JP4935320B2 - 部品内蔵多層配線基板装置及びその製造方法 - Google Patents
部品内蔵多層配線基板装置及びその製造方法 Download PDFInfo
- Publication number
- JP4935320B2 JP4935320B2 JP2006316604A JP2006316604A JP4935320B2 JP 4935320 B2 JP4935320 B2 JP 4935320B2 JP 2006316604 A JP2006316604 A JP 2006316604A JP 2006316604 A JP2006316604 A JP 2006316604A JP 4935320 B2 JP4935320 B2 JP 4935320B2
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- wiring board
- multilayer wiring
- substrate
- board device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W42/00—Arrangements for protection of devices
- H10W42/20—Arrangements for protection of devices protecting against electromagnetic or particle radiation, e.g. light, X-rays, gamma-rays or electrons
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/0198—Manufacture or treatment batch processes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/851—Dispositions of multiple connectors or interconnections
- H10W72/874—On different surfaces
- H10W72/877—Bump connectors and die-attach connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Description
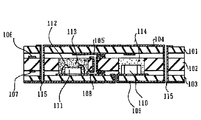
従来構造1は、図12に示す3枚の両面プリント基板101、102、103を貼り合わせた構造の多層配線基板装置において、同図に示すように、両面プリント基板101上である両面プリント基板102内に電子部品であるチップ部品110、ベアチップIC111を埋め込んでチップコート樹脂113や絶縁樹脂114で封止し、複数のスルーホール115で上面側と下面側の電極としての銅パターン104、109間の導通をとりながらチップ部品110、べアチップIC111の側面を囲んでシールドする構造である。なお、図中の105〜108は銅パターン、112はボンディングワイヤである。
従来構造2は、図13に示すように両面プリント基板301の上面側電極としての銅パターン302に回路部品305を半田付けし、スルーホール304により下面側電極としての銅パターン303とシールドケース306を半田付けし、回路部品305及び銅パターン302を合む回路ブロックを囲みシールドする構造である。
第1の実施形態について、図1〜図5を参照して説明する。
部品内蔵多層配線基板装置1aは、説明を簡単にするため、ベース基板2が部品実装層を1層とした構造である。
つぎに、図1の部品内蔵多層配線基板装置1aの具体的な製造方法について、図2等を参照して説明する。なお、図2においても、構造を見易くする等のため、正面(紙面手前)の金属板5等を除去した状態にしている。
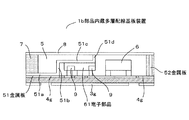
第2の実施形態について、図6〜図9を参照して説明する。
そして、本実施形態の部品内蔵多層配線基板装置1bは、図6に示すようにベース基板2に発熱部品である例えば電力用の集積回路9を内蔵した能動素子の電子部品61が少なくとも1個実装される。
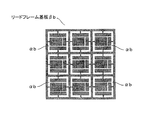
ところで、金属板51は4つの折曲部51a〜51dを階段状に折曲した形状であり、各金属板51、2は図7のリードフレームαbを曲げ起こして形成される。
つぎに、前記両実施形態の製造方法で、部品内蔵多層配線基板装置la、1bを自動化して大量に製造する実施形態について、図10を参照して説明する。
3、3g、4、4g、8 電極
6、61 電子部品
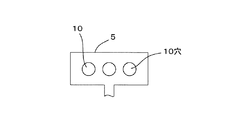
10 穴
αa、αb リードフレーム
βa、βb リードフレーム基板
γ マザー基板
Claims (8)
- 電子部品を実装した1または2以上の層を樹脂封止して形成される部品内蔵多層配線基板装置において、
前記樹脂封止のモールド体の側面の一部を形成するように前記モールド体に密着して金属板が設けられ、
前記金属板は、全ての電子部品が実装されている部分よりも前記モールド体の側面側に配置され、
前記金属板の一方主面は前記モールド体の外側に露出し、
前記金属板が前記モールド体の上面側、下面側の少なくともいずれか一方の一部の電極に接続されていることを特徴とする部品内蔵多層配線基板装置。 - 電子部品を実装した1または2以上の層を樹脂封止して形成される部品内蔵多層配線基板装置において、
前記樹脂封止のモールド体の側面の一部の内側に前記モールド体に金属板が設けられ、
前記金属板は、全ての電子部品が実装されている部分よりも前記モールド体の側面側に配置され、
前記金属板が前記モールド体の上面側、下面側の少なくともいずれか一方の一部の電極に接続されていることを特徴とする部品内蔵多層配線基板装置。 - 請求項1または2に記載の部品内蔵多層配線基板装置において、
前記電子部品の少なくとも1つが能動素子であり、
前記能動素子に金属板が着接され、
前記金属板が前記樹脂封止のモールド体の上面側、下面側の少なくともいずれか一方の一部の電極に接続されていることを特徴とする部品内蔵多層配線基板装置。 - 金属板は穴が形成されていることを特徴とする請求項1〜3のいずれか1項に記載の部品内蔵多層配線基板装置。
- 金属板が接続された電極はグランド電極であることを特徴とする請求項1〜4のいずれか1項に記載の部品内蔵多層配線基板装置。
- 請求項1〜5のいずれか1項に記載の部品内蔵多層配線基板装置の製造方法であって、
複数個のセルが下面側の電極としてのリードフレームに金属板が接続した打ち抜きパターンに形成されたリードフレーム基板を準備するリードフレーム準備工程と、
前記リードフレーム基板の各セルを曲げ加工して前記金属板を曲げ起こすリードフレーム曲げ工程と、
複数個の基板セルを有するマザー基板を準備するマザー基板準備工程と、
前記マザー基板の各基板セル上に電子部品を実装する第1の実装工程と、
前記マザー基板上に前記リードフレーム基板を実装する第2の実装工程と、
前記マザー基板上の前記電子部品を前記リードフレーム基板とともに樹指封止する樹脂封止工程と、
前記樹脂封止によって前記マザー基板上に形成されたモールド体を硬化させる樹脂硬化工程と、
前記マザー基板のモールド体上に上面側の電極を形成する電極形成工程と、
前記マザー基板を基板セル単位に切断する切断工程と
を含むことを特徴とする部品内蔵多層配線基板装置の製造方法。 - 請求項6に記載の部品内蔵多層配線基板装置の製造方法において、
前記第2の実装工程が、前記マザー基板上に前記リードフレーム基板を前記各リードフレームが前記各基板セルに前記電子部品が実装されている部分よりも前記各基板セルの側面側に配置された状態で実装することを特徴とする部品内蔵多層配線基板装置の製造方法。 - 前記リードフレーム準備工程、前記リードフレーム曲げ工程、前記第1の実装工程、前記第2の実装工程、前記樹脂封止工程、前記樹脂硬化工程、前記電極形成工程、前記切新工程は、この順の順送の工程であることを特徴とする請求項6または7に記載の部品内蔵多層配線基板装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006316604A JP4935320B2 (ja) | 2006-11-24 | 2006-11-24 | 部品内蔵多層配線基板装置及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006316604A JP4935320B2 (ja) | 2006-11-24 | 2006-11-24 | 部品内蔵多層配線基板装置及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008130955A JP2008130955A (ja) | 2008-06-05 |
| JP4935320B2 true JP4935320B2 (ja) | 2012-05-23 |
Family
ID=39556463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006316604A Active JP4935320B2 (ja) | 2006-11-24 | 2006-11-24 | 部品内蔵多層配線基板装置及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4935320B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019031071A1 (ja) | 2017-08-08 | 2019-02-14 | 住友電気工業株式会社 | 高周波プリント配線板用基材 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010109985A1 (ja) * | 2009-03-25 | 2010-09-30 | 株式会社村田製作所 | 電子部品の製造方法 |
| JP5495619B2 (ja) * | 2009-05-21 | 2014-05-21 | 三菱電機株式会社 | 多層高周波パッケージ基板 |
| JP5884278B2 (ja) * | 2011-03-11 | 2016-03-15 | 日本電気株式会社 | 回路モジュールの構造及びその製造方法 |
| KR102146802B1 (ko) * | 2018-07-24 | 2020-08-21 | 삼성전기주식회사 | 전자 소자 모듈 |
| US11089673B2 (en) * | 2019-07-19 | 2021-08-10 | Raytheon Company | Wall for isolation enhancement |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2624362B2 (ja) * | 1990-10-01 | 1997-06-25 | 松下電器産業株式会社 | 半導体素子の放熱兼用シールドケース |
| JPH05267503A (ja) * | 1992-03-17 | 1993-10-15 | Yamaha Corp | 半導体装置 |
| JP3170182B2 (ja) * | 1995-08-15 | 2001-05-28 | 株式会社東芝 | 樹脂封止型半導体装置及びその製造方法 |
| JP3404351B2 (ja) * | 2000-03-14 | 2003-05-06 | 九州日本電気株式会社 | 半導体装置 |
| JP3246909B2 (ja) * | 2000-05-30 | 2002-01-15 | アルプス電気株式会社 | 電子回路ユニットの製造方法 |
| JP2005093469A (ja) * | 2003-09-12 | 2005-04-07 | Matsushita Electric Ind Co Ltd | 半導体装置およびその製造方法 |
| JP2005317935A (ja) * | 2004-03-30 | 2005-11-10 | Matsushita Electric Ind Co Ltd | モジュール部品およびその製造方法 |
| JP4301071B2 (ja) * | 2004-05-07 | 2009-07-22 | 株式会社村田製作所 | シールドケース付き電子部品およびその製造方法 |
| JP2006286915A (ja) * | 2005-03-31 | 2006-10-19 | Taiyo Yuden Co Ltd | 回路モジュール |
-
2006
- 2006-11-24 JP JP2006316604A patent/JP4935320B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019031071A1 (ja) | 2017-08-08 | 2019-02-14 | 住友電気工業株式会社 | 高周波プリント配線板用基材 |
| EP3668283B1 (en) * | 2017-08-08 | 2025-10-15 | Sumitomo Electric Industries, Ltd. | Substrate for high-frequency printed wiring board |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008130955A (ja) | 2008-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7261596B2 (en) | Shielded semiconductor device | |
| CN1326234C (zh) | 堆栈型半导体装置 | |
| EP2911484B1 (en) | Printed circuit board and method of fabricating the same | |
| CN103107144B (zh) | 三维半导体组装板 | |
| US20150181766A1 (en) | Substrate and the method to fabricate thereof | |
| CN105228341A (zh) | 印刷电路板、封装基板及其制造方法 | |
| US8111954B2 (en) | Module substrate including optical transmission mechanism and method of producing the same | |
| JP2008103615A (ja) | 電子部品搭載多層配線基板及びその製造方法 | |
| JP2009016715A (ja) | シールド及び放熱性を有する高周波モジュール及びその製造方法 | |
| US20220028838A1 (en) | Double-sided integrated circuit module having an exposed semiconductor die | |
| KR20190115911A (ko) | 인쇄회로기판 및 인쇄회로기판 스트립 | |
| CN106358379B (zh) | 印刷电路板及其制造方法 | |
| US20090316329A1 (en) | Chip component and method for producing the same and component built-in module and method for producing the same | |
| US9704812B1 (en) | Double-sided electronic package | |
| JP2010027996A (ja) | 高周波モジュール及びその製造方法 | |
| JP2006156534A (ja) | モバイル機器内基板間接続構造およびそれを用いた電子回路装置 | |
| JP4935320B2 (ja) | 部品内蔵多層配線基板装置及びその製造方法 | |
| JP2014178731A (ja) | 半導体装置の製造方法 | |
| JP2007207802A (ja) | 電子回路モジュールとその製造方法 | |
| JP5539453B2 (ja) | 電子部品搭載多層配線基板及びその製造方法 | |
| CN113784529B (zh) | 电路板及其制作方法 | |
| CN114496808B (zh) | 倒装式塑封的装配方法、屏蔽系统、散热系统及应用 | |
| JP4645911B2 (ja) | 複合部品 | |
| US20240413041A1 (en) | Wiring substrate, electronic device, and method of manufacturing the wiring substrate | |
| JP4840591B2 (ja) | 複合型半導体装置およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090302 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120124 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4935320 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |