JP4962833B2 - 成形ドラム - Google Patents
成形ドラム Download PDFInfo
- Publication number
- JP4962833B2 JP4962833B2 JP2005346823A JP2005346823A JP4962833B2 JP 4962833 B2 JP4962833 B2 JP 4962833B2 JP 2005346823 A JP2005346823 A JP 2005346823A JP 2005346823 A JP2005346823 A JP 2005346823A JP 4962833 B2 JP4962833 B2 JP 4962833B2
- Authority
- JP
- Japan
- Prior art keywords
- drum
- forming
- drum member
- molding
- radial direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 title claims description 57
- 230000007246 mechanism Effects 0.000 claims description 27
- 230000002093 peripheral effect Effects 0.000 claims description 21
- 238000003780 insertion Methods 0.000 claims description 18
- 230000037431 insertion Effects 0.000 claims description 18
- 238000004519 manufacturing process Methods 0.000 description 11
- 230000008859 change Effects 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images








Landscapes
- Tyre Moulding (AREA)
Description
Claims (4)
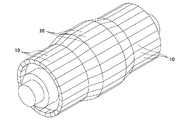
- シート状部材を巻付けて筒状に成形する拡縮自在な成形ドラムにおいて、
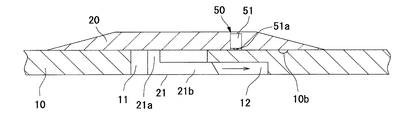
前記成形ドラムの周方向に配列され、成形ドラムの外周面の一部を形成する複数の第1ドラム部材と、
各第1ドラム部材にそれぞれ成形ドラムの径方向外側から当接するように取付けられ、成形ドラムの外周面の他の部分を形成する複数の第2ドラム部材と、
各第1ドラム部材にそれぞれ設けられ、成形ドラムの径方向外側から内側に向かって延びる挿入穴と、
各第2ドラム部材にそれぞれ設けられ、第2ドラム部材を第1ドラム部材に成形ドラムの径方向外側から当接させると、第1ドラム部材の挿入穴に成形ドラムの径方向外側から挿入され、第2ドラム部材が第1ドラム部材に当接した状態で第2ドラム部材を第1ドラム部材に対して成形ドラムの軸方向一方に移動させると、第1ドラム部材に成形ドラムの径方向内側から係止する係止部と、
第2ドラム部材の係止部が第1ドラム部材に係止している状態で第1ドラム部材に対する第2ドラム部材の成形ドラムの軸方向への移動を規制可能な移動規制機構とを備えた
ことを特徴とする成形ドラム。 - 前記係止部に、第2ドラム部材と所定の間隔をおいて成形ドラムの軸方向一方に延び、第1ドラム部材に成形ドラムの径方向内側から係止可能な軸方向延設部を設けた
ことを特徴とする請求項1記載の成形ドラム。 - 前記移動規制機構を、第1ドラム部材から成形ドラムの径方向外側に向かって突出可能に設けられ、第1ドラム部材から突出すると第2ドラム部材と成形ドラムの軸方向に係合可能な係合部材と、係合部材を成形ドラムの径方向外側に向かって付勢する付勢部材とから構成した
ことを特徴とする請求項1または2記載の成形ドラム。 - 前記移動規制機構を、第2ドラム部材から成形ドラムの径方向内側に向かって突出可能に設けられ、第2ドラム部材から突出すると第1ドラム部材と成形ドラムの軸方向に係合可能な係合部材と、係合部材を成形ドラムの径方向内側に向かって付勢する付勢部材とから構成した
ことを特徴とする請求項1または2記載の成形ドラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005346823A JP4962833B2 (ja) | 2005-11-30 | 2005-11-30 | 成形ドラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005346823A JP4962833B2 (ja) | 2005-11-30 | 2005-11-30 | 成形ドラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007152574A JP2007152574A (ja) | 2007-06-21 |
| JP4962833B2 true JP4962833B2 (ja) | 2012-06-27 |
Family
ID=38237547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005346823A Expired - Fee Related JP4962833B2 (ja) | 2005-11-30 | 2005-11-30 | 成形ドラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4962833B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109968707A (zh) * | 2017-12-28 | 2019-07-05 | 东洋橡胶工业株式会社 | 片材构件的卷绕方法以及卷绕筒 |
| KR20230027518A (ko) * | 2021-08-19 | 2023-02-28 | 금호타이어 주식회사 | 가변적인 곡률을 갖는 타이어 벨트 성형드럼 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2939711B1 (fr) * | 2008-12-16 | 2012-07-27 | Michelin Soc Tech | Element modifiable de mise en forme d'une ebauche crue de pneumatique |
| FR2952849B1 (fr) * | 2009-11-25 | 2012-02-24 | Michelin Soc Tech | Dispositif d'assemblage d'une ebauche de pneumatique comprenant des organes amovibles |
| BR112013008487B1 (pt) | 2010-10-29 | 2020-07-28 | Pirelli Tyre S.P.A | método e aparelho para confeccionar uma sequência de pneus |
| US20140048213A1 (en) * | 2012-08-15 | 2014-02-20 | The Goodyear Tire & Rubber Company | Sleeveless tire building drum with interchangeable width elements |
| JP7240906B2 (ja) * | 2019-03-11 | 2023-03-16 | 旭化成株式会社 | 多層バリアシュリンクフィルム及び包装体 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5663087U (ja) * | 1979-10-22 | 1981-05-27 | ||
| JPS6157334A (ja) * | 1984-08-29 | 1986-03-24 | Yokohama Rubber Co Ltd:The | 成形ドラム |
| JPS6147620U (ja) * | 1984-08-30 | 1986-03-31 | 横浜ゴム株式会社 | 成形ドラムのドラム径変更装置 |
| JPS62212135A (ja) * | 1986-03-14 | 1987-09-18 | Yokohama Rubber Co Ltd:The | 第1段階成形用の分割型タイヤ成形ドラム |
| JPS6485742A (en) * | 1987-09-28 | 1989-03-30 | Ohtsu Tire & Rubber Co Ltd | Link type tire molding drum |
| JPH07102628B2 (ja) * | 1991-04-30 | 1995-11-08 | 住友ゴム工業株式会社 | 環状部材成形装置 |
| JP3193417B2 (ja) * | 1991-10-07 | 2001-07-30 | 株式会社ブリヂストン | タイヤ成形用ドラム |
| JP2691519B2 (ja) * | 1995-03-17 | 1997-12-17 | 株式会社森鐵工所 | タイヤ成形ドラム装置のドラムボデーにドラムセグメント部材を固着するための装置及びタイヤ成形ドラム装置 |
| JPH091693A (ja) * | 1995-06-23 | 1997-01-07 | Mori Tekkosho:Kk | タイヤ成形ドラム装置におけるドラムセグメントの固着方法及びタイヤ成形ドラム装置 |
| JP3549422B2 (ja) * | 1998-12-11 | 2004-08-04 | 住友ゴム工業株式会社 | タイヤ構成材料の保持装置 |
| US6488797B1 (en) * | 2000-05-12 | 2002-12-03 | Bridgestone/Firestone North American Tire, Llc | First stage run flat tire building drum and method of using same |
| JP4651885B2 (ja) * | 2001-09-12 | 2011-03-16 | 株式会社ブリヂストン | タイヤ成型ドラム |
| JP4763940B2 (ja) * | 2001-09-14 | 2011-08-31 | 住友ゴム工業株式会社 | タイヤのベルト層成形装置 |
| JP4226495B2 (ja) * | 2004-03-05 | 2009-02-18 | 株式会社ブリヂストン | タイヤ成型ドラム、および、これにより成型されるタイヤの、成型システム、プロセス設計方法、ならびに、製造方法 |
-
2005
- 2005-11-30 JP JP2005346823A patent/JP4962833B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109968707A (zh) * | 2017-12-28 | 2019-07-05 | 东洋橡胶工业株式会社 | 片材构件的卷绕方法以及卷绕筒 |
| CN109968707B (zh) * | 2017-12-28 | 2022-01-04 | 东洋橡胶工业株式会社 | 轮胎用带束层的制造方法及装置 |
| KR20230027518A (ko) * | 2021-08-19 | 2023-02-28 | 금호타이어 주식회사 | 가변적인 곡률을 갖는 타이어 벨트 성형드럼 |
| KR102512950B1 (ko) * | 2021-08-19 | 2023-03-23 | 금호타이어 주식회사 | 가변적인 곡률을 갖는 타이어 벨트 성형드럼 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007152574A (ja) | 2007-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5005019B2 (ja) | ステアリングホイール | |
| US9273743B2 (en) | Spring assembly and manufacturing method therefor | |
| CN103185059B (zh) | 弹簧螺母 | |
| US8720942B2 (en) | Steering wheel | |
| US20160046153A1 (en) | Non-pneumatic wheel having an improved cushioning effect | |
| JP4962833B2 (ja) | 成形ドラム | |
| JP4275476B2 (ja) | タイヤ製造用コア | |
| US6886891B2 (en) | Wheel-cap mounting structure | |
| KR100545114B1 (ko) | 타이어몰드 | |
| WO2017099031A1 (ja) | クリップ | |
| US20150190976A1 (en) | Tire shaping drum | |
| KR100811693B1 (ko) | 자동차의 페달 스위치 고정장치 | |
| US8727589B2 (en) | Vehicular lamp, vehicular component part for use in the same, and method of producing the vehicular component | |
| US20200282787A1 (en) | Top suspension mount comprising a removable insert, assembly comprising such a mount, and manufacturing process for such a mount | |
| JP2009040557A (ja) | リボン巻付装置 | |
| US20130320666A1 (en) | Locking device for pipe member | |
| EP3266600B1 (en) | Bead core forming former | |
| KR100811694B1 (ko) | 자동차의 페달 스위치 고정장치 | |
| JP6295699B2 (ja) | 軸受装置及び軸受装置の製造方法 | |
| JP2009012212A (ja) | タイヤ用ビードコアの製造装置 | |
| KR101790485B1 (ko) | 그린타이어 성형드럼의 비드록구조 | |
| WO2015068612A1 (ja) | 軸受装置及び軸受装置の製造方法 | |
| JP7288386B2 (ja) | タイヤ製造装置及びビードリング | |
| US20130088070A1 (en) | Spacer for spacing wheel rim from compartment floor | |
| JP2012139871A (ja) | ビードセットリング、生タイヤ成形装置および生タイヤ成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081028 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120302 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120315 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150406 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150406 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |