JP4986532B2 - 摩擦撹拌接合方法 - Google Patents
摩擦撹拌接合方法 Download PDFInfo
- Publication number
- JP4986532B2 JP4986532B2 JP2006211844A JP2006211844A JP4986532B2 JP 4986532 B2 JP4986532 B2 JP 4986532B2 JP 2006211844 A JP2006211844 A JP 2006211844A JP 2006211844 A JP2006211844 A JP 2006211844A JP 4986532 B2 JP4986532 B2 JP 4986532B2
- Authority
- JP
- Japan
- Prior art keywords
- probe
- friction stir
- rotary tool
- joined
- friction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Description
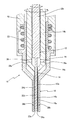
先ず、被接合部材として、厚さ:2mmの6000系アルミニウム板材(6016−T4)の二枚を準備する一方、図1及び図2に示される複動式三軸構造の回転工具10において、その狭小間隙22a,24aの軸方向長さ:x,yが、それぞれ5mmとされたものを、準備した。なお、回転工具10におけるプローブ12、ショルダ部材14及びクランプ部材16は、何れも、鋼製とし、また、クランプ部材16のサイズを、外径:16mm、内径:10mmの円筒状とする一方、ショルダ部材14の外径を10mmとし、更に、プローブの外径を5mmとした。
アルミニウム形材(6063−T5)に、角を丸くした長方形状の穴をドリル加工し、更にその穴の底に水路を設ける一方、かかる穴と同形状の蓋を一体的に取り付けることによって、熱交換器の製作を、試みた。
12a プローブ先端部 12b プローブ基部
14 ショルダ部材 14a ショルダ先端部
14b ショルダ基部 14c ショルダ面
16 クランプ部材 16a 押圧先端部
16b 押圧基部 18 保持筒体
20 圧縮コイルばね 22a,24a 狭小間隙
22b,24b 拡大間隙 26;28a,28b 排出孔
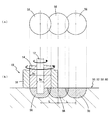
30 裏当て治具 32,34 金属板
36,56 摩擦撹拌部 38 プローブ穴
40 接合部 50,52 金属板
54 突合せ部 58 重合せ部
60 金属部材 62 窓部
64 蓋部材 66,70 被接合部材
72 肉欠部 74 嵌込部材
Claims (10)
- 被接合部材の重合せ部若しくは突合せ部に、軸回りに回転せしめられる回転工具のショルダ部材の先端に同軸的に突出、位置せしめたプローブを、回転させつつ差し込み、摩擦撹拌して、かかる重合せ部若しくは突合せ部を所定長さに亘って線状に固相接合せしめるに際し、
前記回転工具として、前記プローブが前記ショルダ部材とは別体に構成されて、別個に軸方向に移動可能とされた複動式回転工具を用い、更に、該ショルダ部材に同軸的に外挿せしめた円筒状のクランプ部材にて、該ショルダ部材の先端面が当接せしめられる前記被接合部材の部位の周りを押圧した状態下において、該プローブを差し込んで、前記重合せ部若しくは突合せ部を摩擦撹拌接合した後、該プローブを、該重合せ部若しくは突合せ部に形成された摩擦撹拌部から引き抜く一方、かかる引抜きによって生じるプローブ穴を、該摩擦撹拌部の他部位からの材料の流動にて埋め込むようにすることによって、一つの点接合操作を完了せしめ、更に、かかるプローブ穴の埋め込みが完了した後、前記プローブを前記ショルダ部材から突き出すことによって、該ショルダ部材及び前記クランプ部材を含む前記回転工具の全体が、前記被接合部材から離脱せしめられるように為し、そして該回転工具が該被接合部材から引き離された状態において、かかる回転工具を、該被接合部材に対して、前記重合せ部若しくは突合せ部の固相接合されるべき所定長さ方向に相対的に移動せしめた後、かかる点接合操作を繰り返し実施することにより、隣接する点接合部位における摩擦撹拌部が重なり合うようにして、該重合せ部若しくは突合せ部に所定長さに亘って、直線的及び/又は曲線的な形態において、又は屈曲した形態において、連続した接合部を形成せしめることを特徴とする摩擦撹拌接合方法。 - 前記ショルダ部材の外径をDs、前記プローブの外径をDpとしたとき、前記隣接する点接合部位をそれぞれ与える前記回転工具の軸心間距離:Lが、(3Ds+Dp)/4若しくはそれよりも小さくなるようにして、前記点接合操作が繰り返し実施されることを特徴とする請求項1に記載の摩擦撹拌接合方法。
- 前記複動式回転工具のプローブを前進させて、前記重合せ部若しくは突合せ部に差し込むと共に、前記ショルダ部材を後退させて、該プローブの差込みによって惹起される前記摩擦撹拌部の膨出を吸収せしめる一方、前記プローブの引抜きに際しては、該ショルダ部材を前進させて、該摩擦撹拌部の表面を押圧せしめることにより、該摩擦撹拌部の材料を流動させて、前記プローブ穴が埋め込まれるようにしたことを特徴とする請求項1又は請求項2に記載の摩擦撹拌接合方法。
- 被接合部材の重合せ部若しくは突合せ部に、軸回りに回転せしめられる回転工具のショルダ部材の先端に同軸的に突出、位置せしめたプローブを、回転させつつ差し込み、摩擦撹拌して、かかる重合せ部若しくは突合せ部を所定長さに亘って線状に固相接合せしめるに際し、
前記回転工具として、前記プローブが前記ショルダ部材とは別体に構成されて、別個に軸方向に移動可能とされると共に、該ショルダ部材の内周面と該プローブの外周面との間の隙間が、先端側において狭小間隙とされている一方、基部側においては、該狭小間隙よりも大なる隙間となる拡大間隙とされている構成を有する複動式回転工具を用い、更に、該ショルダ部材に同軸的に外挿せしめた円筒状のクランプ部材にて、該ショルダ部材の先端面が当接せしめられる前記被接合部材の部位の周りを押圧した状態下において、該プローブを差し込んで、前記重合せ部若しくは突合せ部を摩擦撹拌接合した後、該プローブを、該重合せ部若しくは突合せ部に形成された摩擦撹拌部から引き抜く一方、かかる引抜きによって生じるプローブ穴を、該摩擦撹拌部の他部位からの材料の流動にて埋め込むようにすることによって、一つの点接合操作を完了せしめ、そして該回転工具が該被接合部材から引き離された状態において、かかる回転工具を、該被接合部材に対して、前記重合せ部若しくは突合せ部の固相接合されるべき所定長さ方向に相対的に移動せしめた後、かかる点接合操作を繰り返し実施することにより、隣接する点接合部位における摩擦撹拌部が重なり合うようにして、該重合せ部若しくは突合せ部に所定長さに亘って、直線的及び/又は曲線的な形態において、又は屈曲した形態において、連続した接合部を形成せしめることを特徴とする摩擦撹拌接合方法。 - 前記ショルダ部材の前記拡大間隙の形成部位に、筒壁を貫通する排出孔が形成され、前記狭小間隙を通じて入り込んだ被接合部材の材料カスが、該排出孔を通じて外部に排出され得るようになっている請求項4に記載の摩擦撹拌接合方法。
- 前記点接合操作の実施の後、前記プローブと前記ショルダ部材を、繰り返し、軸方向に相対的に抜き差し移動させて、前記摩擦撹拌部から、前記隙間に流入して溜まった、或いは固着した被接合部材の材料カスの排出を促進せしめるようにした請求項4又は請求項5に記載の摩擦撹拌接合方法。
- 前記回転工具における前記クランプ部材の内周面と前記ショルダ部材の外周面との間の隙間が、先端側において狭小間隙とされている一方、基部側においては、該狭小間隙よりも大なる隙間となる拡大間隙とされている構成を有している請求項4乃至請求項6の何れか一つに記載の摩擦撹拌接合方法。
- 被接合部材の重合せ部若しくは突合せ部に、軸回りに回転せしめられる回転工具のショルダ部材の先端に同軸的に突出、位置せしめたプローブを、回転させつつ差し込み、摩擦撹拌して、かかる重合せ部若しくは突合せ部を所定長さに亘って線状に固相接合せしめるに際し、
前記回転工具として、前記プローブが前記ショルダ部材とは別体に構成されて、別個に軸方向に移動可能とされ、更に該ショルダ部材に同軸的に外挿された円筒状のクランプ部材が、軸方向に独立して移動可能とされてなると共に、該クランプ部材の内周面と該ショルダ部材の外周面との間の隙間が、先端側において狭小間隙とされている一方、基部側においては、該狭小間隙よりも大なる隙間となる拡大間隙とされている構成を有する複動式回転工具を用い、かかるクランプ部材にて、該ショルダ部材の先端面が当接せしめられる前記被接合部材の部位の周りを押圧した状態下において、該プローブを差し込んで、前記重合せ部若しくは突合せ部を摩擦撹拌接合した後、該プローブを、該重合せ部若しくは突合せ部に形成された摩擦撹拌部から引き抜く一方、かかる引抜きによって生じるプローブ穴を、該摩擦撹拌部の他部位からの材料の流動にて埋め込むようにすることによって、一つの点接合操作を完了せしめ、そして該回転工具が該被接合部材から引き離された状態において、かかる回転工具を、該被接合部材に対して、前記重合せ部若しくは突合せ部の固相接合されるべき所定長さ方向に相対的に移動せしめた後、かかる点接合操作を繰り返し実施することにより、隣接する点接合部位における摩擦撹拌部が重なり合うようにして、該重合せ部若しくは突合せ部に所定長さに亘って、直線的及び/又は曲線的な形態において、又は屈曲した形態において、連続した接合部を形成せしめることを特徴とする摩擦撹拌接合方法。 - 前記クランプ部材の前記拡大間隙の形成部位に、筒壁を貫通する排出孔が形成され、前記狭小間隙を通じて入り込んだ被接合部材の材料カスが、該排出孔を通じて外部に排出され得るようになっている請求項8に記載の摩擦撹拌接合方法。
- 前記点接合操作の実施の後、前記ショルダ部材と前記クランプ部材を、繰り返し、軸方向に相対的に抜き差し移動させて、前記摩擦撹拌部から、前記隙間に流入して溜まった、或いは固着した被接合部材の材料カスの排出を促進せしめるようにした請求項8又は請求項9に記載の摩擦撹拌接合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006211844A JP4986532B2 (ja) | 2006-08-03 | 2006-08-03 | 摩擦撹拌接合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006211844A JP4986532B2 (ja) | 2006-08-03 | 2006-08-03 | 摩擦撹拌接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008036659A JP2008036659A (ja) | 2008-02-21 |
| JP4986532B2 true JP4986532B2 (ja) | 2012-07-25 |
Family
ID=39172272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006211844A Active JP4986532B2 (ja) | 2006-08-03 | 2006-08-03 | 摩擦撹拌接合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986532B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11084121B2 (en) * | 2017-09-08 | 2021-08-10 | Kawasaki Jukogyo Kabushiki Kaisha | Double-acting friction stir spot welding method and apparatus |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5431790B2 (ja) * | 2009-05-25 | 2014-03-05 | 株式会社Uacj | 摩擦撹拌点接合装置及び摩擦撹拌点接合方法 |
| CN102161130B (zh) * | 2010-12-10 | 2013-03-27 | 燕山大学 | 一种采用摩擦搅拌方法混合铝与低熔点金属的专用搅拌头 |
| CN104507631B (zh) * | 2012-08-06 | 2017-03-29 | 川崎重工业株式会社 | 用于复动式摩擦搅拌接合或复动式摩擦搅拌点接合的接合工具以及使用该工具的接合装置 |
| CN103801818B (zh) * | 2014-03-05 | 2016-03-16 | 中国航空工业集团公司北京航空制造工程研究所 | 一种插入式流动摩擦点焊方法及其工具 |
| CN103801819B (zh) * | 2014-03-05 | 2016-03-16 | 中国航空工业集团公司北京航空制造工程研究所 | 一种焊点区全搅拌无匙孔摩擦点焊方法及其工具 |
| KR101854794B1 (ko) * | 2014-10-23 | 2018-05-08 | 카와사키 주코교 카부시키 카이샤 | 마찰 교반 점 접합 장치 및 마찰 교반 점 접합 방법 |
| EP3150322A1 (de) | 2015-10-02 | 2017-04-05 | VAT Holding AG | Verschlusselement für eine vakuumdichtung mit einer reibrührschweissverbindung |
| JP2017200702A (ja) * | 2016-05-06 | 2017-11-09 | 株式会社Uacj | 摩擦撹拌接合用工具および摩擦撹拌接合方法 |
| CN111315527B (zh) * | 2018-03-26 | 2021-05-07 | 山崎马扎克公司 | 摩擦搅拌接合用工具以及摩擦搅拌接合装置 |
| JP6887412B2 (ja) * | 2018-12-07 | 2021-06-16 | ヤマザキマザック株式会社 | 摩擦攪拌接合用工具及び摩擦攪拌接合装置 |
| JP7134858B2 (ja) * | 2018-12-20 | 2022-09-12 | 株式会社東芝 | き裂補修方法及びき裂補修装置 |
| CN114589393A (zh) * | 2020-12-07 | 2022-06-07 | 财团法人金属工业研究发展中心 | 摩擦搅拌焊接压持治具系统 |
| WO2022239795A1 (ja) * | 2021-05-14 | 2022-11-17 | 川崎重工業株式会社 | 接合方法および接合体 |
| CN113953649B (zh) * | 2021-11-18 | 2022-11-25 | 江苏科技大学 | 一种回抽式磁场辅助搅拌摩擦焊接装置及安装拆卸方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06155058A (ja) * | 1992-11-26 | 1994-06-03 | Mazda Motor Corp | レーザ重合せ溶接方法 |
| JP3709972B2 (ja) * | 2000-03-17 | 2005-10-26 | 住友軽金属工業株式会社 | アルミニウム合金の点接合方法および装置 |
| JP3400409B2 (ja) * | 2000-04-28 | 2003-04-28 | マツダ株式会社 | 接合方法及び接合装置 |
| JP3681156B2 (ja) * | 2000-05-10 | 2005-08-10 | 住友軽金属工業株式会社 | 点接合継ぎ手及び点接合方法 |
| JP3472546B2 (ja) * | 2000-10-11 | 2003-12-02 | 川崎重工業株式会社 | スポット接合方法、スポット接合装置および被接合物 |
| JP4159297B2 (ja) * | 2002-03-07 | 2008-10-01 | 川崎重工業株式会社 | スポット接合システム |
| US6742697B2 (en) * | 2002-04-29 | 2004-06-01 | The Boeing Company | Joining of structural members by friction plug welding |
| JP4441284B2 (ja) * | 2004-02-05 | 2010-03-31 | 川崎重工業株式会社 | 摩擦撹拌接合装置 |
| JP4420785B2 (ja) * | 2004-10-14 | 2010-02-24 | Obara株式会社 | 摩擦撹拌スポット接合装置 |
| JP4416634B2 (ja) * | 2004-12-13 | 2010-02-17 | Obara株式会社 | 摩擦撹拌スポット接合用ツ―ルピンの目詰り防止装置 |
-
2006
- 2006-08-03 JP JP2006211844A patent/JP4986532B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11084121B2 (en) * | 2017-09-08 | 2021-08-10 | Kawasaki Jukogyo Kabushiki Kaisha | Double-acting friction stir spot welding method and apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008036659A (ja) | 2008-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4754256B2 (ja) | 摩擦撹拌点接合用回転工具及びそれを用いた摩擦撹拌点接合方法 | |
| JP4986532B2 (ja) | 摩擦撹拌接合方法 | |
| JP4460172B2 (ja) | 2つのワークの溶接装置 | |
| JP3400409B2 (ja) | 接合方法及び接合装置 | |
| JP2004106037A (ja) | 金属材料の結合方法 | |
| US20080029581A1 (en) | Method of joining together dissimilar metal members | |
| US8763882B2 (en) | Friction stir welding method for metal material and metal material welded body obtained thereby | |
| JP4602796B2 (ja) | 異種金属部材の接合方法 | |
| JP2004058135A (ja) | 接合方法及び接合ツール | |
| CN105473269A (zh) | 搅拌摩擦焊接方法 | |
| JP4872080B2 (ja) | 摩擦撹拌点接合用回転工具 | |
| JP2013010141A (ja) | 接合方法 | |
| WO2005018866A1 (ja) | 摩擦撹拌接合方法及びその治具、有摩擦撹拌接合部部材、並びに摩擦撹拌接合用工具 | |
| JP4672434B2 (ja) | 摩擦攪拌点接合方法 | |
| JP4479416B2 (ja) | 摩擦点接合方法およびその装置 | |
| EP1884308B1 (en) | Method of friction stir welding together dissimilar metal members with a double acting rotary tool for filling of the hole created by the probe | |
| JP2002248582A (ja) | 摩擦攪拌接合方法 | |
| JP3954547B2 (ja) | 摩擦撹拌接合方法と摩擦撹拌接合部 | |
| JP2002096182A (ja) | 摩擦熱に基づく接合方法、回転ツール及び接合体 | |
| JP2007054885A (ja) | 接合ツールおよび摩擦撹拌接合方法 | |
| JP5278012B2 (ja) | 接合方法 | |
| JP2006088173A (ja) | ダブルスキン形材の摩擦撹拌接合方法 | |
| JP2004034139A (ja) | 突合せ継手の製造方法、突合せ継手、摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| JP4542795B2 (ja) | 摩擦撹拌接合方法及びその治具 | |
| JP2000042760A (ja) | 摩擦撹拌接合法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090511 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4986532 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |