しかし、上記従来のコンタクトピンの加工方法においては、上記コンタクトピン2の先端部2aの表面全体をすり鉢状に内方へ落ち込む形状としていたため、上記凹部2dの突起2cを上向きの凸形状とすることが出来なかった。
このため、図22に示すように、電気部品1の接続端子部1aが上記凹部2dに入り込んで電気的に接続されるとき、上記接続端子部1aに厚い酸化被膜が生じている場合などは、該突起2cが上記接続端子部1aに突き刺さる量としては少ない場合があり、さらなる改良が望まれていた。
また、上記従来のコンタクトピンの加工方法においては、上記コンタクトピンの加工材料3に上記凸型金型5を食い込ませることによって上記凹部2dを形成することから、上記加工材料3と上記凸型金型5との食いつき力が強く、所定の外径以下にすると該凸型金型5が折れてしまうため、微小径のコンタクトピンを作成することができず、回路基板上の複数のコンタクトピンの配設ピッチを0.4mm以下にすることができなかった。
そこで、本発明は、このような問題点に対処し、コンタクトピンの加工材料の先端部や凸型金型を所定の形状にすることにより、微小径のコンタクトピンに対しても、その先端部に電気部品の接続端子部との電気的接触部となる凹部を形成するコンタクトピンの加工方法に係るものである。
上記目的を達成するために、第一の発明によるコンタクトピンの製造方法は、電気部品の一面に複数配列された接続端子部と、上記電気部品に対向する回路基板の接点電極と、を電気的に接続させるコンタクトピンであって、上記電気部品の接続端子部との接触端面に、凸型金型と凹型金型を用いたヘッダー加工によって上記接続端子部を受け入れる凹部が形成されたコンタクトピンの加工方法において、上記コンタクトピンの棒状の加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、上記凹型金型の内径よりも小さい外径を有し、先端部が、断面テーパ状の刃先部材を少なくとも3つ放射状に結合して形成された凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成する、ことを含む。
また、第二の発明によるコンタクトピンの製造方法は、電気部品の一面に複数配列された接続端子部と、上記電気部品に対向する回路基板の接点電極と、を電気的に接続させるコンタクトピンであって、上記電気部品の接続端子部との接触端面に、凸型金型と凹型金型を用いたヘッダー加工によって上記接続端子部を受け入れる凹部が形成されたコンタクトピンの製造方法において、上記コンタクトピンの棒状の加工材料を凹型金型の内部に収容し、先端部が角錐形状に形成された凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成する、ことを含む。
ここで、上記加工材料は、その先端部の周縁を面取りしてテーパ状に形成するものである。これにより、加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、先端部が角錐形状に形成された凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成する。
さらに、第三の発明によるコンタクトピンの製造方法は、電気部品の一面に複数配列された接続端子部と、上記電気部品に対向する回路基板の接点電極と、を電気的に接続させるコンタクトピンであって、上記電気部品の接続端子部との接触端面に、凸型金型と凹型金型を用いたヘッダー加工によって上記接続端子部を受け入れる凹部が形成されたコンタクトピンの製造方法において、上記コンタクトピンの棒状の加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、上記凹型金型の内径よりも小さい外径を有し、先端部が角錐形状に形成された円柱部材から成る凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成する、ことを含む。
さらにまた、第四の発明によるコンタクトピンの製造方法は、電気部品の一面に複数配列された接続端子部と、上記電気部品に対向する回路基板の接点電極と、を電気的に接続させるコンタクトピンであって、上記電気部品の接続端子部との接触端面に、凸型金型と凹型金型を用いたヘッダー加工によって上記接続端子部を受け入れる凹部が形成されたコンタクトピンの製造方法において、上記コンタクトピンの棒状の加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、上記凹型金型の内径よりも小さい外径を有し、先端部が角錐形状に形成された角柱部材から成る凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成する、ことを含む。
また、第五の発明によるコンタクトピンの製造方法は、電気部品の一面に複数配列された接続端子部と、上記電気部品に対向する回路基板の接点電極と、を電気的に接続させるコンタクトピンであって、上記電気部品の接続端子部との接触端面に、凸型金型と凹型金型を用いたヘッダー加工によって上記接続端子部を受け入れる凹部が形成されたコンタクトピンの製造方法において、上記コンタクトピンの棒状の加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、上記凹型金型の内径よりも小さい外径を有し、先端部が尖塔形状に形成された棒状部材の側面に、長手方向に伸びる所定の断面形状の溝が少なくとも一つ設けられた凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成する、ことを含む。
さらに、第六の発明によるコンタクトピンの製造方法は、電気部品の一面に複数配列された接続端子部と、上記電気部品に対向する回路基板の接点電極と、を電気的に接続させるコンタクトピンであって、上記電気部品の接続端子部との接触端面に、凸型金型と凹型金型を用いたヘッダー加工によって上記接続端子部を受け入れる凹部が形成されたコンタクトピンの製造方法において、上記コンタクトピンの棒状の加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、先端部が楔形状に形成された凸型金型を用いて、上記加工材料先端部を一度プレスした後、上記凸型金型を上記加工材料から引抜き、上記凸型金型を上記加工材料に対する一度目のプレスに対して相対的に所定の角度回転させて二度目のプレスを行い、再度上記凸型金型を上記加工材料から引抜く工程を、少なくとも1回行うことによって上記コンタクトピンの凹部を形成する、ことを含む。
請求項1に係る発明によれば、加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、先端部が、断面テーパ状の刃先部材を少なくとも3つ放射状に結合して形成された凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成することができる。これにより、凸型金型を材料にプレスしたとき、上記刃先部材各々の側面により押し込まれた材料は、テーパ状に形成された上記材料先端部と凹型金型内壁との間の空間に向かって横方向へ押し広げられることができる。したがって、上記凹部の形状を、すり鉢底部の中心点からその傾斜方向へ放射状に伸びる少なくとも3つの山形形状を有するものに形成することができる。これにより、電気部品の接続端子部が上記凹部に入り込んで電気的に接続されるとき、例えば上記接続端子部に厚い酸化被膜が生じている場合などは、強く押圧することによって上記凹部の山形形状の峰部が切り込んで行き、酸化被膜を破ることができるため、高いワイピング効果を示し電気的に安定した接触を確保することができる。また、上記加工材料の先端部をテーパ状に形成したことに加えて、上記凸型金型の先端部を刃先部材により形成したことにより、上記凸型金型の先端部と上記加工材料との食い付き力を弱めることができる。これにより、上記凸型金型をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
また、請求項2に係る発明によれば、加工材料を凹型金型の内部に収容し、先端部が角錐形状に形成された凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成することができる。これにより、凸型金型を材料にプレスしたとき、上記角錐形状の側面により押し込まれた材料は、材料下部へ押し込まれると共に、その一部は上記角錐形状の側面に沿って材料上面に押し上げられることができる。したがって、上記凹部の縁部の上記角錐形状の側面に対応する位置に、上向き凸形状となる突起を設けることができる。これにより、電気部品の接続端子部が上記凹部に入り込んで電気的に接続されるとき、例えば上記接続端子部に厚い酸化被膜が生じている場合などは、強く押圧することによって上記凹部の突起が上記接続端子部に突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。また、上記凸型金型の先端部に形成した角錐形状は、上記凸型金型の先端部と上記加工材料との食い付き力を弱めることができる。これにより、上記凸型金型をより細く形成することができるため、従来よりも微小径のコンタクトピンを作成することができる。
さらに、請求項3に係る発明によれば、加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、先端部が角錐形状に形成された凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成することができる。これにより、凸型金型を材料にプレスしたとき、上記角錐形状の側面により押し込まれた材料は、材料下部へ押し込まれると共に、その一部はテーパ状に形成された上記材料先端部と凹型金型内壁との間の空間に向かって横方向に流れて広がることができる。さらに、材料は横方向に流れると共に角錐形状の側面に沿って材料上面に押し上げられることができる。このため、上記凸型金型を上記加工材料により深く押し込むことができる。したがって、上記凹部の縁部の上記角錐形状の側面に対応する位置の、よりコンタクトピン側面に近い位置に、より高い上向き凸形状となる突起を設けることができる。これにより、電気部品の接続端子部が上記凹部に入り込んで電気的に接続されるとき、例えば上記接続端子部に厚い酸化被膜が生じている場合などは、強く押圧することによって上記凹部の突起が上記接続端子部に突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。また、上記凸型金型の先端部を角錐形状としたことに加えて、上記加工材料の先端部をテーパ状に形成したことにより生じた加工材料の横方向への流れのため、上記凸型金型の先端部と上記加工材料との食い付き力を弱めることができる。これにより、上記凸型金型をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
さらにまた、請求項4に係る発明によれば、加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、上記凹型金型の内径よりも小さい外径を有し、先端部が角錐形状に形成された円柱部材から成る凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成することができる。これにより、凸型金型を材料にプレスしたとき、上記角錐形状の側面により押し込まれた材料は、材料下部へ押し込まれると共に、その一部はテーパ状に形成された上記材料先端部と凹型金型内壁との間の空間に向かって横方向に流れて広がることができる。さらに、材料は横方向に流れると共に角錐形状の側面に沿って材料上面に押し上げられることができる。また、上記凹型金型の内径よりも小さい外径の角錐形状は、十分に材料に押し込まれることができる。したがって、上記凹部の縁部の上記角錐形状の側面に対応する位置の、さらによりコンタクトピン側面に近い位置に、さらにより高い上向き凸形状となる突起を設けることができる。これにより、電気部品の接続端子部が上記凹部に入り込んで電気的に接続されるとき、例えば上記接続端子部に厚い酸化被膜が生じている場合などは、強く押圧することによって上記凹部の突起が上記接続端子部に突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。また、上記加工材料の先端部をテーパ状に形成したことに加えて、上記凸型金型の先端部を角錐形状としたことにより、該凸型金型の先端部と上記加工材料との食い付き力を弱めることができる。これにより、上記凸型金型をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
また、請求項5に係る発明によれば、加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、上記凹型金型の内径よりも小さい太さを有し、先端部が角錐形状に形成された角柱部材の長手方向の角部を面取りして形成した凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成することができる。これにより、凸型金型を材料にプレスしたとき、上記角錐形状の側面により押し込まれた材料は、材料下部へ押し込まれると共に、その一部はテーパ状に形成された上記材料先端部と凹型金型内壁との間の空間に向かって横方向に流れて広がることができる。さらに、材料は横方向に流れると共に角錐形状の側面に沿って材料上面に押し上げられることができる。また、材料は上面に押し上げられると共に、その一部は上記凹型金型内壁と上記凸型金型の角柱部材の側面との間に鉛直上方に押し上げられることができる。したがって、上記凹部の縁部の上記角柱部材の側面に対応する位置の、さらによりコンタクトピン側面に近い位置に、内面が垂直に切り立った上向き凸形状となる突起を設けることができる。これにより、電気部品の接続端子部が上記凹部に入り込んで電気的に接続されるとき、その接点をより小さくすることができ、例えば上記接続端子部に厚い酸化被膜が生じている場合などは、強く押圧することによって上記凹部の突起が上記接続端子部に突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。また、上記加工材料の先端部をテーパ状に形成したことに加えて、上記凸型金型の先端部を角錐形状としたことにより、該凸型金型の先端部と上記加工材料との食い付き力を弱めることができる。これにより、上記凸型金型をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
さらに、請求項6に係る発明によれば、加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、上記凹型金型の内径よりも小さい外径を有し、先端部が尖塔形状に形成された棒状部材の側面に、長手方向に伸びる所定の断面形状の溝が少なくとも1つ設けられた凸型金型を用いて、上記加工材料先端部をプレスすることによって上記コンタクトピンの凹部を形成することができる。これにより、凸型金型を材料にプレスしたとき、上記尖塔形状により押し込まれた材料は、材料下部へ押し込まれると共に、その一部はテーパ状に形成された上記材料先端部と凹型金型内壁との間の空間に向かって横方向に流れて広がることができる。さらに、材料は横方向に流れると共に凸型金型の側面に設けられた溝に沿って上方向に流れることができる。したがって、上記凹部の縁部の上記凸型金型の溝部に対応する位置に、上向き凸形状となる突起を設けることができる。これにより、電気部品の接続端子部が上記凹部に入り込んで電気的に接続されるとき、例えば上記接続端子部に厚い酸化被膜が生じている場合などは、強く押圧することによって上記凹部の突起が上記接続端子部に突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。また、上記加工材料の先端部をテーパ状に形成したことにより生じた加工材料の横方向への流れのため、上記凸型金型と上記加工材料との食い付き力を弱めることができる。これにより、上記凸型金型をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
ここで、加工材料先端部の周縁を面取りしてテーパ状に形成し、上記加工材料を凹型金型の内部に収容し、先端部が楔形状に形成された凸型金型を用いて、上記加工材料先端部を一度プレスした後、上記凸型金型を上記加工材料から引抜き、上記凸型金型を上記加工材料に対する一度目のプレスに対して相対的に所定の角度回転させて二度目のプレスを行い、再度上記凸型金型を上記加工材料から引抜く工程を、少なくとも1回行うことによって上記コンタクトピンの凹部を形成するようにしてもよい。これにより、凸型金型を材料にプレスしたとき、上記楔形状の側面により押し込まれた材料は、横方向へ押し広げられることができる。したがって、上記凹部の形状を、すり鉢底部の中心点からその傾斜方向へ放射状に伸びる少なくとも4つの山形形状を有するものに形成することができる。これにより、電気部品の接続端子部が上記凹部に入り込んで電気的に接続されるとき、例えば上記接続端子部に厚い酸化被膜が生じている場合などは、強く押圧することによって上記凹部の山形形状の峰部が切り込んで行き、酸化被膜を破ることができるため、高いワイピング効果を示し電気的に安定した接触を確保することができる。また、上記加工材料の先端部をテーパ状に形成したことに加えて、上記凸型金型の先端部を楔形状としたことによって、上記凸型金型の先端部と上記加工材料との食い付き力を低減させることができる。また、上記凸型金型を上記凹型金型より大きい外径としたことによって上記凸型金型の強度を強くすることができる。これにより、上記凸型金型をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。さらにまた、凸型金型を変更することなく、プレスする回数を変えることのみによって上記凹部の刃の数を変えることができる。
以下、本発明の実施形態を添付図面に基づいて詳細に説明する。
図1は本発明によるコンタクトピンの加工方法の第一の実施形態を示す図である。このコンタクトピンの加工方法は、コンタクトピンの加工材料の先端部を所定の形状にすることにより、微小径のコンタクトピンに対しても、その先端部に電気部品の接続端子部との電気的接触部となる凹部を形成するもので、図22に示すと同様に、電気部品1の一面に複数配列された接続端子部1aと、電気部品1に対向する図示省略の回路基板の接点電極とを電気的に接続させるコンタクトピンの電気部品1の接続端子部1aとの接触端面に、凸型金型と凹型金型を用いたヘッダー加工によって接続端子部を受け入れる凹部を形成するものである。
まず、図1に示すように、円柱状に形成された導電材料の先端部の周縁を面取りしてテーパ状11aに形成した加工材料11を形成する。このように加工材料11の先端部11bをテーパ状11aに形成するのは、後述のように加工材料11の先端部11bをプレスした際、加工材料11に矢印C1に示す横方向と矢印D1に示す上方向の流れを生じさせ、またこれにより加工材料11と凸型金型10との食い付き力を低減させるためである。このようなテーパ状11aは、例えば切削加工、プレス加工又は絞り加工等によって形成される。
次に、加工材料11を凹型金型12の内部に収容する。このとき、加工材料11の先端部11bが凹型金型12の外に出ないようにして収容する。この凹型金型12は、円筒形状の内部に加工材料11を収容するもので、円筒形状の内径は加工材料11の外径に略等しい大きさに形成されている。
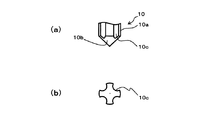
次に、凹型金型12の内部に収容された加工材料11を凸型金型10を用いてプレスする。この凸型金型10は、凹型金型12の内径よりも小さい外径を有する棒状部材、例えば円柱部材10aの先端部10bを尖塔形状に形成すると共に、図2(a)及び(b)に示すように、上記円柱部材10aの側面に、長手方向に伸びる断面U字形状の溝10cを等間隔に4つ設けて形成されている。
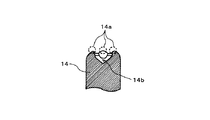
これにより、凸型金型10を加工材料11にプレスすることによって、図1に示すように、凸型金型10の先端部10bにより押し込まれた材料は矢印B1に示す下部方向へ押し込まれると共に、その一部はテーパ状11aに形成された材料先端部11bと凹型金型12内壁との間の空間13に向かって矢印C1に示す横方向に流れて広がる。さらに、材料は横方向に流れると共に凸型金型10の側面に設けられた溝10cに沿って矢印D1に示す上方向に流れて押し上げられる。したがって、図3に示すように、凹部14bの縁部の凸型金型10(図1参照)の溝10cに対応する位置に、上向き凸形状となる4つの突起14aを設けることができる。これにより、図22に示す電気部品1の接続端子部1aが、図3に示す凹部14bに入り込んで電気的に接続されるとき、例えば接続端子部1aに厚い酸化被膜が生じている場合などは、強く押圧することによって凹部14bの4つの突起14aが接続端子部1aに突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。
また、図1に示すように、加工材料11の先端部11bをテーパ状11aに形成したことにより生じた加工材料11の矢印C1に示す横方向への流れのため、凸型金型10と加工材料11との食い付き力を弱めることができる。これにより、凸型金型10をより細く形成することができるため、従来よりも微小径のコンタクトピンを作成することができる。
なお、以上の説明においては、図1において、先端部10bが円錐形状に形成された円柱部材10aの側面に、長手方向に伸びる断面U字形状の溝10cが4つ設けられた凸型金型の例を示したが、本発明はこれに限られず、先端部10bが尖塔形状に形成された棒状部材の側面に、長手方向に伸びる所定の断面形状の溝が少なくとも1つ設けられた凸型金型であればどのような形状であってもよい。
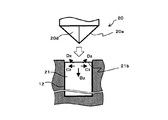
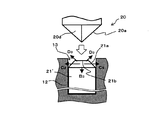
図4は本発明によるコンタクトピンの加工方法の第二の実施形態を示す図である。このコンタクトピンの加工方法は、凸型金型を所定の形状にすることにより、微小径のコンタクトピンに対しても、その先端部に電気部品の接続端子部との電気的接触部となる凹部を形成するもので、加工材料21の先端部21bをテーパ状に形成せずに平らなままとし、また、凸型金型20の先端部20aを四角錐形状に形成したものである。
まず、加工材料21を凹型金型12の内部に収容する。このとき、加工材料21の先端部21bが凹型金型12の外に出ないようにして収容する。この凹型金型12は、円筒形状の内部に加工材料21を収容するもので、円筒形状の内径は加工材料21の外形に略等しい大きさに形成されている。
次に、凹型金型12の内部に収容された加工材料21を凸型金型20を用いてプレスする。この凸型金型20は、凹型金型12の内径よりも大きい外径を有する円柱部材の先端に、図5(a)及び(b)に示すように、四角錐形状の先端部20aが形成されている。
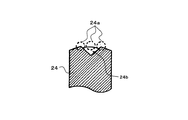
これにより、凸型金型20を加工材料21にプレスすることによって、図4に示すように、凸型金型20の四角錐形状に形成された先端部20aの側面20dにより押し込まれた材料は、矢印B2に示す下方向及び矢印C2に示す横方向へ押し込まれると共に、その一部は四角錐形状の側面20dに沿って矢印D2に示す材料上面方向へ流れて押し上げられる。したがって、図6に示すように、凹部24bの縁部の凸型金型20(図4参照)の先端部20aの側面20dに対応する位置に、上向き凸形状となる4つの突起24aを設けることができる。これにより、図22に示す電気部品1の接続端子部1aが、図6に示す凹部24bに入り込んで電気的に接続されるとき、例えば接続端子部1aに厚い酸化被膜が生じている場合などは、強く押圧することによって凹部24bの4つの突起24aが接続端子部1aに突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。
また、図4に示すように、凸型金型20の先端部20aに形成した角錐形状は、凸型金型20の先端部20aと加工材料21との食い付き力を弱めることができる。これにより、凸型金型20をより細く形成することができるため、従来よりも微小径のコンタクトピンを作成することができる。
なお、以上の説明においては、図4において、先端部20aが四角錐形状に形成された凸型金型20の例を示したが、本発明はこれに限られず、四角錐形状以外の他の角錐形状に形成されたものでもよい。
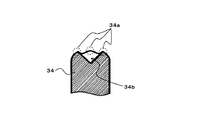
図7は本発明によるコンタクトピンの加工方法の第三の実施形態を示す図である。この実施形態は図4に示す加工材料21の先端部21bの周縁を面取りしてテーパ状に形成し加工材料21’を形成したものである。
これにより、凸型金型20を加工材料21’にプレスすることによって、凸型金型20の四角錐形状に形成された先端部20aの側面20dにより押し込まれた材料は、矢印B3に示す下方向へ押し込まれると共に、その一部はテーパ状21aに形成された材料先端部21bと凹型金型12内壁との間の空間13に向かって矢印C3に示す横方向に流れて広がる。さらに、材料は横方向に流れると共に四角錐形状の側面20dに沿って矢印D3に示す材料上面方向へ流れて押し上げられる。このため、図4の実施形態に比べて、凸型金型を加工材料により深く押し込むことができる。したがって、図8に示すように、よりコンタクトピン側面に近い位置に、より高い上向き凸形状となる4つの突起34aを設けることができる。
また、図7に示すように、凸型金型20の先端部20aを角錐形状としたことに加えて、加工材料21’の先端部21bをテーパ状21aに形成したことにより生じた加工材料21’の矢印C3に示す横方向への流れのため、凸型金型20の先端部20aと加工材料21’との食い付き力を弱めることができる。これにより、図4の実施形態に比べて、凸型金型20をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
図9は本発明によるコンタクトピンの加工方法の第四の実施形態を示す図である。このコンタクトピンの加工方法は、コンタクトピンの加工材料の先端部や凸型金型を所定の形状にすることにより、微小径のコンタクトピンに対しても、その先端部に電気部品の接続端子部との電気的接触部となる凹部を形成するもので、加工材料11の先端部11bをテーパ状に形成し、また、凸型金型40を、凹型金型12の内径よりも小さい外径を有する円柱部材40aの先端部40bを四角錐形状にすることにより形成したものである。
まず、図9に示すように、円柱状に形成された導電材料の先端部の周縁を面取りしてテーパ状11aに形成した加工材料11を形成する。このように加工材料11の先端部11bをテーパ状11aに形成するのは、後述のように加工材料11の先端部11bをプレスした際、加工材料11に矢印C4に示す横方向と矢印D4に示す上方向の流れを生じさせ、またこれにより加工材料11と凸型金型40との食い付き力を低減させるためである。このようなテーパ状11aは、例えば切削加工、プレス加工又は絞り加工等によって形成される。
次に、加工材料11を凹型金型12の内部に収容する。このとき、加工材料11の先端部11bが凹型金型12の外に出ないようにして収容する。この凹型金型12は、円筒形状の内部に加工材料11を収容するもので、円筒形状の内径は加工材料11の外径に略等しい大きさに形成されている。
次に、凹型金型12の内部に収容された加工材料11を凸型金型40を用いてプレスする。この凸型金型40は、凹型金型12の内径よりも小さい外径を有する円柱部材40aから成り、図10(a)及び(b)に示すように、その先端部40bは四角錐形状に形成されている。
これにより、凸型金型40を加工材料11にプレスすることによって、図9に示すように、凸型金型40の四角錐形状に形成された先端部40bの側面40dにより押し込まれた材料は、矢印B4に示す下方向へ押し込まれると共に、その一部はテーパ状11aに形成された加工材料先端部11bと凹型金型12の内壁との間の空間13に向かって矢印C4に示す横方向に流れて広がる。さらに、材料は横方向に流れると共に四角錐形状の側面40dに沿って矢印D4に示す材料上面方向へ流れて押し上げられる。また、凹型金型12の内径よりも小さい外径の凸型金型40によって、プレス時の材料への押込みを十分に行うことができる。このため、凸型金型を加工材料にさらにより深く押し込むことができる。したがって、図11に示すように、凹部44bの縁部の凸型金型40(図9参照)の先端部40bの側面40dに対応する位置の、さらによりコンタクトピン側面に近い位置に、さらにより高い上向き凸形状となる4つの突起44aを設けることができる。これにより、図22に示す電気部品1の接続端子部1aが、図11に示す凹部44bに入り込んで電気的に接続されるとき、例えば接続端子部1aに厚い酸化被膜が生じている場合などは、強く押圧することによって凹部44bの4つの突起44aが接続端子部1aに突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。
また、図9に示すように、加工材料11の先端部11bをテーパ状11aに形成したことに加えて、凸型金型40の先端部40bを角錐形状としたことにより、凸型金型40の先端部40bと加工材料11との食い付き力を弱めることができる。これにより、凸型金型40をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
なお、以上の説明においては、図9において、先端部40bが四角錐形状に形成された凸型金型40の例を示したが、本発明はこれに限られず、四角錐以外の他の角錐形状に形成された凸型金型であってもよい。
図12は本発明によるコンタクトピンの加工方法の第五の実施形態を示す図である。このコンタクトピンの加工方法は、コンタクトピンの加工材料の先端部や凸型金型を所定の形状にすることにより、微小径のコンタクトピンに対しても、その先端部に電気部品の接続端子部との電気的接触部となる凹部を形成するもので、加工材料11の先端部11bをテーパ状に形成し、また、凸型金型80を、凹型金型12の内径よりも小さい太さを有する四角柱部材80aの先端部80bを四角錐形状にすると共に、長手方向の角部を面取りすることにより形成したものである。
まず、図12に示すように、円柱状に形成された導電材料の先端部の周縁を面取りしてテーパ状11aに形成した加工材料11を形成する。このように加工材料11の先端部11bをテーパ状11aに形成するのは、後述のように加工材料11の先端部11bをプレスした際、加工材料11に矢印C8に示す横方向と矢印D8に示す上方向の流れを生じさせ、またこれにより加工材料11と凸型金型80との食い付き力を低減させるためである。このようなテーパ状11aは、例えば切削加工、プレス加工又は絞り加工等によって形成される。
次に、加工材料11を凹型金型12の内部に収容する。このとき、加工材料11の先端部11bが凹型金型12の外に出ないようにして収容する。この凹型金型12は、円筒形状の内部に加工材料11を収容するもので、円筒形状の内径は加工材料11の外径に略等しい大きさに形成されている。
次に、凹型金型12の内部に収容された加工材料11を凸型金型80を用いてプレスする。この凸型金型80は、凹型金型12の内径よりも小さい太さを有する四角柱部材80aの先端部80bを四角錐形状に形成すると共に、図13(a)及び(b)に示すように、この四角柱部材80aの長手方向の角部を面取りして面取部80eを設けることにより形成したものである。
これにより、凸型金型80を加工材料11にプレスすることによって、図12に示すように、凸型金型80の四角錐形状に形成された先端部80bの側面80dにより押し込まれた材料は、矢印B8に示す下方向へ押し込まれると共に、その一部はテーパ状11aに形成された加工材料先端部11bと凹型金型12の内壁との間の空間13に向かって矢印C8に示す横方向に流れて広がる。さらに、材料は横方向に流れると共に四角錐形状の側面80dに沿って矢印D8に示す材料上面方向へ流れて押し上げられる。また、材料は上面方向に押し上げられると共に、その一部は凹型金型12の内壁と凸型金型80の四角柱部材80aの側面80fとの間に沿って、矢印E8に示す鉛直上方に押し上げられる。したがって、図14に示すように、凹部84bの縁部の凸型金型80(図12参照)の四角柱部材80aの側面80fに対応する位置の、さらによりコンタクトピン側面に近い位置に、内面84cが垂直に切り立った上向き凸形状となる4つの突起84aを設けることができる。これにより、図22に示す電気部品1の接続端子部1aが、図14に示す凹部84bに入り込んで電気的に接続されるとき、その接点をより小さくすることができ、例えば接続端子部1aに厚い酸化被膜が生じている場合などは、強く押圧することによって凹部84bの4つの突起84aが接続端子部1aに突き刺さることで酸化被膜を破ることができ、電気的に安定した接触を確保することができる。
また、図12に示すように、加工材料11の先端部11bをテーパ状11aに形成したことに加えて、凸型金型80の先端部80bを角錐形状としたことにより、凸型金型80の先端部80bと加工材料11との食い付き力を弱めることができる。これにより、凸型金型80をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
なお、以上の説明においては、図12において、凸型金型80は四角柱部材80aの先端部80bを四角錐形状とすることにより形成された例を示したが、本発明はこれに限られず、それ以外の三角柱部材又は五角柱部材等の先端部を三角錐形状又は五角錐形状にすることにより形成した凸型金型であってもよい。
図15は本発明によるコンタクトピンの加工方法の第六の実施形態を示す図である。このコンタクトピンの加工方法は、コンタクトピンの加工材料の先端部や凸型金型を所定の形状にすることにより、微小径のコンタクトピンに対しても、その先端部に電気部品の接続端子部との電気的接触部となる凹部を形成するもので、加工材料11の先端部11bをテーパ状に形成し、また、凸型金型50の先端部50aを断面テーパ状の刃先部材50bを4つ放射状に結合して形成し、その凸型金型50の外径を凹型金型12の内径よりも小さい径に形成したものである。
まず、図15に示すように、円柱状に形成された導電材料の先端部の周縁を面取りしてテーパ状11aに形成した加工材料11を形成する。このように加工材料11の先端部11bをテーパ状11aに形成するのは、後述のように加工材料11の先端部11bをプレスした際、加工材料11に矢印C5に示す横方向の流れを生じさせ、またこれにより加工材料11と凸型金型50との食い付き力を低減させるためである。このようなテーパ状11aは、例えば切削加工、プレス加工又は絞り加工等によって形成される。
次に、加工材料11を凹型金型12の内部に収容する。このとき、加工材料11の先端部11bが凹型金型12の外に出ないようにして収容する。この凹型金型12は、円筒形状の内部に加工材料11を収容するもので、円筒形状の内径は加工材料11の外径に略等しい大きさに形成されている。
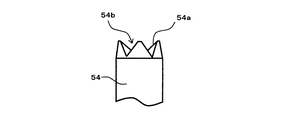
次に、凹型金型12の内部に収容された加工材料11を凸型金型50を用いてプレスする。この凸型金型50は、凹型金型12の内径よりも小さい外径を有し、図16(a)及び(b)に示すように、先端部が、断面テーパ状の刃先部材50bを4つ放射状に結合して形成されている。
これにより、凸型金型50を加工材料11にプレスすることによって、図15に示すように、凸型金型50の刃先部材50b各々の側面50dにより押し込まれた材料は、テーパ状11aに形成された材料先端部11bと凹型金型12の内壁との間の空間13に向かって矢印C5に示す横方向に流れて広がる。したがって、図17に示すように、凹部54bの形状を、すり鉢底部の中心点からその傾斜方向へ放射状に伸びる4つの山形形状54aを有するものとすることができる。これにより、図22に示す電気部品1の接続端子部1aが、図17に示す凹部54bに入り込んで電気的に接続されるとき、例えば接続端子部1aに厚い酸化被膜が生じている場合などは、強く押圧することによって凹部54bの4つの山形形状54aの峰部が切り込んで行き、酸化被膜を破ることができるため、高いワイピング効果を示し電気的に安定した接触を確保することができる。
また、図15に示すように、加工材料11の先端部11bをテーパ状11aに形成したことに加えて、凸型金型50の先端部50aを刃先部材50bにより形成したことにより、凸型金型50の先端部50aと加工材料11との食い付き力を弱めることができる。これにより、凸型金型50をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
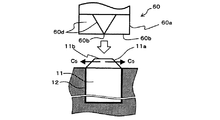
図18は、図15に示す凸型金型50の変形例を示す説明図である。この変形例は、凹型金型12の内径より大きい外径を有する凸型金型60としたものである。これにより、凸型金型60をより強い強度とすることができる。この場合、図19に示すように、加工材料11は、その先端部11bが所定量外に出るようにして凹型金型12内部に収容する。なお、図18において、符号60aは凸型金型60の先端部を示し、符号60bは刃先部材を示し、60dは刃先部材の側面を示している。
なお、以上の説明においては、図16及び図18において、先端部が、断面テーパ状の刃先部材50b又は60bを4つ放射状に結合して形成された凸型金型50又は60の例を示したが、本発明はこれに限られず、先端部が、断面テーパ状の刃先部材を少なくとも3つ放射状に結合して形成された凸型金型であればよい。
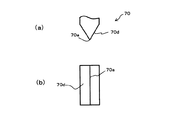
図20は、本発明によるコンタクトピンの加工方法の第七の実施形態を示す図である。このコンタクトピンの加工方法は、コンタクトピンの加工材料の先端部や凸型金型を所定の形状にすることにより、微小径のコンタクトピンに対しても、その先端部に、電気部品の接続端子部との電気的接触部となる凹部を形成するもので、加工材料11の先端部11bをテーパ状に形成し、また、凸型金型70の先端部70aを楔形状に形成し、その凸型金型70を加工材料11に対して複数回プレスするようにしたものである。
まず、図20に示すように、円柱状に形成された導電材料の先端部の周縁を面取りしてテーパ状11aに形成した加工材料11を形成する。このように加工材料11の先端部11bをテーパ状11aに形成するのは、後述のように加工材料11の先端部11bをプレスした際、加工材料11に矢印C7に示す横方向の流れを生じさせ、またこれにより加工材料11と凸型金型70との食い付き力を低減させるためである。このようなテーパ状11aは、例えば切削加工、プレス加工又は絞り加工等によって形成される。
次に、加工材料11を、その先端部が所定量外に出るようにして凹型金型12の内部に収容する。この凹型金型12は、円筒形状の内部に加工材料11を収容するもので、円筒形状の内径は加工材料11の外径に略等しい大きさに形成されている。
このような状態で、図20(a)に示すように、凹型金型12の内部に収容された加工材料11の先端部11bを、凸型金型70を用いて一度プレスした後、凸型金型70を加工材料11から引抜き、図20(b)に示すように、凸型金型70を加工材料12に対する一度目のプレスに対して相対的に90度回転させて二度目のプレスを行う工程を1回行う。この凸型金型70は、図21(a)及び(b)に示すように、先端部70aが楔形状に形成されている。
これにより、凸型金型70を加工材料11にプレスすることによって、図20(a)及び(b)に示すように、楔形状の側面70dにより押し込まれた材料は、矢印C7に示す横方向に流れて広がる。したがって、凸型金型70のプレス工程を1回行うことにより、図17に示すと同様に、凹部54bの形状をすり鉢底部の中心点からその傾斜方向へ放射状に伸びる4つの山形形状54aを有するものとすることができる。これにより、図22に示す電気部品1の接続端子部1aが図17に示す凹部54bに入り込んで電気的に接続されるとき、例えば接続端子部1aに厚い酸化被膜が生じている場合などは、強く押圧することによって凹部54bの4つの山形形状54aの峰部が切り込んで行き、酸化被膜を破ることができるため、高いワイピング効果を示し電気的に安定した接触を確保することができる。
また、図20に示すように、加工材料11の先端部11bをテーパ状11aに形成したことに加えて、凸型金型70の先端部70aを楔形状としたことによって、凸型金型70の先端部70aと加工材料11との食い付き力を低減させることができる。また、凸型金型70を凹型金型12より大きい外径としたことによって凸型金型70の強度を強くすることができる。これにより、凸型金型70をより細く形成することができるため、従来よりもさらに微小径のコンタクトピンを作成することができる。
さらに、凸型金型70を変更することなく、プレスする回数を変えることのみによって図17における凹部54bの山形の数を変えることができる。
なお、以上の説明においては、図20において、凸型金型70のプレス工程に関して、2回目のプレスを1回目のプレスに対して相対的に90度回転させて行っているが、本発明はこれに限られず、2回目のプレスを1回目のプレスに対して相対的に所定の角度、例えば30度、45度等の角度で回転させてもよい。また、プレス工程を1回行う例を示したが、複数回行なってもよい。また、凸型金型70を回転させる代わりに、加工材料11を収納した状態の凹型金型12を所定の角度回転させてもよい。さらに、一種類の凸型金型を用いて複数回プレスする例を示したが、プレスの回数毎に形状の違う凸型金型(例えば先端部に形成された楔形状の楔角度を変えた複数種の凸型金型等)を用いてもよい。
なおまた、実施例一から七において共通に、加工材料11、21、21’を円柱状としたが、本発明はこれに限られず、断面矩形形状又は楕円形状等の棒状材料であってもよい。さらにまた、凹型金型12の内部の形状を円筒形状としたが、加工材料の外形形状に略等しい形状、例えば断面矩形形状又は楕円形状等の筒状形状であってもよい。