JP4984740B2 - ツール刃先位置検出装置 - Google Patents
ツール刃先位置検出装置 Download PDFInfo
- Publication number
- JP4984740B2 JP4984740B2 JP2006226366A JP2006226366A JP4984740B2 JP 4984740 B2 JP4984740 B2 JP 4984740B2 JP 2006226366 A JP2006226366 A JP 2006226366A JP 2006226366 A JP2006226366 A JP 2006226366A JP 4984740 B2 JP4984740 B2 JP 4984740B2
- Authority
- JP
- Japan
- Prior art keywords
- sensor
- tool
- advance
- advancing
- retreat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000001514 detection method Methods 0.000 title description 21
- 238000005096 rolling process Methods 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
Images


Landscapes
- Machine Tool Sensing Apparatuses (AREA)
- Turning (AREA)
Description
そのため、切削熱によって生じるセンサ取付アームの熱変形が、主軸軸心とセンサ測定点のX座標(主軸軸心と直交する水平方向の座標)に影響し易く、ツールの刃先位置の検出精度が、いま一つ満足できないものであった。
この発明の他の目的は、幅方向のコンパクト化を図ることである。
この発明のさらに他の目的は、上下方向にもコンパクト化を図ることである。
この構成によると、センサ進退機構が主軸の軸心を通る垂直面に対して対称形であるため、切削熱によりセンサ進退機構に熱変形が生じても、上記垂直面に対して左右対称に生じ、センサの左右位置に影響しない。そのため、切削熱による熱変形の影響を受け難く、精度の良い刃先位置検出が行える。
センサ進退機構が、例えばセンサ搭載部材を上下旋回させるものであると、対称形としかつ堅固な支持を行うためには、主軸台の左右両側に旋回支軸部を設ける必要が生じる。そのため大型化して刃物台等の設置空間が制限される。これに対して、センサを搭載した進退部材を直線経路で動作させるようにすると、主軸台の上面で支持でき、センサ進退機構が幅方向にコンパクトな構成となる。
前記センサ進退機構が、センサを先端に搭載した進退部材と、この進退部材を直線経路で進退させる進退案内機構と、前記進退部材に進退動作を与える進退駆動機構とでなる場合は、旋回形式とする場合に比べて幅方向にコンパクトに構成できる。
前記直線経路が主軸軸心に対して主軸の前方へ下降傾斜する傾斜方向である場合は、高さ方向についてもコンパクトになる。
センサ9の出力は、刃先位置読取手段(図示せず)に接続されている。この刃先位置読取手段は、センサ9がオンとなったときの刃物台7の前記位置検出器の位置信号を読み取ることで、刃先位置の座標データを読み取るものである。
進退駆動機構13は、この例では、エアシリンダまたは油圧シリンダ等のシリンダ装置からなり、上記検出装置基台14にシリンダ本体が設置され、ピストンロッドが進退部材11に結合されている。
刃先位置検出を行うときは、図1,図2に想像線で示すように、進退部材11を下降位置に下降させて、センサ9を主軸3の前方の使用位置Bに位置させる。この状態で、刃物台7を図1に想像線で示すように主軸3側へ移動させ、ツール8の刃先がセンサ9に接触してセンサ9がオンした位置で停止させる。このときの刃物台7の位置検出器の位置データを読み取ることで、刃先位置の座標データが得られる。
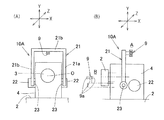
また、このツール刃先位置検出装置1は、センサ進退機構10が、進退部材11と進退案内機構12とで構成され、進退部材11を直線経路で進退させるものであるため、例えば図3の実施形態に示すような旋回型の物と異なり、主軸台4の側方に突出しないものとでき、幅方向にコンパクトな構成となる。上下高さはある程度高いものとなるが、工作機械内や工場内において、上下方向には空間の余裕が比較的大きいため、上下高さは高くなってもあまり支障がない。この実施形態では、進退部材11の進退する直線経路は傾斜方向としているため、上下高さが高くなることを緩和できる。
この実施形態のツール刃先位置検出装置1は、左右方向の幅は広くなるが、上下高さが低くでき、また旋回式であるため、直動式に比べて支持系が簡素に構成できる。
3…主軸
4…主軸台
7…刃物台
8…ツール
9…センサ
10,10A…センサ進退機構
11…進退部材
12…進退案内機構
13…進退駆動機構
21…旋回アーム
22…旋回駆動機構
A…退避位置
B…使用位置
H…垂直面
O…軸心
Claims (1)
- ツールの刃先位置を検出するセンサを、主軸の上方の退避位置から主軸の前方の使用位置まで進退させるセンサ進退機構を設け、このセンサ進退機構は、前記主軸を支持する主軸台に設置され、主軸の軸心を通る垂直面に対して対称形のものとし、前記センサ進退機構が、センサを先端に搭載した進退部材と、この進退部材を直線経路で進退させる進退案内機構と、前記進退部材に進退動作を与える進退駆動機構とでなり、前記直線経路は、主軸の軸心に対して主軸の前方へ下降傾斜する傾斜方向であることを特徴とするツール刃先位置検出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006226366A JP4984740B2 (ja) | 2006-08-23 | 2006-08-23 | ツール刃先位置検出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006226366A JP4984740B2 (ja) | 2006-08-23 | 2006-08-23 | ツール刃先位置検出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008049425A JP2008049425A (ja) | 2008-03-06 |
| JP4984740B2 true JP4984740B2 (ja) | 2012-07-25 |
Family
ID=39233940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006226366A Expired - Fee Related JP4984740B2 (ja) | 2006-08-23 | 2006-08-23 | ツール刃先位置検出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4984740B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103433809B (zh) * | 2013-09-04 | 2015-08-05 | 吴江市博众精工科技有限公司 | 一种带有压力传感器的定位模组 |
| KR101505359B1 (ko) * | 2014-01-09 | 2015-03-23 | 최원하 | Cnc 선반의 측정핀 보호 장치 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH058078A (ja) * | 1991-06-28 | 1993-01-19 | Mitsubishi Electric Corp | レーザ加工機 |
| JPH0825092B2 (ja) * | 1992-05-21 | 1996-03-13 | 豊精密工業株式会社 | 歯車切削装置の位置検出装置 |
| JPH07151205A (ja) * | 1993-12-01 | 1995-06-13 | Shibaura Eng Works Co Ltd | 直線運動装置 |
| JP2004034259A (ja) * | 2002-07-05 | 2004-02-05 | Konica Minolta Holdings Inc | 工具基準点設定装置及び工具基準点設定方法 |
-
2006
- 2006-08-23 JP JP2006226366A patent/JP4984740B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008049425A (ja) | 2008-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101631643B (zh) | 用于检测机床的主轴的热变形的设备、机床的主轴托架-主轴单元、机床的移动组和机床 | |
| US6615697B2 (en) | Machine tool | |
| EP1990128B1 (en) | Machine tool | |
| JP5545025B2 (ja) | 工作機械 | |
| CN110280789A (zh) | 具有法向移动轴的双摆头装置及其控制方法 | |
| JP6803043B2 (ja) | 工作機械の幾何誤差測定方法 | |
| JP4984740B2 (ja) | ツール刃先位置検出装置 | |
| JP2010228011A (ja) | 工作機械および計測方法 | |
| JP2015006717A (ja) | 工具刃先の検出装置 | |
| JP3270115B2 (ja) | 刃先位置検出装置 | |
| CN110325321A (zh) | 机床 | |
| CN101631644B (zh) | 能够对主轴托架进行热变形检测的包括活动支座、主轴托架和主轴的机床的移动组 | |
| JP7421977B2 (ja) | 工具折損検出装置及び工作機械 | |
| JP2004322255A (ja) | 直線位置計測器付き工作機械 | |
| US20090282956A1 (en) | Turret lathe | |
| KR20130047182A (ko) | 자동공구교환기용 공구파손 검출장치 | |
| KR20180086664A (ko) | 심압대 및 이를 포함하는 공작기계 | |
| JP7609665B2 (ja) | 平面研削装置 | |
| JP2008087083A (ja) | 工作機械 | |
| JP4242229B2 (ja) | 工作機械の熱変位補正方法およびその装置 | |
| JP2015013336A (ja) | 工具刃先の検出方法及びツールセッタ | |
| CN114309772B (zh) | 一种切割机用随动托料机构 | |
| JPH0422884Y2 (ja) | ||
| KR101345928B1 (ko) | 선반의 공구대 | |
| JP3103861U (ja) | サーボモータのガイドボルトフィード構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090617 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110830 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120403 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120416 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4984740 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |