JP4868936B2 - 高輝度なラベル、該ラベルが貼着した容器、及びそれらの製造方法 - Google Patents
高輝度なラベル、該ラベルが貼着した容器、及びそれらの製造方法 Download PDFInfo
- Publication number
- JP4868936B2 JP4868936B2 JP2006134791A JP2006134791A JP4868936B2 JP 4868936 B2 JP4868936 B2 JP 4868936B2 JP 2006134791 A JP2006134791 A JP 2006134791A JP 2006134791 A JP2006134791 A JP 2006134791A JP 4868936 B2 JP4868936 B2 JP 4868936B2
- Authority
- JP
- Japan
- Prior art keywords
- printing
- label
- layer
- thermoplastic resin
- transparent film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Description
また、コールドグルー用ラベルとして水系糊の溶媒となる水分に対する吸収性が良いラベルが要求されるようになっており、これまでにも幾つかのラベルが、例えば、特許文献3、特許文献4等で提案されている。
従来、このようなラベルを得るためには、ラベルの表面に直接金属光沢を有する高輝度の金インキ及び/又は銀インキで印刷した後、もしくは箔押しにより所定のデザインを設けた後に、紫外線(UV)硬化性ニスを1〜10μmの厚みで塗布し、乾燥して保護膜を設けるのが一般的であった。しかしこの方法では、ニスによって高光沢の外観が得られないという欠点を有していた。また、容器の内容物がこぼれた際の印刷や箔の脱落に関しても十分ではないという問題を有していた。
同様に意匠性の観点から、高輝度な質感(金属光沢感、メタリック感)を持たせる手法としては、金属蒸着により高輝度な外観を得る方法もある、しかしこの方法は専用の装置を必要とするため工程が複雑になり、生産性が低く、生産コストが高いという問題があり、一般的ではない。
また、金属光沢を有する高輝度の金及び/又は銀印刷が、グラビア印刷、フレキソ印刷、スクリーン印刷、オフセット印刷から選ばれた少なくとも1つの方法により設けられたものであることが好ましい。
なお、本発明は、インモールド成形用ラベルのヒートシール層を、コールドグルー受容層に置き換えたコールドグルー用ラベルの形態のものも含む。
また、これらのラベルを貼着したラベル付き容器をも含む。さらには、これらのラベル及びラベル付き容器の製造方法をも含む。
(1)金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する透明フィルムと、該透明フィルムの印刷面側に接着剤層と、熱可塑性樹脂基材層と、ヒートシール層とをこの順で含むインモールド成形用ラベル。
(2)金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する熱可塑性樹脂基材層と、該熱可塑性樹脂基材層の印刷面側に接着剤層と透明フィルムとをこの順で含み、該熱可塑性樹脂基材層の印刷面と反対の面側にヒートシール層を含むインモールド成形用ラベル。
(3)透明フィルムが、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリスチレン、ポリ塩化ビニルから選ばれた少なくとも1種を含み、そのヘイズ値が0〜20%である上記(1)または(2)に記載のインモールド成形用ラベル。
(4)金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つが、グラビア印刷、フレキソ印刷、スクリーン印刷、オフセット印刷から選ばれた少なくとも1つの方法により印刷される上記(1)または(2)に記載のインモールド成形用ラベル。
(5)金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する透明フィルムと、該透明フィルムの印刷面側に接着剤層と、熱可塑性樹脂基材層と、コールドグルー受容層とをこの順で含むコールドグルー用ラベル。
(6)金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する熱可塑性樹脂基材層と、該熱可塑性樹脂基材層の印刷面側に接着剤層と透明フィルムとをこの順で含み、該熱可塑性樹脂基材層の印刷面と反対の面側にコールドグルー受容層を含むコールドグルー用ラベル。
(8)金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つが、グラビア印刷、フレキソ印刷、スクリーン印刷、オフセット印刷から選ばれた少なくとも1つの方法により印刷される上記(5)または(6)に記載のコールドグルー用ラベル。
(9)上記(1)または(2)に記載のインモールド成形用ラベルを有するラベル付き容器。
(10)上記(5)または(6)に記載のコールドグルー用ラベルを有するラベル付き容器。
(11)上記透明フィルムの片面に、金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を形成し、熱可塑性樹脂基材層の片面にヒートシール層を設けた後に、接着剤層を介して透明フィルムの印刷面側と熱可塑性樹脂層とを接合することを含むインモールド成形用ラベルの製造方法。
(12)熱可塑性樹脂基材層の片面にヒートシール層を設けた後に、該熱可塑性樹脂基材層のヒートシール層を設けた面と反対の面に金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を形成し、該熱可塑性樹脂基材層の印刷面側に接着剤層を介して透明フィルムを積層することを含むインモールド成形用ラベルの製造方法。
(14)熱可塑性樹脂基材層の片面にコールドグルー受容層を設けた後に、該熱可塑性樹脂基材層のコールドグルー受容層を設けた面と反対の面に金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を形成し、該熱可塑性樹脂基材層の印刷面側に接着剤層を介して透明フィルムを積層することを含むコールドグルー用ラベルの製造方法。
(15)上記(1)または(2)に記載のインモールド成形用ラベルを貼着させることを含むラベル付き容器の製造方法。
(16)上記(5)または(6)に記載のコールドグルー用ラベルを貼着させることを含むラベル付き容器の製造方法。
(17)インモールド成形用ラベルの貼着が、射出成形あるいは中空成形により行われる上記(15)に記載のラベル付き容器の製造方法。
(18)コールドグルー用ラベルの貼着が、コールドグルー用ラベルのコールドグルー受容層に水系糊を自動ラベラーにより塗布し、該水系糊を介して容器に貼着することにより行われる上記(16)に記載のラベル付き容器の製造方法。
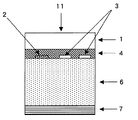
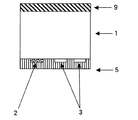
図1〜4に本発明の実施形態の一部の概略図を示し、図5〜7に従来例としての比較例1〜3の実施形態の一部の概略図を示す。図中、1は透明フィルム、2は金属光沢を有する金及び/又は銀印刷、3はその他の印刷、4は接着剤層、5はヒートシール層、6は熱可塑性樹脂基材層、7はコールドグルー受容層、8は金箔、9はニス、10はインモールド成形用ラベル、11はコールドグルー用ラベルである。
本発明で用いる透明フィルムは、高光沢な外観と、該透明フィルムの内層となる高輝度印刷を含む印刷面を内容物や摩擦等の外力から強固に保護する役割を有する。このものが不透明であると、内層となる印刷面の輝度が充分に発現できず、また表面の光沢度も低下する傾向がある。
本発明で用いる透明フィルムとしては、JIS−K−7105によるヘイズ値が0〜20%であることが好ましく、0〜15%であることがより好ましく、0〜10%であることが特に好ましい。ヘイズ値20%を超えると、フィルムの透明感が低下し、金及び/又は銀インキの輝度が低下する。透明フィルムの素材としては、好ましくはポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリスチレン、ポリ塩化ビニルから選ばれた少なくとも1種を使用することができる。これらフィルムは延伸されていなくともよいし、一軸もしくは二軸に延伸されていてもよい。またフィルムの肉厚は好ましくは10〜200μmである。10μm未満ではグラビアやフレキソ印刷時の張力で印刷の見当ズレが生じやすく、接着剤を用いた貼り合わせの際にシワが入りやすくなり、ロスが著しく増加する。また、200μmを超えるとラベルの剛度が高くなりすぎて、インモールド成形時にラベルを予め金型内に吸引等により固定する際、金型の曲率に追従せず金型より落下しやすくなる。またコールドグルーラベリングを行った際、ボトルの曲率に追従せず貼着後浮き上がりやすくなり好ましくない。
本発明で用いる高輝度の金インキ及び/又は銀インキは、ラベルに金属光沢外観による高い意匠性を、印刷や塗工により平易に与えるものである。
ここで、本発明における「高輝度」とは、JIS−P−8142に基づき測定されるラベルの高輝度インキ印刷部分の光沢度(測定角:75°)が90〜140%の範囲であり、好ましくは100〜130%の範囲であることを示す。
光沢度が90%に満たない場合には、印刷部分がくすみ、所望する金属光沢感が得られない。
従来のメタリックインキと呼ばれるものは金属微粉末を配合することによって金属光沢を出すものであるが、微粉末表面の乱反射により、粒子感のあるややマット調の外観となる傾向が強かった。これとは別に、鏡面や磨かれた金属表面の様な、粒子感の無い金属光沢を有する外観を得るためには箔押しや蒸着法により行われるが、印刷に比べると生産性に乏しくコスト高であり、表現の自由度が制約される。
これらのインキを用いる印刷方法としては、グラビア印刷、フレキソ印刷、スクリーン印刷、または、オフセット印刷等の印刷方式を使用できることも本発明の大きな特徴の一つとなっている。印刷方式による印刷面の形成であれば、ラベル全面ばかりでなく、ラベルの任意の場所に、任意のパターンを形成した部分金属光沢層領域を作成することができる。また、グラビア印刷を行う場合には、金属光沢層領域の光反射率に連続階調をもたせたグラデーションを作成することもできる。これらの他にインキ印刷面の形成は塗布による方法も可能であり、インキの塗布方法としては、ロールコート、グラビアコート、カーテンコート、スプレーコート、ダイコート等の通常の塗装方式を挙げることができる。
本発明のラベルは、透明フィルム表面における光反射に加えて、金印刷及び/又は銀印刷表面においても効率よく光反射をするため、高い光沢度を有し、それにより高い輝度が達成される。
本発明の接着剤層は、前述の透明フィルムと、後述する熱可塑性樹脂基材層とを接合するものである。また上記印刷面とも直接接触するものでもある。
本発明で用いる接着剤としては、ホットメルト系、溶剤系、水性系、無溶剤系のいずれも使用することができる。積層方法に関しても、ドライラミネート、ウェットラミネート、ホットメルトラミネート、熱ラミネート、押出ラミネート、プリントラミネートのいずれも採用することができる。これらの中でも接着強度が高い点でドライラミネート法、ホットメルトラミネート法が特に好ましい。
接着剤成分の好ましい例としては、アクリル系、ポリエステル系、酢酸ビニル系、EVA系、ウレタン系等を挙げることができる。接着剤層の厚みは0.1〜20μmが好ましく、0.5〜10μmがより好ましい。0.1μm未満では接着力が低く、フィルム貼合後の抜き加工やインモールド成形、グルーラベルの高速ラベリング、さらにはエンドユーザーでの使用の際に透明フィルム・熱可塑性樹脂基材層間で剥がれやすい。20μmを超えると接着強度は頭打ちとなりコストが嵩むだけであり、溶剤系接着剤の場合は乾燥が遅れ、残存溶剤が多くなり好ましくない。
本発明の熱可塑性樹脂基材層は前述の透明フィルムとともに、前述の印刷面を挟み込む形態となる。該基材層は特にインモールド成形用ラベルにおいて、該熱可塑性樹脂基材層の内層となる高輝度印刷を含む印刷面を、容器の基となる溶融樹脂から強固に保護する役割を有する。
熱可塑性樹脂基材層を構成する素材としては、例えば、プロピレン系樹脂、高密度ポリエチレン、中密度ポリエチレン等のポリエチレン系樹脂、ポリメチル−1−ペンテン、エチレン−環状オレフィン共重合体等のポリオレフィン系樹脂、ポリエチレンテレフタレ−ト樹脂、ポリ塩化ビニル樹脂、ナイロン−6、ナイロン−6,6、ナイロン−6,10、ナイロン−6,12等のポリアミド系樹脂、ABS樹脂、アイオノマー樹脂等のフィルム等を挙げることができる。これらの樹脂は単独で用いてもよいし、2種以上を混合して用いてもよい。
また、上記の熱可塑性樹脂に無機微細粉末あるいは有機微細粉末などを適宜配合することができる。無機微細粉末の例としては、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレー、タルク、硫酸バリウム、珪藻土、酸化マグネシウム、酸化亜鉛、酸化チタン、酸化珪素等が挙げられる。中でも重質炭酸カルシウム、焼成クレー、タルクは安価で成形性がよいために好ましい。
熱可塑性樹脂基材層は単層であっても、複層であってもよい。複層の場合は、コア層とその両側に表面層及び裏面層が配置された構造で、各層は同一の熱可塑性樹脂で構成されていてもよいし、異なる種類の熱可塑性樹脂で構成されていてもよい。また、これらに無機または有機微細粉末を配合する場合、それらの種類及び配合量は同一であっても、異なっていてもよい。また、熱可塑性樹脂基材層は、延伸されていても、延伸されていなくともどちらも好ましく使用できる。
これら熱可塑性樹脂フィルムの厚みは、10〜200μm、好ましくは20〜100μmであることが好ましい。10μmに満たない場合は、熱可塑性樹脂基材層を設ける効果が充分に得られない。200μmを超えるとラベルの剛度が高すぎて、容器からラベルが浮き上がる等の問題が生じやすい。またインモールド成形時には金型から落下しやすい傾向がある。
本発明のインモールド成形用ラベルに用いられるヒートシール層は、熱可塑性樹脂基材層に透明フィルムが積層される面の、反対の面に設けられる。そしてインモールド成形の際に、容器の材料となる溶融樹脂の熱により活性化し、ラベルと容器とを接合するものである。
ヒートシール層は樹脂により構成され、インモールド成形の際に加熱によりラベルを貼着する容器を構成する樹脂材料に貼着する機能を有するものであれば如何なる樹脂でも使用することができる。好ましい樹脂の例としては、密度が0.900〜0.935g/cm3 の低密度ないし中密度の高圧法ポリエチレン、密度が0.880〜0.940g/cm3 の直鎖線状ポリエチレン、エチレン・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、エチレン・アクリル酸アルキルエステル共重合体、エチレン・メタクリル酸アルキルエステル共重合体(アルキル基の炭素数は1〜8)、エチレン・メタクリル酸共重合体の金属塩(Zn、Al、Li、K、Naなど)等の融点が60〜130℃のポリエチレン系樹脂を挙げることができる。
これらポリオレフィン系樹脂は、1種を単独で使用してもよいし、2種以上を混合して使用してもよい。ヒートシール層には、要求される性能を阻害しない範囲で、他の公知の樹脂用添加剤を任意に添加することができる。そのような添加剤としては、染料、核剤、可塑剤、離型剤、酸化防止剤、アンチブロッキング剤、難燃剤、紫外線吸収剤等を挙げることができる。
これらヒートシール層の厚みは、1〜100μmであることが好ましく、2〜30μmであることがより好ましい。1μmに満たない場合は容器への接着強度が充分に発揮できず、ラベルの部分的な浮き上がりが発生する傾向がある。100μmを超えるとラベルの剛度が高すぎて、容器からラベルが浮き上がる等の問題が生じやすい。またインモールド成形時には金型から落下しやすい傾向がある。
本発明のコールドグルー用ラベルに用いられるコールドグルー受容層は、透明フィルムが積層される熱可塑性樹脂基材層の面の、反対の面に設けられる。これらコールドグルー受容層としては、市販の澱粉糊、カゼイン糊、合成糊等が自動ラベラーにて塗布可能なもので、ボトルに連続的に貼着可能であれば如何なる層も好ましく使用できる。具体的には、炭酸カルシウムやカオリンクレーを、ラテックス等のバインダーと共に水溶化したものを塗工し乾燥して設ける方法、ポリオレフィン等の熱可塑性樹脂に特定の無機微細粉末を充填し、1方向あるいは2方向に延伸することで空孔を設け上記の糊が塗布、乾燥可能となる層を設ける方法(特開2001−164017号公報、特開2004−68017号公報参照)、不織布等の吸水可能なものを貼合する方法等、いずれも使用することができる。
本発明におけるラベル付き容器の製造方法は特に限定されるものではなく、インモールド成形用ラベルやコールドグルー用ラベルにおいて、通常用いられる成形方法を適宜用いることが可能である。
中でも、インモールド成形用ラベルの場合は、ラベルを予め金型壁面に接するようにセットし、金型内に溶融した熱可塑性樹脂のパリソンを導く中空成形(ブロー成形)、溶融した熱可塑性樹脂を用いた射出成形(インジェクション成形)、或いは溶融した熱可塑性樹脂シートを用いた真空成形もしくは圧空成形等が好ましい例として挙げられる。ここで、特に好ましくは、射出成形及び中空成形である。
また、コールドグルー用ラベルの場合は、自動ラベラーを用いてラベルのコールドグルー受容層への水系糊の塗工、容器への貼着を一連の作業として行う方法が、好ましい例として挙げられる。
以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。
<実施例1>
透明フィルムとして市販の二軸延伸ポリプロピレンフィルム(厚み30μm、ヘイズ3%)の片面に、金属光沢を有する高輝度の銀インキとして前述の特許文献5の実施例の、<高輝度コーティング剤の調整>に記載された方法で調整された高輝度コーティング剤を用いて、グラビア印刷法により逆印刷を行った。逆印刷とは、透明フィルムを介して印刷面を見た場合に正しく情報を視認できる様に、予め鏡像を印刷する方法である。
熱可塑性樹脂基材層として、特開平09−207166号公報の実施例1に記載のインモールドラベル原紙(JIS−Z−8722による不透明度94%)を用意した。このものは熱可塑性樹脂基材層の片面にヒートシール層を有するものである。このインモールドラベル原紙の熱可塑性樹脂基材層側の面に、二液型変性アクリル系接着剤(商品名「AP368」、中央理化工業(株)製)を塗工し、乾燥させて接着剤層を設け、ドライラミネート法により、該接着剤層と前述の透明フィルムの印刷面が接する様に積層貼合した。結果として透明フィルム/印刷層/接着剤層/熱可塑性樹脂基材層/ヒートシール層の積層構造を有する、不透明なインモールド成形用ラベルを得た。得られたインモールド成形用ラベルの断面概略図を図1に示す。
また、打ち抜いた同ラベルを用いてインジェクション成形も行った。該ラベルを新潟鐵工所製のインジェクション成形機に備えた製品形状130mm×150mmの金型内に手挿入した後に金型を型締し、230℃で溶融させたポリプロピレン(融点160℃)を、射出圧力750kgf/cm2 にて金型内に射出成形し、ラベルを容器となる溶融樹脂に融着させて、高輝度で鮮明な印刷が施されたラベル付き容器を得た。
さらに、これら実施例1の容器の耐内容物、耐擦過性の試験として、市販のシャンプー(花王(株)製:メリット)の原液に40℃、24時間含浸したのち、セロテープ(ニチバン(株)製)により表面のインキの剥がれ可否を調べたところ、インキの脱落等は見られなかった。同様に爪で擦ってもインキの脱落は見られなかった。
ここで、実施例1のラベルの印刷部分の光沢度をJIS−P−8142に基づき、スガ試験器製のデジタル変角光沢度計を用いて測定角75°にて測定したところ、その光沢度は120%であった。
実施例1と同様の手順により、高輝度の銀色インキを逆印刷した透明フィルムを用意した。別に熱可塑性樹脂フィルムとして市販の厚み80μmの無延伸ポリプロピレンフィルム(ヘイズ5%)を用意しこの片面に、融点86℃のEVA(エチレン酢酸ビニル共重合体)を、250℃に設定した押出ラミネーターを使用して、厚み30μmの押出ラミネートを行い、ヒートシール層を設けた。次いで透明フィルムの印刷面と無延伸ポリプロピレンフィルムとを、ウレタン系湿気硬化型ホットメルト接着剤を用いてホットメルトラミネート法により貼り合わせた。結果として、透明フィルム/印刷層/接着剤層/熱可塑性樹脂基材層/ヒートシール層の積層構造を有する、高輝度印刷が施された透明なインモールド成形用ラベルを得た。得られたインモールド成形用ラベルの断面概略図を図1に示す。このものを実施例1と同様の方法でラベルをブロー容器、インジェクション容器に融着させ、高輝度で鮮明な印刷が施されたラベル付き容器を得た。
実施例1と同様の方法で外観の評価、耐内容物及び耐擦過性の試験を行ったところ、その結果は実施例1と同様であった。
また、実施例2のラベルの印刷部分の光沢度を実施例1と同様の方法で測定したところ、その光沢度は120%であった。
特開平9−207166号公報の実施例1に記載のインモールドラベル原紙(JIS−Z−8722による不透明度94%)の熱可塑性樹脂基材層側の表面に、本願実施例1と同様の高輝度の銀インキを用いてグラビア印刷を行った。更にこの印刷面上にウレタン系湿気硬化型ホットメルト接着剤を塗工し、厚み30μmの二軸延伸ポリプロピレンフィルム(ヘイズ3%)を貼り合わせた。結果として、透明フィルム/接着剤層/印刷層/熱可塑性樹脂基材層/ヒートシール層の積層構造を有する、不透明なインモールド成形用ラベルを得た。得られたインモールド成形用ラベルの断面概略図を図2に示す。このものを実施例1と同様の方法でラベルをブロー容器、インジェクション容器にそれぞれ融着させ、高輝度で鮮明な印刷が施されたラベル付き容器を得た。
実施例1と同様の方法で外観の評価、耐内容物及び耐擦過性の試験を行ったところ、その結果は実施例1と同様であった。
また、実施例3のラベルの印刷部分の光沢度を実施例1と同様の方法で測定したところ、その光沢度は105%であった。
実施例1と同様の手順により、厚み30μmの二軸延伸ポリプロピレンフィルム(ヘイズ3%)の片面に逆印刷を行った。別に特開2004−68017号公報に記載の吸水性を有するコールドグルーラベル原紙(JIS−Z−8722による不透明度97%)を用意し、この熱可塑性樹脂基材層側の表面にウレタン系湿気硬化型ホットメルト接着剤を塗工し、接着剤層を設けた後、上記印刷面と貼り合わせた。これにより高輝度印刷が施された不透明なコールドグルーラベルを得た。得られたコールドグルーラベルの断面概略図を図3に示す。このものを所定の形状に打抜いた後、光洋自動機製の自動グルーラベラー(LNS型)を使用して、澱粉糊(トキワノール650WR、常盤化学工業)をコールドグルー受容層に塗工し、更にガラスびんに貼着して、高輝度で鮮明な印刷が施されたラベル付き容器を得た。
実施例1と同様の方法で外観の評価、耐内容物及び耐擦過性の試験を行ったところ、その結果は実施例1と同様であった。
また、実施例4のラベルの印刷部分の光沢度を実施例1と同様の方法で測定したところ、その光沢度は120%であった。
特開2004−68017号公報に記載の吸水性を有するコールドグルーラベル原紙(JIS−Z−8722による不透明度97%)の熱可塑性樹脂基材層側の表面に、本願実施例1と同様の高輝度の銀インキを用いてグラビア印刷を行った。更にこの印刷面上にウレタン系湿気硬化型ホットメルト接着剤を塗工し、厚み30μmの二軸延伸ポリプロピレンフィルム(ヘイズ3%)を貼り合わせた。これにより高輝度印刷が施された不透明なコールドグルーラベルを得た。得られたコールドグルーラベルの断面概略図を図4に示す。このものを実施例4と同様の方法でガラスびんに貼着し、高輝度で鮮明な印刷が施されたラベル付き容器を得た。
実施例1と同様の方法で外観の評価、耐内容物及び耐擦過性の試験を行ったところ、その結果は実施例1と同様であった。
また、実施例5のラベルの印刷部分の光沢度を実施例1と同様の方法で測定したところ、その光沢度は105%であった。
前記実施例3と同様に、特開平09−207166号公報の実施例に記載のインモールドラベル原紙(JIS−Z−8722による不透明度94%)の熱可塑性樹脂基材層側の表面にグラビア印刷を行い、さらにホットスタンピング法により金色の箔押しを行ってインモールド成形用ラベルを得た。得られたインモールド成形用ラベルの断面概略図を図5に示す。このものを実施例1と同様の方法でラベルを容器に融着させ、ラベル付き容器を得た。
このものは印刷及び箔を施した部分の輝度は鮮明であるが、同部分は最外層に存在するため、耐内容物性や耐擦過性の劣るラベル付き容器となった。
なお、比較例1のラベルの印刷部分の光沢度を実施例1と同様の方法で測定したところ、その光沢度は100%であった。
前記実施例3と同様に、特開平09−207166号公報の実施例に記載のインモールドラベル原紙(JIS−Z−8722による不透明度94%)の熱可塑性樹脂基材層側の表面にグラビア印刷を行い、さらにホットスタンピング法により金色の箔押しを行ってインモールド成形用ラベルを得た。
このものの表面に更に、バーコーターを用いて、UV硬化性ニス(T&K TOKA製)を4g/m2 となるよう塗布、UV照射して硬化させ、ニスによる保護層を有するインモールド成形用ラベルを得た。得られたインモールド成形用ラベルの断面概略図を図6に示す。このものを実施例1と同様の方法でラベルを容器に融着させ、ラベル付き容器を得た。
しかしながら得られた容器は、印刷および箔の施した部分の輝度は低く、鮮明度の乏しいラベル付き樹脂容器であった。
なお、比較例2のラベルの印刷部分の光沢度を実施例1と同様の方法で測定したところ、その光沢度は85%であった。
特許文献5の実施例1に記載のインモールドラベルを用意した。該ラベルの断面概略図を図7に示す。このラベルを実施例1と同様の方法で容器に融着させ、ラベル付き容器を得た。しかしながらインジェクション成形において得られた容器は、射出時の溶融樹脂の圧力によってヒートシール層とともにインキが流れ、高輝度印刷のみならず、通常の印刷部分も大部分が消失してしまった。
なお、比較例3のラベルの印刷部分の光沢度を実施例1と同様の方法で測定したところ、その光沢度は85%であった。
2 金属光沢を有する高輝度な金及び/又は銀印刷
3 その他の印刷
4 接着剤層
5 ヒートシール層
6 熱可塑性樹脂基材層
7 コールドグルー受容層
8 金箔
9 ニス
10 インモールド成形用ラベル
11 コールドグルー用ラベル
Claims (18)
- 金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する透明フィルムと、該透明フィルムの印刷面側に接着剤層と、熱可塑性樹脂基材層と、ヒートシール層とをこの順で含むことを特徴とするインモールド成形用ラベル。
- 金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する熱可塑性樹脂基材層と、該熱可塑性樹脂基材層の印刷面側に接着剤層と透明フィルムとをこの順で含み、該熱可塑性樹脂基材層の印刷面と反対の面側にヒートシール層を含むことを特徴とするインモールド成形用ラベル。
- 透明フィルムが、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリスチレン、ポリ塩化ビニルから選ばれた少なくとも1種を含み、そのヘイズ値が0〜20%であることを特徴とする請求項1または2に記載のインモールド成形用ラベル。
- 金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つが、グラビア印刷、フレキソ印刷、スクリーン印刷、オフセット印刷から選ばれた少なくとも1つの方法により印刷されることを特徴とする請求項1または2に記載のインモールド成形用ラベル。
- 金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する透明フィルムと、該透明フィルムの印刷面側に接着剤層と、熱可塑性樹脂基材層と、コールドグルー受容層とをこの順で含むことを特徴とするコールドグルー用ラベル。
- 金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を有する熱可塑性樹脂基材層と、該熱可塑性樹脂基材層の印刷面側に接着剤層と透明フィルムとをこの順で含み、該熱可塑性樹脂基材層の印刷面と反対の面側にコールドグルー受容層を含むことを特徴とするコールドグルー用ラベル。
- 透明フィルムが、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリスチレン、ポリ塩化ビニルから選ばれた少なくとも1種を含み、そのヘイズ値が0〜20%であることを特徴とする請求項5または6に記載のコールドグルー用ラベル。
- 金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つが、グラビア印刷、フレキソ印刷、スクリーン印刷、オフセット印刷から選ばれた少なくとも1つの方法により印刷されることを特徴とする請求項5または6に記載のコールドグルー用ラベル。
- 請求項1または2に記載のインモールド成形用ラベルを有するラベル付き容器。
- 請求項5または6に記載のコールドグルー用ラベルを有するラベル付き容器。
- 透明フィルムの片面に、金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を形成し、熱可塑性樹脂基材層の片面にヒートシール層を設けた後に、接着剤層を介して透明フィルムの印刷面側と熱可塑性樹脂層とを接合することを含むことを特徴とするインモールド成形用ラベルの製造方法。
- 熱可塑性樹脂基材層の片面にヒートシール層を設けた後に、該熱可塑性樹脂基材層のヒートシール層を設けた面と反対の面に金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を形成し、該熱可塑性樹脂基材層の印刷面側に接着剤層を介して透明フィルムを積層することを含むことを特徴とするインモールド成形用ラベルの製造方法。
- 透明フィルムの片面に、金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を形成し、熱可塑性樹脂基材層の片面にコールドグルー受容層を設けた後に、接着剤層を介して透明フィルムの印刷面側と熱可塑性樹脂層とを接合することを含むことを特徴とするコールドグルー用ラベルの製造方法。
- 熱可塑性樹脂基材層の片面にコールドグルー受容層を設けた後に、該熱可塑性樹脂基材層のコールドグルー受容層を設けた面と反対の面に金属光沢を有する高輝度の金印刷及び銀印刷の少なくとも一つを含む印刷面を形成し、該熱可塑性樹脂基材層の印刷面側に接着剤層を介して透明フィルムを積層することを含むことを特徴とするコールドグルー用ラベルの製造方法。
- 請求項1または2に記載のインモールド成形用ラベルを貼着させることを含むことを特徴とするラベル付き容器の製造方法。
- 請求項5または6に記載のコールドグルー用ラベルを貼着させることを含むことを特徴とするラベル付き容器の製造方法。
- インモールド成形用ラベルの貼着が、射出成形あるいは中空成形により行われることを特徴とする請求項15に記載のラベル付き容器の製造方法。
- コールドグルー用ラベルの貼着が、コールドグルー用ラベルのコールドグルー受容層に水系糊を自動ラベラーにより塗布し、該水系糊を介して容器に貼着することにより行われることを特徴とする請求項16に記載のラベル付き容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006134791A JP4868936B2 (ja) | 2005-05-17 | 2006-05-15 | 高輝度なラベル、該ラベルが貼着した容器、及びそれらの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005143733 | 2005-05-17 | ||
| JP2005143733 | 2005-05-17 | ||
| JP2006134791A JP4868936B2 (ja) | 2005-05-17 | 2006-05-15 | 高輝度なラベル、該ラベルが貼着した容器、及びそれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006350313A JP2006350313A (ja) | 2006-12-28 |
| JP4868936B2 true JP4868936B2 (ja) | 2012-02-01 |
Family
ID=37646161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006134791A Active JP4868936B2 (ja) | 2005-05-17 | 2006-05-15 | 高輝度なラベル、該ラベルが貼着した容器、及びそれらの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4868936B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4957330B2 (ja) * | 2007-03-30 | 2012-06-20 | 大日本印刷株式会社 | インモールドラベルおよびそれを用いたインモールド成形品 |
| CN101821167B (zh) | 2007-10-12 | 2015-08-05 | 优泊公司 | 注塑成形复合容器及其制造方法 |
| JP2016047598A (ja) * | 2013-01-18 | 2016-04-07 | 株式会社ユポ・コーポレーション | インモールドラベル、樹脂成形品及びその製造方法 |
-
2006
- 2006-05-15 JP JP2006134791A patent/JP4868936B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006350313A (ja) | 2006-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6706342B2 (en) | Polymeric labels | |
| US6376058B1 (en) | Polypropylene based compositions and films and labels formed therefrom | |
| JP5043177B2 (ja) | インモールド成形用ラベル | |
| JP5579394B2 (ja) | インモールド成形用ラベル | |
| US6641914B2 (en) | HDPE label film | |
| WO2000036040A1 (en) | Label | |
| JP4516214B2 (ja) | 透明ラベル | |
| EP1374207B1 (en) | Cavitated labels for use with cold glue | |
| EP3288761B1 (en) | High optics machine direction oriented label facestock | |
| CN101202002B (zh) | 具有优异的标签去除性的标签和带有该标签的容器 | |
| CN102264606B (zh) | 带标签的容器及其制造方法 | |
| US20060057347A1 (en) | Cavitated opaque polymer film and methods related thereto | |
| EP1488402B1 (en) | Metallized patch labels | |
| JP4868936B2 (ja) | 高輝度なラベル、該ラベルが貼着した容器、及びそれらの製造方法 | |
| US20030172559A1 (en) | Metallized patch labels | |
| CN113168787A (zh) | 附带标签的树脂成型品、附带标签的树脂成型品的制造方法、以及标签 | |
| CN1866321A (zh) | 高亮度的标签、贴有该标签的容器、及其制造方法 | |
| AU2002241848A1 (en) | Cavitated labels for use with cold glue |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111115 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4868936 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141125 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |