JP4989829B2 - ダイカスト金型用の弁装置 - Google Patents
ダイカスト金型用の弁装置 Download PDFInfo
- Publication number
- JP4989829B2 JP4989829B2 JP2001291557A JP2001291557A JP4989829B2 JP 4989829 B2 JP4989829 B2 JP 4989829B2 JP 2001291557 A JP2001291557 A JP 2001291557A JP 2001291557 A JP2001291557 A JP 2001291557A JP 4989829 B2 JP4989829 B2 JP 4989829B2
- Authority
- JP
- Japan
- Prior art keywords
- valve device
- bush
- steel
- valve
- bore
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004512 die casting Methods 0.000 title claims abstract description 13
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 16
- 239000010959 steel Substances 0.000 claims abstract description 16
- 239000000463 material Substances 0.000 claims abstract description 14
- 238000005121 nitriding Methods 0.000 claims abstract description 5
- 238000010791 quenching Methods 0.000 claims abstract description 5
- 230000000171 quenching effect Effects 0.000 claims abstract description 5
- 230000032683 aging Effects 0.000 claims abstract description 3
- 238000000034 method Methods 0.000 claims description 10
- 238000005240 physical vapour deposition Methods 0.000 claims description 8
- 238000005256 carbonitriding Methods 0.000 claims description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 2
- 229910010293 ceramic material Inorganic materials 0.000 claims description 2
- 238000005496 tempering Methods 0.000 claims description 2
- 239000000314 lubricant Substances 0.000 claims 1
- 239000000758 substrate Substances 0.000 claims 1
- 238000007740 vapor deposition Methods 0.000 claims 1
- 239000010410 layer Substances 0.000 description 10
- 230000035882 stress Effects 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- 229910001149 41xx steel Inorganic materials 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 229910010037 TiAlN Inorganic materials 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052729 chemical element Inorganic materials 0.000 description 1
- 230000009849 deactivation Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/14—Machines with evacuated die cavity
- B22D17/145—Venting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heat Treatment Of Articles (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Valve Housings (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
Description
【発明の属する技術分野】
本発明は、請求項1のプリアンブル部に記載のダイカストに関し、特に金属ダイカスト用の弁装置に関する。
【0002】
【従来の技術】
この種の弁装置は、例えば本出願人が以前に出願した欧州特許出願第EP−A−0,936,009号によって知られている。ここで、参考のために前記欧州特許出願第EP−A−0,936,009号を本明細書に含めておく。そこに記載された弁は、特に、制御要素、即ちピストンがもはや熱せられた金属と接触しないため、より長い耐用年数を有する通気弁である。
【0003】
しかしながら、この態様においても、弁のシリンダーと制御ピストンのシリンダーは、従来のバルブの場合と同様に、時々オーバーホールしなければならない。この目的のために、弁ブロック全体をはずし製造業者に戻さなければならない。オーバーホールの結果ボアは大きくなり、新たな表面処理が必要になると共にや寸法を大きくしたピストンを準備する必要がある。そのため、このような処理の後、ユーザーは寸法を大きくしたピストンを保管しなければならない。
【0004】
【発明が解決しようとする課題】
本発明の目的の一つは、このような弁の耐用年数を伸ばすことである。
【0005】
本発明のさらなる目的は、オーバーホールを簡単にすることである。
【0006】
【課題を解決するための手段】
述べた目的の少なくとも一つは請求項1で定義した装置により達成される。他の請求項は好ましい態様を定義する。
【0007】
そして、本発明の弁装置は弁ブロックに挿入されたブシュの中をピストンが動くことに特徴がある。好ましい態様として、ブシュは周囲の弁本体より耐磨耗性の高い材質からなる。そして/又はピストンが動く表面は、少なくとも部分的に、即ち特定の露出した場所に、特に耐磨耗性の高い表面を備えている。このような表面を得る方法それ自身は、この技術分野の当業者によって知られたものである。そして、このような表面は、例えば種々の窒化や硬質の層の物理的蒸着といった様々な方法で得ることができる。
【0008】
【発明の実施の形態】
本発明は実施例により更に詳細に説明される。
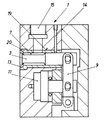
【0009】
図1は、欧州特許出願第EP−A−0,936,009号に記載された弁と類似した弁を示す。本質的な機能部品は通気弁3であり、この通気弁3は、ボア7に移動可能に通されている。通気弁3は、リヤエンド部で空気圧要素(制御ピストン11)により動作するレバー9に蝶番式に取り付けられている。これにより、空気圧要素11の活性化(activation)と非活性化(deactivation)によりピストン3が移動し、開口部13が空いたり閉まったりする。空いた状態では、開口部13は第2の連絡路15と繋がっている。開口部13は、例えばダイカスト金型の通気口と繋がっていて、連絡路15は出口として使用することができる。
【0010】
EP−A−0,936,009の弁と比較して、図2には、この種の弁としては従来型の構造であるものを示す。図2に示す構造では、ピストン3が空気圧要素ではなく制御ピストン17により動作する。制御ピストン17が、金型のキャビティと繋がっており、通気弁3と同様な応力(stress)に曝される。
【0011】
特に、鋳造工程の頻度の高いダイカストの操作では、大変高い応力が生じる(例えば、700℃、流速:100m/s、圧力:850バール)。そのうえ、弁、特にピストン3と17は液状の金属と直接接触する。それゆえに、ピストン3、17及びボア7、16はそれぞれ相当な磨耗に曝される。
【0012】
通気弁3、もし存在する場合は制御ピストン17は比較的簡単にその場で交換できる。本発明によれば、図1に示す態様のように、ブシュ20はバルブの本体1のボア19に挿入される。ブシュ20はスクリュー14によりボアに固定されるもので、特に耐磨耗性が高く本発明での使用に適した材料からなる。ブシュもその場で交換できるため、長い耐用年数と迅速な点検が可能となる。そのほかに、寸法を大きくしたピストンがもはや必要とされないため、交換ピストン(通気弁3)の保管がユーザーにとってはるかに簡略化される。
【0013】
同じように、図2の態様によれば、弁の本体1の制御弁17のボア21も、付随するスクリュー23によりボア21に固定されるブシュ18を備える。
【0014】
図3はブシュ20の拡大図であり、図4はブシュ18の拡大図である。類推されるように、以下の議論は制御ピストン17のブシュ18にもあてはまる。
【0015】
弁座24はブシュの前面22にもうけられている。ブシュ20は出口の開口部25と固定用のスクリュー14を受けるボア26を備えている。ブシュ18ではボア28がこの役割を果たす。
ブシュ18と20は適宜に選択される材料からなる。好ましい材料は適当な後処理をした高張力スチール(high-strength steels)であり、特に以下に示すものである(DIN(ドイツ工業規格)に従った名称であり、ここにおいて及びここ以降、重量パーセントで表す)
X38 CrMoV 5 1(平均値: 0.36 C; 1.1 Si; 5.0 Cr; 1.1 Mo; 0.4 V)、硬化(hardened)して浸炭窒化(carbonitrided)したもの;
X40 CrMoV 5 1(平均値: 0.4 C; 1.0 Si; 5.2 Cr; 1.3 Mo; 1.0 V)、硬化(hardened)して浸炭窒化(carbonitrided)したもの;
X2 NiCoMo 18 9 5(平均値: 0.03 C; 5.3 Mo; 18.5 Ni; 9.0 Co; 0.6 Ti; 0.1 Al)、人工時効(artificially aged)させ、窒化珪素、つまり化学元素シリコンの窒化物でライニングしたもの;
X53 CrMnNi N 21 9(平均値: 0.48〜0.58 C; 0.25 Si; 8.0〜10.0 Mn; 20.0〜22.0 Cr; 3.25〜4.50 Ni; 0.35〜0.5 N)、硬化(hardened)してTenifer特別法で窒化したもの;
熱間加工スチール(hot-work steels、高応力に適し、高温で取り扱われるタイプのスチール)、セラミック材でライニングしたもの。特に、約1,700N/mm2の引っ張り強さを有するもの。
窒化とは窒素を含有する硬質の表面をつくることであり、浸炭窒化とは窒化の一つの変種である。特殊な塩浴で実施するものはTenifer法として知られている(デグッサ社,ドイツ国)。硬化(hardening)、焼入れ(quenching)、及び、焼き戻し(tempering)は、いずれもそれ自身ではスチールの特性を変える方法として公知である。一定の時間、一定の温度におく人工時効法によれば、焼き入れを行うことなく所望の強度を得ることができる。
【0016】
好ましい態様では弁座24もそれに隣接する場所も特に抵抗力の高い表面又は層31、33を備えている(図3と4参照、よりはっきりとさせるため、層は厚さを強調して示されている)。このような層は例えばPVD法により得られる。
層がブシュへの開口部から約4〜5ミリ広がっているのが好ましい。
【0017】
場合によっては、ブシュの内側の表面の全体またはブシュ全体がそのような表面層を有していてもよい。
【0018】
このような層および層の製造方法は、それ自身では公知である。
【0019】
ブシュ18と20の特に好まれる態様は以下の通りである。
− 材質: X32 CrMo V 3 3、(0.28〜0.35 C; 0.1〜0.4 Si; 0.15〜0.45 Mn; 2.7〜3.2 Cr;2.6〜3.0 Mo; 0.4〜0.7 V)
− 処理:硬化(hardened)及び焼き戻し(tempered)
− 基本硬度: 48〜50 HRc
− 表面: 侵炭窒化;高い強度を持つ部位31(ブシュ20)及び33(ブシュ18)を含む表面22(ブシュ20)及び27(ブシュ18)はPVDコートされている。この表面22及び表面27は、金型の接触面に隣接する効果的な部分に位置することが好ましい。
− 耐熱性: 620℃まで

【0020】
【発明の効果】
本発明によれば、弁装置1、特にダイカスト金型の通気弁において、ピストン3、17のボア19、21の少なくとも一つはピストンの運動表面となるブシュ20、18を備えている。ブシュの耐磨耗性は、弁装置の本体の基材より高いことが望ましく、ブシュは交換が可能である。ブシュの材質と表面の特性が目的に従い選択、調整できるために、前者の特性により装置の耐用年数が長くなる。後者の特性により、磨耗した場合特にピストン3、17の実際のボア7、16を広げることなく運動表面を交換することが可能となる。
【0021】
ブシュの実施例のさらなる特徴や利点は以下の通りである。
− 大変硬質な表面
− 鋳造材料による弱い湿潤性
− 良好な摩擦特性、それによるピストンの磨耗の減少
− 温度ショックに対する抵抗性の向上
− 良好な研磨の可能性
− 大変高い耐磨耗性
− 大変長い耐用年数
− ブシュ上でアルミニウムの剥がれる危険が減少
− 製造の際の大変小さな公差の遵守
前述の説明から、請求項で定義された発明の範囲を離れることなく変更をするとは当業者にとって可能である。
【0022】
例えば、以下のことが可能である。
− TiN、TiC、TiCN、TiAlCNやTiAlNのような、他のPVD層;
− 少なくとも1,000HV20、好ましくは少なくとも1,100HV20の表面硬度を有する熱間加工スチールからなるブシュ(18,20);
− 内側のダイカスト金型への開口部で耐磨耗性のあるコーティングを少なくとも部分的に備えたブシュ、それによりコーティングの場所で少なくとも2,200HV20、好ましくは2,400HV20の表面硬度を実現することができる;
− ブシュの内側に、例えば油で懸濁したグラファイトなどの潤滑油を塗ることによりブシュ18と20の耐用年数を延ばす。
用語解説
HRc:ロックウエル硬さ、スケールC;(DIN EN 10109参照)
HV20:ビッカース硬さ、ポンドで示されたテスト圧力で測定;代表的な測定時間は25秒、DIN50133参照
PVD:物理蒸着
【図面の簡単な説明】
【図1】弁の断面を示す図
【図2】第2の弁の断面を示す図
【図3】弁ピストンのブシュの断面を示す図
【図4】第2の弁の制御ピストンのブシュの断面を示す図
【符号の説明】
1 弁装置
3 通気弁
19,21 ボア
18、20 ブシュ
Claims (13)
- ダイカスト金型用の弁装置(1)であって、ダイカスト金型と繋がっていてダイカスト金型のキャビティへのダクトを遮蔽する少なくとも一つのピストン(3,17)と、ダクトに通じる開口から内端の圧力方向に延出するボア(19,21)と、前記ボア(19,21)に挿入された少なくとも一つのブシュ(18,20)と、を包含し、前記ボア(19,21)内において該ピストン(3,17)が移動可能に配置されていて、前記ブシュ(18,20)が1つの部材で構成され、該ブシュが磨耗した場合に交換できるように前記ボアに取り付けられ、前記圧力方向に対して引っ張ることにより前記ボアの外に取り外し可能であることを特徴とする弁装置。
- 耐磨耗性を高めるために、該ブシュ(18,21)の材質が前記弁装置(1)の本体の材質より高い耐磨耗性を有することを特徴とする請求項1に記載の弁装置。
- 少なくとも一つのブシュ(18,20)が、下記の材質(a)〜(g)より成る群から選択された材質からなることを特徴とする請求項2に記載の弁装置;
(a) スチール X38 CrMoV 5 1:
(b) スチール X40 CrMoV 5 1:
(c) スチール X2 NiCoMo 18 9 5:
(d) スチール X53 CrMnNi N 21 9:
(e) 少なくとも1,700N/mm 2 の引っ張り強さを有する熱間加工高張力スチール:
(f) セラミック材でライニングした少なくとも1,700N/mm 2 の引っ張り強さを有する熱間加工高張力スチール:
(g) スチール X32 CrMoV 3 3。 - 該ブシュの表面が、少なくとも内側は、硬化させられたことを特徴とする請求項1から請求項3のいずれかに記載の弁装置。
- 該ブシュの表面が、窒化、侵炭窒化、焼き入れ、焼き入れ及びそれに引き続く焼き戻し、及び人工時効、より成る群から選択された方法により硬化させられたことを特徴とする請求項4に記載の弁装置。
- 前記弁装置(1)が通気弁であり、前記ピストンが通気弁の弁ピストンであることを特徴とする請求項1から請求項5のいずれかに記載の弁装置。
- 少なくとも一つのブシュ(18,20)がその基材より高い耐磨耗性を有する層(31,33)を備え、該層が少なくともブシュの内側とダイカスト金型の接触面に隣接する部分(22,27)に存在することを特徴とする請求項1から請求項6のいずれかに記載の弁装置。
- 少なくとも一つのブシュ(18,20)が少なくとも1,700N/mm 2 の引っ張り強さを有することを特徴とする高張力熱間加工スチールからなることを特徴とする請求項1から請求項7のいずれかに記載の弁装置。
- 該熱間加工スチールの表面の硬度が少なくとも1,000HV20に相当することを特徴とする請求項8に記載の弁装置。
- 前記層(31,33)の硬度が2,200HV20に相当することを特徴とする請求項7に記載の弁装置。
- 前記層が、蒸着、物理蒸着法(PVD)、により作られたものであって、TiN;TiC;TiCN;TiAlCN;TiBCNより成る群より選択されたタイプのものであることを特徴とする請求項7又は10に記載の弁装置。
- 請求項1から請求項11のいずれかに記載の弁装置を包含することを特徴とするダイカスト機。
- 該ブシュ(18,20)の耐用年数を延ばすために、少なくとも一つのブシュの内側に潤滑剤を塗布することを特徴とする請求項1から請求項11のいずれかに記載の弁装置の操作方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH18412000 | 2000-09-22 | ||
| CH20001841/00 | 2000-09-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002178126A JP2002178126A (ja) | 2002-06-25 |
| JP4989829B2 true JP4989829B2 (ja) | 2012-08-01 |
Family
ID=4566470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001291557A Expired - Fee Related JP4989829B2 (ja) | 2000-09-22 | 2001-09-25 | ダイカスト金型用の弁装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1190790B1 (ja) |
| JP (1) | JP4989829B2 (ja) |
| KR (1) | KR100849255B1 (ja) |
| AT (1) | ATE369221T1 (ja) |
| DE (1) | DE50112818D1 (ja) |
| TW (1) | TW579311B (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW579311B (en) * | 2000-09-22 | 2004-03-11 | V D S Vacuum Diecasting Servic | Diecasting valve |
| JP4892536B2 (ja) * | 2008-11-05 | 2012-03-07 | 本田技研工業株式会社 | 減圧鋳造システム |
| JP2011098379A (ja) * | 2009-11-06 | 2011-05-19 | Sanden Corp | 真空バルブ装置およびそれを用いた真空ダイカスト装置 |
| CH705077B1 (fr) * | 2011-06-09 | 2016-01-29 | V D S Vacuum Diecasting Service S A | Dispositif de vanne pour l'évacuation d'air d'un moule. |
| DE102012102102A1 (de) * | 2012-03-13 | 2013-09-19 | Bernd Radke | Ventileinrichtung |
| KR101510961B1 (ko) | 2013-12-10 | 2015-04-09 | 정노조 | 다이캐스팅용 재생 사출슬리브 및 다이캐스팅용 사출슬리브의 재생방법 |
| DE102014201900B4 (de) | 2014-02-03 | 2022-06-02 | Volkswagen Aktiengesellschaft | Gussform und Ventilvorrichtung für eine Gussform |
| CH710347B1 (de) * | 2014-11-07 | 2018-05-31 | Fondarex Sa | Ventileinrichtung zum Entlüften von Druckgiessformen. |
| CH713574A1 (de) * | 2017-03-16 | 2018-09-28 | Fondarex Sa | Ventileinrichtung zum Entlüften von Druckgiessformen. |
| KR102124618B1 (ko) * | 2018-09-14 | 2020-06-18 | 주식회사 상익기공 | 다이캐스팅금형의 가스배출장치용 벤트밸브 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56109150A (en) * | 1980-01-31 | 1981-08-29 | Toshiba Mach Co Ltd | Cold chamber type die casting machine |
| JPS60178017A (ja) * | 1984-02-25 | 1985-09-12 | Plus Eng Co Ltd | 耐焼付性の優れた押出ピン |
| JPS6131553U (ja) * | 1984-07-26 | 1986-02-25 | トヨタ自動車株式会社 | 金型のエア抜き装置 |
| JPS61165262A (ja) * | 1985-01-18 | 1986-07-25 | Toshiba Mach Co Ltd | ダイカスト金型のバルブ装置 |
| JP2602894B2 (ja) * | 1988-04-21 | 1997-04-23 | 日立金属株式会社 | プラスチック成形用押出ピン |
| JP2697241B2 (ja) * | 1990-04-17 | 1998-01-14 | 宇部興産株式会社 | 金型用ガス抜き装置 |
| JPH08284B2 (ja) * | 1990-09-14 | 1996-01-10 | リョービ株式会社 | 射出成形機におけるガス抜き装置の金型構造とガス抜き装置本体取り出し用治具 |
| DE4302798C1 (de) * | 1993-02-02 | 1994-06-16 | Hodler F & Cie Fondarex Sa | Ventileinrichtung zum Entlüften von Druckgiessformen |
| JP3370789B2 (ja) * | 1994-08-10 | 2003-01-27 | 大豊工業株式会社 | 銅系摺動材料及びその表面処理方法 |
| JPH08117957A (ja) * | 1994-10-21 | 1996-05-14 | Ube Ind Ltd | 金型用ガス抜き装置 |
| EP0798395B1 (en) * | 1996-03-28 | 2000-07-12 | Kabushiki Kaisha Toshiba | Heat insulating alloy steel and die casting machine parts |
| EP0936009B1 (de) * | 1998-02-11 | 2003-05-21 | V.D.S. Vacuum Diecasting Service SA | Ventilvorrichtung, insbesondere Entlüftungsventil-Vorrichtung für den Druckguss |
| JP4154024B2 (ja) * | 1998-03-12 | 2008-09-24 | 株式会社神戸製鋼所 | 耐溶損性に優れるAl又はAl合金溶湯用の鋳造用部材 |
| DE19816106A1 (de) * | 1998-04-11 | 1999-10-14 | Weichand Johann | Druckgußvorrichtung |
| EP1018384B1 (de) * | 1999-01-06 | 2003-08-13 | Fondarex S.A. | Ventileinrichtung |
| KR200215614Y1 (ko) * | 1999-02-11 | 2001-03-15 | 유 영 희 | 밸브 시스템과 주입노즐이 결합된 사출성형기의 주입노즐 |
| TW579311B (en) * | 2000-09-22 | 2004-03-11 | V D S Vacuum Diecasting Servic | Diecasting valve |
-
2001
- 2001-08-24 TW TW090120939A patent/TW579311B/zh not_active IP Right Cessation
- 2001-09-11 KR KR1020010055737A patent/KR100849255B1/ko not_active Expired - Fee Related
- 2001-09-12 DE DE50112818T patent/DE50112818D1/de not_active Expired - Lifetime
- 2001-09-12 AT AT01810880T patent/ATE369221T1/de active
- 2001-09-12 EP EP01810880A patent/EP1190790B1/de not_active Expired - Lifetime
- 2001-09-25 JP JP2001291557A patent/JP4989829B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1190790A1 (de) | 2002-03-27 |
| EP1190790B1 (de) | 2007-08-08 |
| ATE369221T1 (de) | 2007-08-15 |
| KR20020023639A (ko) | 2002-03-29 |
| DE50112818D1 (de) | 2007-09-20 |
| KR100849255B1 (ko) | 2008-07-29 |
| TW579311B (en) | 2004-03-11 |
| JP2002178126A (ja) | 2002-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4989829B2 (ja) | ダイカスト金型用の弁装置 | |
| EP1626104B1 (en) | Member with coating layers used for casting | |
| US6811899B2 (en) | Coated tool for warm-and/or-hot working with superior galling resistance property and superior wear resistance | |
| CN1735699B (zh) | 具有增强的耐磨性以及低的静摩擦特性的表面硬化不锈钢 | |
| JP4656473B2 (ja) | 潤滑剤付着性および耐摩耗性に優れた温熱間加工用被覆工具 | |
| Panjan et al. | PVD CrN coating for protection of extrusion dies | |
| US6370934B1 (en) | Extrusion tool, process for the production thereof and use thereof | |
| US5841033A (en) | Process for improving fatigue resistance of a component by tailoring compressive residual stress profile, and article | |
| Podgornik et al. | Effect of Si content on wear performance of hot work tool steel | |
| US7744056B2 (en) | Hard-material-coated member excellent in durability | |
| CN101152780B (zh) | 具有优异耐久性的硬质材料被覆的构件 | |
| JP2002307128A (ja) | 耐焼付き性および耐摩耗性に優れた温熱間加工用被覆工具 | |
| JP7303207B2 (ja) | 金属基材上の硬質材料の層 | |
| JPS6133734A (ja) | 鋳造用金型の表面処理方法 | |
| JP4883400B2 (ja) | 鋳造用部材 | |
| JP4547656B2 (ja) | 潤滑剤付着性および耐摩耗性に優れた温熱間加工用被覆工具 | |
| Dong et al. | Development of low-friction and wear-resistant surfaces for low-cost Al hot stamping tools | |
| Faccoli et al. | Effect of different coatings on thermal fatigue behaviour of AISI H11 hot work tool steel | |
| CN107541644A (zh) | 一种高温状态下具备高硬度的白口铸铁及其制造方法 | |
| JP2006075867A (ja) | 鋳造用部材 | |
| RU90795U1 (ru) | Многокомпонентное дисперсно-упрочненное жаростойкое покрытие | |
| CN112262230A (zh) | 金属基材上的硬质材料层 | |
| Schmauser | Nitriding of pressure die casting dies and tool elements | |
| Matijević et al. | PREVENTION OF REACTIVE SOLDERING ON DIE CASTING PARTS. | |
| Dhiman et al. | SURFACE MODIFICATION TECHNIQUES TO ENHANCE TOOL LIFE IN HOT FORGING: A REVIEW |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070518 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070524 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080827 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111004 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111221 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111227 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120201 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120417 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120501 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |