JP4882779B2 - 積層セラミック電子部品の製造方法 - Google Patents
積層セラミック電子部品の製造方法 Download PDFInfo
- Publication number
- JP4882779B2 JP4882779B2 JP2007032745A JP2007032745A JP4882779B2 JP 4882779 B2 JP4882779 B2 JP 4882779B2 JP 2007032745 A JP2007032745 A JP 2007032745A JP 2007032745 A JP2007032745 A JP 2007032745A JP 4882779 B2 JP4882779 B2 JP 4882779B2
- Authority
- JP
- Japan
- Prior art keywords
- green sheet
- dielectric
- multilayer ceramic
- exterior
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000919 ceramic Substances 0.000 title claims description 46
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 239000000843 powder Substances 0.000 claims description 112
- 239000002245 particle Substances 0.000 claims description 60
- 239000002243 precursor Substances 0.000 claims description 42
- 238000000034 method Methods 0.000 claims description 18
- 239000004020 conductor Substances 0.000 claims description 10
- 239000010410 layer Substances 0.000 description 142
- 239000003985 ceramic capacitor Substances 0.000 description 38
- 239000000463 material Substances 0.000 description 31
- 238000010304 firing Methods 0.000 description 28
- 230000007847 structural defect Effects 0.000 description 17
- 238000005245 sintering Methods 0.000 description 15
- 239000000203 mixture Substances 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- 239000003973 paint Substances 0.000 description 10
- 239000002994 raw material Substances 0.000 description 10
- 239000003981 vehicle Substances 0.000 description 10
- 239000011241 protective layer Substances 0.000 description 9
- 239000011230 binding agent Substances 0.000 description 8
- 229920002799 BoPET Polymers 0.000 description 7
- 239000002131 composite material Substances 0.000 description 6
- 238000002474 experimental method Methods 0.000 description 6
- 229910000990 Ni alloy Inorganic materials 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 239000002003 electrode paste Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 229910052759 nickel Inorganic materials 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 229910052788 barium Inorganic materials 0.000 description 4
- 239000010953 base metal Substances 0.000 description 4
- 229910052791 calcium Inorganic materials 0.000 description 4
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000032798 delamination Effects 0.000 description 4
- 150000004679 hydroxides Chemical class 0.000 description 4
- 150000002823 nitrates Chemical class 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 150000002902 organometallic compounds Chemical class 0.000 description 4
- 230000036961 partial effect Effects 0.000 description 4
- 230000035699 permeability Effects 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000007606 doctor blade method Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000004898 kneading Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 230000035939 shock Effects 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 101100513612 Microdochium nivale MnCO gene Proteins 0.000 description 2
- 229910001252 Pd alloy Inorganic materials 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 2
- 239000008135 aqueous vehicle Substances 0.000 description 2
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 2
- 229910002113 barium titanate Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000010298 pulverizing process Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000005488 sandblasting Methods 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229910052712 strontium Inorganic materials 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000003232 water-soluble binding agent Substances 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- OAYXUHPQHDHDDZ-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethanol Chemical compound CCCCOCCOCCO OAYXUHPQHDHDDZ-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 230000006355 external stress Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000010405 reoxidation reaction Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229940116411 terpineol Drugs 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images

Landscapes
- Ceramic Capacitors (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Description
本実験では、平均粒径Rc(ただし、Rc≦Rb)を有する誘電体粉末を外装グリーンシートへの添加したときの効果について検討した。
先ず、内装グリーンシート用塗料を準備した。原料誘電体粉末をボールミルを用いて混合、解砕し、内装グリーンシート用塗料を得た。原料誘電体粉末としては、誘電体粉末A、MgCO3、MnCO3、Y2O3、V2O5、及び(Ba,Ca)SiO3を用いた。ここで用いた誘電体粉末AはBaTiO3粉末であり、その平均粒径Raは0.35μmであった。
サンプル2〜7では、外装グリーンシートへの誘電体粉末Cの添加量を表1に示すように変化させ、その他はサンプル1と同様にして積層セラミックコンデンサを作製した。サンプル8〜10では、Rb/Ra及びRcを表1に示すように変化させ、その他はサンプル4と同様にして積層セラミックコンデンサを作製した。また、比較例として、外装グリーンシートに誘電体粉末Cを添加せずに積層セラミックコンデンサを作製した(サンプル11)。さらに、比較例として、Rb/Ra>1/2となるように設定して積層セラミックコンデンサを作製した(サンプル12)。
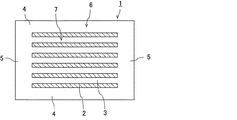
各種サンプルを100個作製したときの欠陥数を求めた。外部電極を形成する前の焼成済みの積層セラミックコンデンサ試料について図1に示すような方向でサンプルを切断し、切断面を研磨し、研磨面を顕微鏡観察したときに、デラミネーション等の構造欠陥が確認されたものを欠陥有りとした。
また、各種サンプルについて熱衝撃試験を行った。すなわち外部電極を形成した後の積層セラミックコンデンサ試料について、320℃のはんだ浴中への浸漬を行い、その後、図1に示すような方向でサンプルを切断し、切断面を研磨し、研磨面を顕微鏡観察し、クラックの有無を確認した。クラックの有無の確認は、50個のサンプルについて行った。

本実験では、外装グリーンシートへ添加する誘電体粉末Cの平均粒径Rcと共材(誘電体粉末B)の平均粒径Rbとの関係について検討した。
電極前駆体層に共材として添加する誘電体粉末Bの平均粒径Rbと、外装グリーンシートに添加する誘電体粉末Cの平均粒径Rcを表2に示すように変化させ、その他はサンプル1と同様にして積層セラミックコンデンサを作製した。また、得られた積層セラミックコンデンサについて、前記評価を行った。結果を表2に示す。
本実験では、外装グリーンシートへの誘電体粉末Cの添加の効果について検討した。
サンプル15では、外装グリーンシートへの誘電体粉末Cの添加量を表3に示すように設定することにより、外装グリーンシート中の誘電体粉末全体の平均粒径が0.3μmとなるように調整した。すなわち、サンプル15では、組成は同じだが粒度分布が異なる2種類の誘電体粉末を外装グリーンシートに用いた。その他はサンプル1と同様にして積層セラミックコンデンサを作製した。
サンプル16では、前記誘電体粉末Cを添加せず、予め平均粒径0.3μmのBaTiO3粉末を用いて外装グリーンシートを作製した。その他はサンプル1と同様にして積層セラミックコンデンサを作製した。
各積層セラミックコンデンサについて前記評価を行った。結果を表3に示す。
Claims (5)
- 誘電体粉末を含む内装グリーンシートと導電材料を含む電極前駆体層とを交互に積層して内装部を形成し、当該内装部の前記積層方向両側に外装グリーンシートを積層した後、焼成することにより誘電体層と電極層とが交互に積層された積層セラミック電子部品を製造するに際し、
前記電極前駆体層に誘電体粉末を添加し、前記内装グリーンシートに含まれる誘電体粉末の平均粒径をRa、前記電極前駆体層に添加する誘電体粉末の平均粒径をRbとしたときに、Rb/Ra≦1/2となるように設定するとともに、
平均粒径Rc(ただし、Rc≦Rbである。)を有する誘電体粉末を前記外装グリーンシートに添加することを特徴とする積層セラミック電子部品の製造方法。 - Rc<Rbであることを特徴とする請求項1記載の積層セラミック電子部品の製造方法。
- 前記外装グリーンシートに平均粒径Rcを有する誘電体粉末を0.05質量%〜15質量%添加することを特徴とする請求項1又は2記載の積層セラミック電子部品の製造方法。
- 焼成後の積層セラミック電子部品において、前記誘電体層の積層数を150層以上とし、前記誘電体層の厚みを3μm以下とし、且つ、前記電極層の厚みを1.5μm以下とすることを特徴とする請求項1〜3のいずれか1項記載の積層セラミック電子部品の製造方法。
- 前記内装グリーンシートの面積よりも前記電極前駆体層の面積を小とし、焼成後の積層セラミック電子部品において、周囲に無電極領域が形成されるようにすることを特徴とする請求項1〜4のいずれか1項記載の積層セラミック電子部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007032745A JP4882779B2 (ja) | 2006-03-20 | 2007-02-13 | 積層セラミック電子部品の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006077743 | 2006-03-20 | ||
| JP2006077743 | 2006-03-20 | ||
| JP2007032745A JP4882779B2 (ja) | 2006-03-20 | 2007-02-13 | 積層セラミック電子部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007288147A JP2007288147A (ja) | 2007-11-01 |
| JP4882779B2 true JP4882779B2 (ja) | 2012-02-22 |
Family
ID=38759578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007032745A Expired - Fee Related JP4882779B2 (ja) | 2006-03-20 | 2007-02-13 | 積層セラミック電子部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4882779B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5884653B2 (ja) | 2011-09-01 | 2016-03-15 | 株式会社村田製作所 | 実装構造 |
-
2007
- 2007-02-13 JP JP2007032745A patent/JP4882779B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007288147A (ja) | 2007-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7580513B2 (ja) | 積層セラミックコンデンサ | |
| JP7227690B2 (ja) | 積層セラミックコンデンサおよびその製造方法 | |
| CN112216510B (zh) | 陶瓷电子器件及其制造方法 | |
| KR100670623B1 (ko) | 적층 세라믹 커패시터 및 그 제조 방법 | |
| JP7576640B2 (ja) | 積層セラミックコンデンサ | |
| JP5077393B2 (ja) | セラミック電子部品およびその製造方法 | |
| JP4267614B2 (ja) | 積層型セラミック電子部品の製造方法 | |
| JP5804064B2 (ja) | 積層セラミックコンデンサの製造方法 | |
| JP2018181941A (ja) | 積層セラミックコンデンサおよびその製造方法 | |
| JP2018181940A (ja) | 積層セラミックコンデンサおよびその製造方法 | |
| JP5838968B2 (ja) | 誘電体セラミック、積層セラミック電子部品、およびこれらの製造方法 | |
| JP3794562B2 (ja) | 積層型セラミック電子部品 | |
| JP2010153486A (ja) | 電子部品 | |
| JP4882778B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP4303715B2 (ja) | 導電性ペーストおよび積層型電子部品の製造方法 | |
| JP4882779B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP4276642B2 (ja) | 積層型セラミック電子部品 | |
| JP2007258279A (ja) | 積層セラミック電子部品及びその製造方法 | |
| JP7536434B2 (ja) | セラミック電子部品の製造方法、およびシート部材 | |
| JP5803688B2 (ja) | 誘電体磁器組成物および積層セラミックコンデンサ | |
| JP4432882B2 (ja) | 積層型電子部品およびその製造方法 | |
| JP2007288144A (ja) | 積層セラミック電子部品の製造方法 | |
| JP2007288146A (ja) | 積層セラミック電子部品の製造方法 | |
| JP4983307B2 (ja) | 積層型電子部品およびその製造方法 | |
| JP4088428B2 (ja) | 積層型電子部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111108 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111121 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141216 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |