材の螺進退方向は該ボルトの軸心に垂直の方向に一致し、該係合部材は該駆動部材の螺進退に連動して該係合位置又は該係合解除位置となることを特徴とする請求項1記載のルータ。
- 該係合部材は、該係合部材の移動方向へ該係合部材の外周面から延出する係合部材延出部を有し、該係合部材延出部の延出端にはフランジ状の当接部材が設けられ、
該駆動部材は、該係合部材延出部の周面上であって該当接部材と該係合部材の外周面との間に配置され、該係合部材延出部の軸を中心として回動可能、且つ該当接部材と該係合部材の外周面とに当接可能であることを特徴とする請求項1記載のルータ。 - 該駆動部材は、該駆動部材雄ネジと該本体雌ネジとの螺合により該ボルトの軸心に垂直の方向に螺進退可能であり、該駆動部材が該ボルト側へ螺進することにより該駆動部材は該係合部材に対し当接押圧して該係合部材を該係合解除位置へ移動させ、
該駆動部材を螺退させるときには、該係合部材は該弾性部材の押圧力により該係合位置へと移動させられることを特徴とする請求項1記載のルータ。 - 回動操作可能であり、回動操作されることにより該駆動部材が螺進退するように該駆動部材へ回動力を伝達する操作部材と、
該操作部材の回動位置を規制する規制手段とを有し、
該規制手段は該係合部材が該係合位置または該係合解除位置にあるときに該操作部材の回動を規制することを特徴とする請求項2又は請求項4記載のルータ。 - 該操作部材は、該駆動部材の回動軸に垂直の方向に延びる延出部を有するレバー部材であり、
該規制手段は該延出部の回動範囲内の該本体の部分に設けられ、該延出部が回動して該延出部に当接することにより該レバー部材の回動を規制することを特徴とする請求項5記載のルータ。 - 該レバー部材と該駆動部材とは互いに連結される連結部を有し該レバー部材と該駆動部材と相対的に回動可能であり、該連結部には、該レバー部材と該駆動部材との相対的な回動を規制し該レバー部材を該駆動部材に対して回動不能に固定可能な固定部材が設けられていることを特徴とする請求項6記載のルータ。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005151350A JP4843254B2 (ja) | 2005-05-24 | 2005-05-24 | ルータ |
| US11/438,369 US7367760B2 (en) | 2005-05-24 | 2006-05-23 | Power tool |
| AT06252691T ATE417713T1 (de) | 2005-05-24 | 2006-05-24 | Kraftwerkzeug |
| EP06252691A EP1726415B1 (en) | 2005-05-24 | 2006-05-24 | Power tool |
| DE602006004249T DE602006004249D1 (de) | 2005-05-24 | 2006-05-24 | Kraftwerkzeug |
| CN200610142276.9A CN1911594B (zh) | 2005-05-24 | 2006-05-24 | 电动工具 |
| US12/115,165 US7726918B2 (en) | 2005-05-24 | 2008-05-05 | Power tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005151350A JP4843254B2 (ja) | 2005-05-24 | 2005-05-24 | ルータ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006326931A JP2006326931A (ja) | 2006-12-07 |
| JP2006326931A5 JP2006326931A5 (ja) | 2008-07-03 |
| JP4843254B2 true JP4843254B2 (ja) | 2011-12-21 |
Family
ID=36809647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005151350A Expired - Fee Related JP4843254B2 (ja) | 2005-05-24 | 2005-05-24 | ルータ |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US7367760B2 (ja) |
| EP (1) | EP1726415B1 (ja) |
| JP (1) | JP4843254B2 (ja) |
| CN (1) | CN1911594B (ja) |
| AT (1) | ATE417713T1 (ja) |
| DE (1) | DE602006004249D1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD546654S1 (en) * | 2004-01-29 | 2007-07-17 | Black & Decker Inc. | Router with plunge base |
| JP4843254B2 (ja) * | 2005-05-24 | 2011-12-21 | 日立工機株式会社 | ルータ |
| CN100563955C (zh) * | 2005-11-09 | 2009-12-02 | 苏州宝时得电动工具有限公司 | 电木铣 |
| CN101007410B (zh) * | 2006-01-26 | 2010-05-12 | 苏州宝时得电动工具有限公司 | 电木铣 |
| WO2007121535A1 (en) * | 2006-04-26 | 2007-11-01 | Demain Technology Pty Ltd | Power tool |
| DE102006061239A1 (de) * | 2006-12-22 | 2008-06-26 | Robert Bosch Gmbh | Oberfräse |
| US8967923B2 (en) | 2012-01-13 | 2015-03-03 | Aeg Electric Tools Gmbh | Dust suction device for drilling machine |
| US9776296B2 (en) | 2008-05-09 | 2017-10-03 | Milwaukee Electric Tool Corporation | Power tool dust collector |
| US8607833B2 (en) * | 2009-02-13 | 2013-12-17 | Robert Bosch Gmbh | Router depth adjustment mechanism |
| JP2011073159A (ja) | 2009-09-29 | 2011-04-14 | Makita Corp | 電動工具 |
| US8875804B2 (en) | 2010-01-07 | 2014-11-04 | Black & Decker Inc. | Screwdriving tool having a driving tool with a removable contact trip assembly |
| CN102152342B (zh) * | 2011-03-02 | 2013-12-18 | 浙江亚特电器有限公司 | 链锯调速结构 |
| US9026242B2 (en) * | 2011-05-19 | 2015-05-05 | Taktia Llc | Automatically guided tools |
| US20120318113A1 (en) * | 2011-06-20 | 2012-12-20 | Dan Coble | Optical Aid for Power Tools |
| JP5575713B2 (ja) * | 2011-08-19 | 2014-08-20 | オトロデザイン株式会社 | 切削加工機における刃物突出量の調節装置 |
| CN103128862A (zh) * | 2011-12-03 | 2013-06-05 | 苏州豪特景精密机械有限公司 | 一种浮动切削装置 |
| US10556356B2 (en) | 2012-04-26 | 2020-02-11 | Sharper Tools, Inc. | Systems and methods for performing a task on a material, or locating the position of a device relative to the surface of the material |
| US20140251649A1 (en) * | 2013-03-11 | 2014-09-11 | Makita Corporation | Power tool assembly, power tool, and auxiliary handle member |
| US9403221B2 (en) * | 2013-03-14 | 2016-08-02 | Robert Bosch Gmbh | One handed plunge base for a router |
| CN107405783B (zh) * | 2014-12-01 | 2020-06-05 | 罗伯特·博世有限公司 | 用于槽刨机的双可调节深度棒 |
| EP3294503B1 (en) | 2015-05-13 | 2020-01-29 | Shaper Tools, Inc. | Systems, methods and apparatus for guided tools |
| ITUB20169905A1 (it) * | 2016-01-11 | 2017-07-11 | Hartwig Kamelger | Mortasatrice per la realizzazione di incastri |
| GB201600883D0 (en) * | 2016-01-18 | 2016-03-02 | Power Box Ag | Improvements to router apparatus |
| GB201600885D0 (en) * | 2016-01-18 | 2016-03-02 | Power Box Ag | Improvements to router apparatus |
| CN109643098B (zh) | 2016-08-19 | 2022-06-03 | 整形工具股份有限公司 | 一种用于跟踪钻机的使用的系统、方法及介质 |
| DE102017205565B4 (de) | 2017-03-31 | 2024-12-19 | Robert Bosch Gmbh | Handwerkzeugmaschine |
| CN212042789U (zh) | 2019-05-15 | 2020-12-01 | 米沃奇电动工具公司 | 刳刨机 |
| US20220388196A1 (en) * | 2019-10-31 | 2022-12-08 | Koki Holdings Co., Ltd. | Router |
| EP4523853A1 (en) * | 2023-09-18 | 2025-03-19 | Black & Decker, Inc. | A power tool, a handle for a power tool and a method of assembly |
Family Cites Families (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2664768A (en) * | 1950-06-01 | 1954-01-05 | Aloysius R Clyne | Motion limiting device |
| US4272821A (en) * | 1979-09-18 | 1981-06-09 | Black & Decker Inc. | Digital blade adjustment read-out for a portable power tool |
| JPS5835441Y2 (ja) * | 1979-09-18 | 1983-08-10 | 日立工機株式会社 | 電気ル−タ−の切込深さ調整機構 |
| JPS5648604A (en) | 1979-09-28 | 1981-05-01 | Canon Inc | Production of color filter |
| US4281694A (en) * | 1979-11-05 | 1981-08-04 | Gorman Thomas E | Cutting guide for a router or similar tool |
| JPS56123205U (ja) * | 1980-02-18 | 1981-09-19 | ||
| JPS56123205A (en) | 1980-02-22 | 1981-09-28 | Dainippon Printing Co Ltd | Packing method by baggin box |
| US4316685A (en) * | 1980-02-29 | 1982-02-23 | Black & Decker Inc. | Plunge type router |
| US4317176A (en) * | 1980-03-24 | 1982-02-23 | Black & Decker Inc. | Microcomputer controlled power tool |
| US4652191A (en) * | 1986-02-04 | 1987-03-24 | Lucien Bernier | Press router |
| JPH0611126Y2 (ja) * | 1987-08-07 | 1994-03-23 | リョービ株式会社 | ル−タ−におけるアジャスト機構 |
| US4770573A (en) * | 1986-10-15 | 1988-09-13 | Ryobi Ltd. | Cutting depth adjusting mechanism of a router |
| US4836720A (en) * | 1988-06-22 | 1989-06-06 | Hadden Terrence B | Drill guide |
| DE3824200C1 (ja) * | 1988-07-16 | 1993-08-26 | Robert Bosch Gmbh, 7000 Stuttgart, De | |
| US4982509A (en) * | 1988-08-19 | 1991-01-08 | Delta International Machinery Corp. | Measurement system having multiple display orientations |
| JPH0620726B2 (ja) | 1988-09-02 | 1994-03-23 | 日立工機株式会社 | 携帯用電気ルータの切込み深さ調節法 |
| US4938642A (en) * | 1988-09-02 | 1990-07-03 | Hitachi Koki Company, Limited | Portable electric router |
| DE3834418A1 (de) * | 1988-10-10 | 1990-04-12 | Leitz Wild Gmbh | Schraubengetriebe |
| DE4008224A1 (de) * | 1990-03-15 | 1991-09-19 | Metabowerke Kg | Fraestiefen-feineinstellvorrichtung einer oberfraese |
| DE9007585U1 (de) | 1990-04-09 | 1993-02-18 | Hummel, Herbert, 7410 Reutlingen | Einrastbare Gewindemutter |
| DE4127730A1 (de) | 1991-08-22 | 1993-03-04 | Ford Werke Ag | Schalthebellagerung fuer getriebe von kraftfahrzeugen |
| US5143494A (en) * | 1991-10-18 | 1992-09-01 | Ryobi Motor Products Corp. | Depth of cut lock mechanism for a plunge type router |
| US5191921A (en) * | 1991-10-18 | 1993-03-09 | Ryobi Motor Products Corp. | Adjustable depth of cut stop mechanism for a plunge type router |
| US5139061A (en) * | 1991-10-28 | 1992-08-18 | Neilson Patrick J | Router base table insert |
| DE9114811U1 (de) * | 1991-11-28 | 1993-04-01 | Robert Bosch Gmbh, 7000 Stuttgart | Fräsmaschine |
| US5207253A (en) * | 1992-03-20 | 1993-05-04 | Ryobi Motor Products, Corp | Plunge router |
| JPH0620726A (ja) | 1992-06-30 | 1994-01-28 | Meidensha Corp | 亜鉛−臭素電池の充電深度の測定方法 |
| US5685676A (en) * | 1992-09-15 | 1997-11-11 | Johnson; Joe C. | Router carriage attachment |
| US5353852A (en) * | 1993-09-16 | 1994-10-11 | Ryobi Motor Products Corporation | Depth of cut locking mechanism for a plunge-type router |
| GB9404003D0 (en) * | 1994-03-02 | 1994-04-20 | Black & Decker Inc | Plunge type router |
| CA2143128E (en) * | 1994-03-03 | 2005-06-21 | Stefan Blickhan | Router |
| DE4426717A1 (de) * | 1994-07-21 | 1996-01-25 | Black & Decker Inc | Vorrichtung, insbesondere Oberfräse zur spanabhebenden Bearbeitung eines Werkstückes |
| US5590989A (en) * | 1996-02-15 | 1997-01-07 | Mulvihill; Ralph | Flexible router height-adjustment mechanism |
| US5725036A (en) * | 1996-05-23 | 1998-03-10 | Walter; Daniel L. | Plunge router with precision adjustment mechanism and conversion kit |
| US5853274A (en) * | 1997-11-04 | 1998-12-29 | S-B Power Tool Company | Vertical adjustment mechanism for fixed-base router |
| US6319233B1 (en) | 1998-04-17 | 2001-11-20 | Becton, Dickinson And Company | Safety shield system for prefilled syringes |
| US5918652A (en) * | 1998-08-28 | 1999-07-06 | Lee Valley Tools Ltd. | Router bit positioning mechanism |
| US6261036B1 (en) * | 1998-11-16 | 2001-07-17 | Porter-Cable Corporation | Plunge router locking system |
| US6079915A (en) * | 1998-11-16 | 2000-06-27 | Porter-Cable Corporation | Plunge router depth stop system |
| US6139229A (en) * | 1998-11-16 | 2000-10-31 | Porter-Cable Corporation | Plunge router fine depth adjustment system |
| US6113323A (en) * | 1998-11-16 | 2000-09-05 | Porter-Cable Corporation | Plunge router sub-base alignment |
| US6065912A (en) * | 1998-11-16 | 2000-05-23 | Porter-Cable Corporation | Router switching system |
| US5988241A (en) * | 1998-11-16 | 1999-11-23 | Porter-Cable Corporation | Ergonomic router handles |
| US5998897A (en) * | 1998-11-16 | 1999-12-07 | Porter-Cable Corporation | Router chuck mounting system |
| US6318936B1 (en) * | 2000-06-13 | 2001-11-20 | Mcfarlin, Jr. Robert E. | Plunge router adjustment mechanism and method |
| DE10029134A1 (de) * | 2000-06-14 | 2001-12-20 | Hilti Ag | Tiefenanschlag für Handwerkzeuggeräte |
| DE60143412D1 (de) * | 2000-08-11 | 2010-12-16 | Milwaukee Electric Tool Corp | Oberfräse |
| US6474378B1 (en) * | 2001-05-07 | 2002-11-05 | S-B Power Tool Company | Plunge router having electronic depth adjustment |
| US6863480B1 (en) * | 2002-08-06 | 2005-03-08 | Porter-Cable Corporation | Router plunge depth adjustment mechanism |
| US6896451B2 (en) * | 2003-10-14 | 2005-05-24 | Credo Technology Corporation | Depth rod adjustment mechanism for a plunge-type router |
| US20060045643A1 (en) * | 2004-08-25 | 2006-03-02 | Phillip A. Adams | Level-adjustable tool support |
| CN2753547Y (zh) * | 2004-11-15 | 2006-01-25 | 苏州宝时得电动工具有限公司 | 电木铣 |
| JP4843254B2 (ja) * | 2005-05-24 | 2011-12-21 | 日立工機株式会社 | ルータ |
| CN100563955C (zh) * | 2005-11-09 | 2009-12-02 | 苏州宝时得电动工具有限公司 | 电木铣 |
| CN101007410B (zh) * | 2006-01-26 | 2010-05-12 | 苏州宝时得电动工具有限公司 | 电木铣 |
| JP2007203675A (ja) * | 2006-02-03 | 2007-08-16 | Hitachi Koki Co Ltd | ルータ |
-
2005
- 2005-05-24 JP JP2005151350A patent/JP4843254B2/ja not_active Expired - Fee Related
-
2006
- 2006-05-23 US US11/438,369 patent/US7367760B2/en active Active
- 2006-05-24 AT AT06252691T patent/ATE417713T1/de not_active IP Right Cessation
- 2006-05-24 DE DE602006004249T patent/DE602006004249D1/de active Active
- 2006-05-24 CN CN200610142276.9A patent/CN1911594B/zh not_active Expired - Fee Related
- 2006-05-24 EP EP06252691A patent/EP1726415B1/en not_active Not-in-force
-
2008
- 2008-05-05 US US12/115,165 patent/US7726918B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP1726415B1 (en) | 2008-12-17 |
| JP2006326931A (ja) | 2006-12-07 |
| DE602006004249D1 (de) | 2009-01-29 |
| CN1911594A (zh) | 2007-02-14 |
| ATE417713T1 (de) | 2009-01-15 |
| US7726918B2 (en) | 2010-06-01 |
| EP1726415A1 (en) | 2006-11-29 |
| US7367760B2 (en) | 2008-05-06 |
| US20060269377A1 (en) | 2006-11-30 |
| CN1911594B (zh) | 2011-10-05 |
| US20080206008A1 (en) | 2008-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4843254B2 (ja) | ルータ | |
| US11639009B2 (en) | Portable cutting devices | |
| US8770076B2 (en) | Cutter with laser generator that irradiates cutting position on workpiece to facilitate alignment of blade with cutting position | |
| CN100569424C (zh) | 具有激光振荡器的斜切锯 | |
| JP4984313B2 (ja) | 卓上切断機 | |
| JPH1134001A (ja) | 丸鋸盤 | |
| US10668644B2 (en) | Portable cutting devices | |
| US20040060178A1 (en) | Circular saw | |
| CN103537754A (zh) | 便携式切割机 | |
| CN100462172C (zh) | 具有角度调节机构的斜切锯 | |
| US7523691B2 (en) | Miter saw having digital display capable of displaying specific angle | |
| JP2006130902A (ja) | ルータ | |
| JP6878168B2 (ja) | 携帯用加工機 | |
| JP4599909B2 (ja) | 卓上丸鋸 | |
| JP4656377B2 (ja) | 卓上切断機 | |
| JP2006326932A (ja) | ルータ | |
| JP2006326933A (ja) | ルータ | |
| US6260460B1 (en) | Machining tools having adjustable fences | |
| JP5989453B2 (ja) | 電動回転工具 | |
| US20240001527A1 (en) | Stud finding drill method and apparatus | |
| CN118513604A (zh) | 具有快换护罩组的电动切削机 | |
| TW202432305A (zh) | 具有快換護罩組的電動切削機 | |
| JP2006035608A (ja) | 卓上切断機 | |
| JPS63143094A (ja) | 携帯用電動切断工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080515 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080515 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100303 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101117 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20101130 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20110204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110905 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111007 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4843254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |