JP4865726B2 - タイヤの走行トレッドの製造方法 - Google Patents
タイヤの走行トレッドの製造方法 Download PDFInfo
- Publication number
- JP4865726B2 JP4865726B2 JP2007547453A JP2007547453A JP4865726B2 JP 4865726 B2 JP4865726 B2 JP 4865726B2 JP 2007547453 A JP2007547453 A JP 2007547453A JP 2007547453 A JP2007547453 A JP 2007547453A JP 4865726 B2 JP4865726 B2 JP 4865726B2
- Authority
- JP
- Japan
- Prior art keywords
- tread
- uncured
- tire
- nozzle
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 150000001875 compounds Chemical class 0.000 claims abstract description 68
- 238000003780 insertion Methods 0.000 claims abstract description 48
- 230000037431 insertion Effects 0.000 claims abstract description 48
- 238000000034 method Methods 0.000 claims abstract description 41
- 238000000465 moulding Methods 0.000 claims abstract description 19
- 230000000295 complement effect Effects 0.000 claims description 7
- 238000002347 injection Methods 0.000 claims description 7
- 239000007924 injection Substances 0.000 claims description 7
- 239000013536 elastomeric material Substances 0.000 description 10
- 239000011159 matrix material Substances 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000009776 industrial production Methods 0.000 description 2
- 238000012966 insertion method Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000002513 implantation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0678—Injection moulding specially adapted for tyres or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1459—Coating annular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D30/58—Applying bands of rubber treads, i.e. applying camel backs
- B29D30/62—Applying bands of rubber treads, i.e. applying camel backs by extrusion or injection of the tread on carcass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14344—Moulding in or through a hole in the article, e.g. outsert moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
- B29L2030/002—Treads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Tyre Moulding (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
・未硬化ベースコンパウンドで作られたトレッドを準備するステップと、
・規定された量の未硬化挿入コンパウンドを未硬化トレッドに対して定められた位置で未硬化トレッド中に注入するステップと、
・トレッドを成形するステップとを有することを特徴とする方法を提供する。
・インサートをコアに対して規定された位置で未硬化トレッド内に注入するステップと、
・未硬化タイヤ及びインサートを担持したコアを規定されたアジマス角に沿って外部モールド内に位置決めするステップとを有する。
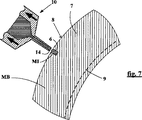
以下の説明における便宜上、ベースエラストマー材料を「ベースコンパウンド」(MB)と呼び、インサートを構成するこれとは異なるエラストマー材料を「挿入コンパウンド」(MI)と呼ぶ。
・インサートの横方向位置(タイヤの軸方向における)も又、挿入方法、特に、ノズルの軸方向位置及びその形状によって与えられる。
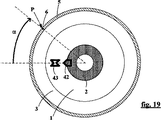
・最後に、コアに対するインサートの周方向位置(例えば、アジマス角α)は、例えば上述したような割出しシステムにより制御される。
Claims (16)
- タイヤの製造方法であって、前記タイヤは、本質的にベースコンパウンド(MB)から成るトレッド(7)を有し、前記トレッドは、挿入コンパウンド(MI)の少なくとも1つのインサート(6)を更に有し、前記方法は、
・未硬化ベースコンパウンドで作られたトレッドを準備するステップと、
・規定された量の前記未硬化挿入コンパウンドを未硬化トレッドに対して定められた位置(P)で前記未硬化トレッド中に注入するステップと、
・前記トレッドを成形するステップとを有し、
最終の前記トレッド成形ステップは、前記トレッドの表面に切れ目(20,22)を形成するように実施され、前記切れ目の少なくとも1つの壁(F)は、少なくとも部分的に前記挿入コンパウンド(MI)から成る方法。 - 前記挿入コンパウンドは、ノズル(12)の端部を前記未硬化トレッド中に沈めた後、前記ノズル(12)を介して前記未硬化トレッド中に注入される、請求項1記載の方法。
- 前記ノズル(12)の前記端部は、前記挿入コンパウンドの注入の際、最後に前記未硬化トレッドから取り出される、請求項2記載の方法。
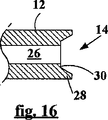
- 前記挿入コンパウンドは、押出機(10)を用いて前記ノズル(12)の前記端部(14)に向かって運搬される、請求項2又は3記載の方法。
- 前記押出機は、容量押出機(10)である、請求項4記載の方法。
- 前記挿入コンパウンドは、複数本の実質的に互いに平行なダクト(26)により前記ノズルの前記端部に向かって運搬される、請求項2〜5のうちいずれか一に記載の方法。
- 複数個のインサートが、前記タイヤトレッドパターンのベースパターンに対応した前記トレッドの部分に及ぶよう同時に注入される、請求項1〜6のうちいずれか一に記載の方法。
- 前記タイヤは、コア(1)上に組み立てられて成型され、前記コアの形状は、前記タイヤの内部キャビティの最終形状とほぼ同じである、請求項1〜7のうちいずれか一に記載の方法。
- 前記成形トレッドは、トレッドパターンを有し、前記インサートの前記位置(P)は、前記トレッドパターンに対して規定され、前記方法は、
・前記インサート(6)を前記コアに対して規定された位置(P,α)で前記未硬化トレッド(7)内に注入するステップと、
・前記未硬化タイヤ(3)及び前記インサートを担持した前記コアを規定されたアジマス角(β)に沿って外部モールド(35)内に位置決めするステップとを有する、請求項8記載の方法。 - 請求項1〜9のうちいずれか一に記載の方法に従ってタイヤを製造する装置であって、前記装置は、未硬化タイヤ(3)を支持することができる回転コア(1)と、ノズル(12)に未硬化挿入コンパウンドを供給する供給手段(10)と、前記ノズルを前記コアに対して位置決めする手段とを有し、
成形されたトレッドに対して前記インサートの位置を決める位置決め手段を更に有し、
前記位置決め手段は、前記コア(1)と関連した第1の位置決め要素(43)を有し、前記第1の位置決め要素は、前記未硬化タイヤの組み立て中、前記コアを駆動する駆動部材(2)と関連した第1の相補位置決め要素(42)と協働でき、前記位置決め手段は、前記コアと関連した第2の位置決め要素(43;45)を更に有し、前記第2の位置決め要素は、成形中、前記外部モールド(35)と関連した第2の相補位置決め要素(44)と協働できる、装置。 - 前記ノズルの端部の外部形状は、前記インサートの形状に実質的に一致している、請求項10記載の装置。
- 前記未硬化挿入コンパウンドを供給する前記手段は、押出機である、請求項10又は11記載の装置。
- 前記未硬化挿入コンパウンドを供給する前記手段は、容量押出機である、請求項12記載の装置。
- 前記第1の位置決め要素及び前記第2の位置決め要素は、単一の手段(43)を構成する、請求項13記載の装置。
- 前記ノズルは、複数本の本質的に互いに平行なダクト(26)から成る、請求項10〜14のうちいずれか一に記載の装置。
- 前記タイヤのトレッドパターンのベースパターン特徴に従って配列された複数個の一体形ノズルを有し、前記複数個のノズルは、共通の供給手段(10)により供給される、請求項10〜15のうちいずれか一に記載の装置。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0413962A FR2879956B1 (fr) | 2004-12-24 | 2004-12-24 | Methode de fabrication d'une bande de roulement pour pneumatique |
| FR0413962 | 2004-12-24 | ||
| FR0501127A FR2881680A1 (fr) | 2005-02-04 | 2005-02-04 | Methode de fabrication d'une bande de roulement pour pneumatique |
| FR0501127 | 2005-02-04 | ||
| PCT/EP2005/056721 WO2006069912A1 (fr) | 2004-12-24 | 2005-12-13 | Méthode de fabrication d'une bande de roulement pour pneumatique |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008525216A JP2008525216A (ja) | 2008-07-17 |
| JP4865726B2 true JP4865726B2 (ja) | 2012-02-01 |
Family
ID=35695617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007547453A Expired - Fee Related JP4865726B2 (ja) | 2004-12-24 | 2005-12-13 | タイヤの走行トレッドの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20080149260A1 (ja) |
| EP (1) | EP1838519B1 (ja) |
| JP (1) | JP4865726B2 (ja) |
| AT (1) | ATE516142T1 (ja) |
| BR (1) | BRPI0519261A2 (ja) |
| WO (1) | WO2006069912A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2924376B1 (fr) * | 2007-12-03 | 2009-11-20 | Michelin Soc Tech | Dispositif et procede de realisation d'une bande de roulement |
| FR2968238B1 (fr) | 2010-12-02 | 2013-01-04 | Michelin Soc Tech | Dispositif d'implantation de fils dans un profile en caoutchouc comprenant une aiguille rotative a pointe emoussee |
| FR2984214B1 (fr) * | 2011-12-16 | 2014-01-10 | Michelin Soc Tech | Element moulant comportant des moyens de decoupe pour le moulage et la vulcanisation d'une bande de roulement d'un pneumatique |
| FR2984226B1 (fr) | 2011-12-16 | 2014-06-20 | Michelin Soc Tech | Methode de fabrication d'une bande de roulement pour pneumatique |
| FR2984213B1 (fr) * | 2011-12-16 | 2014-01-10 | Michelin Soc Tech | Element moulant comportant des moyens de decoupe pour le moulage et la vulcanisation d'une bande de roulement d'un pneumatique |
| FR2984228B1 (fr) | 2011-12-16 | 2016-09-30 | Soc De Tech Michelin | Bande de roulement ayant des elements de sculpture recouverts d'un assemblage de fibres impregne |
| FR2984797B1 (fr) | 2011-12-22 | 2014-02-21 | Michelin Soc Tech | Element moulant comportant des moyens de decoupe pour le moulage et la vulcanisation d'une bande de roulement d'un pneumatique |
| FR3000424B1 (fr) | 2012-12-28 | 2015-05-15 | Michelin & Cie | Element de moule comportant des moyens de decoupe pour le moulage et la vulcanisation d'une bande de roulement d'un pneumatique |
| EP2813356A1 (en) * | 2013-06-14 | 2014-12-17 | Compagnie Generale Des Etablissements Michelin | Moulding element comprising cutting means for moulding and vulcanizing a tyre tread |
| EP2813355A1 (en) | 2013-06-14 | 2014-12-17 | Compagnie Generale Des Etablissements Michelin | Moulding element comprising cutting means for moulding and vulcanizing a tyre tread |
| EP2813354A1 (en) * | 2013-06-14 | 2014-12-17 | Compagnie Generale Des Etablissements Michelin | Moulding element comprising cutting means for moulding and vulcanizing a tyre tread |
| EP2813353A1 (en) * | 2013-06-14 | 2014-12-17 | Compagnie Generale Des Etablissements Michelin | Moulding element comprising cutting means for moulding and vulcanizing a tyre tread and method of moulding a tire tread using this element |
| IT201900019946A1 (it) * | 2019-10-29 | 2021-04-29 | Bridgestone Europe Nv Sa | Procedimento per la realizzazione di un battistrada multimescola per pneumatici per veicoli stradali |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1142720A (ja) * | 1997-05-26 | 1999-02-16 | Bridgestone Corp | 除電機能付き空気入りタイヤの製造方法および装置 |
| JP2001270309A (ja) * | 2000-03-27 | 2001-10-02 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤのトレッド構造とその製造方法 |
| EP1213130A2 (en) * | 2000-12-07 | 2002-06-12 | The Goodyear Tire & Rubber Company | Polymeric article containing precisely located and precisely oriented elements |
| JP2002200676A (ja) * | 2000-12-07 | 2002-07-16 | Goodyear Tire & Rubber Co:The | 基材に材料を挿入するための装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT316336B (de) * | 1970-08-05 | 1974-07-10 | Semperit Ag | Formkörper aus einem elastomeren Material, sowie Verfahren und Vorrichtungen zu seiner Herstellung |
| US4230511A (en) * | 1979-01-24 | 1980-10-28 | The Goodyear Tire & Rubber Company | Curing a replaceable tread for a big tire |
| US4295513A (en) * | 1980-04-11 | 1981-10-20 | The Goodyear Tire & Rubber Company | Tire and method of reinforcement |
| US4857122A (en) * | 1987-04-13 | 1989-08-15 | The Goodyear Tire & Rubber Company | Process for injection molding tire treads |
| US4826416A (en) * | 1988-06-02 | 1989-05-02 | The Goodyear Tire & Rubber Company | System for injection molding tire treads |
| EP1035979A1 (en) * | 1998-01-26 | 2000-09-20 | Michelin Recherche Et Technique S.A. | Tire having a groove wall lining for reducing formation of anomalies causing subjective user dissatisfaction |
| DE19846365C2 (de) * | 1998-10-08 | 2000-11-30 | Continental Ag | Verfahren und Vorrichtung zum Komplettieren einer vulkanisierten Reifenkarkasse zu einem fertigen Reifen |
| GB9917364D0 (en) * | 1999-07-24 | 1999-09-22 | Univ Loughborough | Direct tyre retreading |
| JP4368978B2 (ja) * | 1999-07-29 | 2009-11-18 | 株式会社ブリヂストン | 重荷重用空気入りラジアルタイヤ |
| AU2202900A (en) * | 1999-12-20 | 2001-07-03 | Goodyear Tire And Rubber Company, The | An apparatus and method for extruding a multilayered elastomer product |
| EP1759889A3 (en) * | 2001-03-12 | 2007-03-28 | Bridgestone Corporation | Tire, device for extruding unvulcanized tread rubber for the tire, and method of extruding unvulcanized tread rubber for the tire |
-
2005
- 2005-12-13 AT AT05817515T patent/ATE516142T1/de not_active IP Right Cessation
- 2005-12-13 US US11/793,173 patent/US20080149260A1/en not_active Abandoned
- 2005-12-13 JP JP2007547453A patent/JP4865726B2/ja not_active Expired - Fee Related
- 2005-12-13 BR BRPI0519261-7A patent/BRPI0519261A2/pt active Search and Examination
- 2005-12-13 EP EP05817515A patent/EP1838519B1/fr not_active Ceased
- 2005-12-13 WO PCT/EP2005/056721 patent/WO2006069912A1/fr not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1142720A (ja) * | 1997-05-26 | 1999-02-16 | Bridgestone Corp | 除電機能付き空気入りタイヤの製造方法および装置 |
| JP2001270309A (ja) * | 2000-03-27 | 2001-10-02 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤのトレッド構造とその製造方法 |
| EP1213130A2 (en) * | 2000-12-07 | 2002-06-12 | The Goodyear Tire & Rubber Company | Polymeric article containing precisely located and precisely oriented elements |
| JP2002200676A (ja) * | 2000-12-07 | 2002-07-16 | Goodyear Tire & Rubber Co:The | 基材に材料を挿入するための装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE516142T1 (de) | 2011-07-15 |
| EP1838519A1 (fr) | 2007-10-03 |
| WO2006069912A1 (fr) | 2006-07-06 |
| EP1838519B1 (fr) | 2011-07-13 |
| JP2008525216A (ja) | 2008-07-17 |
| US20080149260A1 (en) | 2008-06-26 |
| BRPI0519261A2 (pt) | 2009-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4865726B2 (ja) | タイヤの走行トレッドの製造方法 | |
| US6767495B2 (en) | Mold and process for molding a tread | |
| EP2777922B1 (en) | Method for manufacturing tire molds | |
| KR20010062195A (ko) | 타이어 성형 시스템 및 성형 방법 | |
| JP3241867B2 (ja) | タイヤの成形金型と、成形方法 | |
| CN1626334A (zh) | 用于制造轮胎的轮胎制造模块和方法 | |
| US7329325B2 (en) | Method of manufacturing a tire comprising at least one insert | |
| CN1069577C (zh) | 带有与型面轴向联锁齿的同步传动皮带的制造方法 | |
| US10377058B2 (en) | Mold for rubber article | |
| US4185065A (en) | Process for manufacturing tire segments | |
| US11993044B2 (en) | Method and apparatus for improved tread splicing | |
| JP5401468B2 (ja) | トレッドの製造装置及び方法 | |
| CN101087685B (zh) | 制造轮胎行驶胎面的方法 | |
| EP3137290B1 (en) | Method of tire tread production | |
| EP4119335B1 (en) | Process for manufacturing a tread molding element and method of manufacturing a tire or a section of a tire | |
| CN105050803A (zh) | 使用预组装胎面的轮胎翻新的改进方法 | |
| JP2011161839A (ja) | タイヤ製造装置及びタイヤ製造方法 | |
| JP2008246878A (ja) | ビードフィラー製造装置およびビードフィラー製造方法 | |
| JPS6332614B2 (ja) | ||
| JP5476010B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| US7276196B2 (en) | Process for manufacturing a track and stripping device | |
| CN105050802B (zh) | 用邻接胎面组件翻新轮胎的改进方法 | |
| CN110978376A (zh) | 一种分度注塑方法 | |
| CN218111561U (zh) | 一种塑料根管注塑成型模具 | |
| CN105050804A (zh) | 使用间隔件的轮胎翻新的改进方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110602 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111011 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111110 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141118 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |