JP5000382B2 - 流体軸受装置用軸部材の製造方法 - Google Patents
流体軸受装置用軸部材の製造方法 Download PDFInfo
- Publication number
- JP5000382B2 JP5000382B2 JP2007147118A JP2007147118A JP5000382B2 JP 5000382 B2 JP5000382 B2 JP 5000382B2 JP 2007147118 A JP2007147118 A JP 2007147118A JP 2007147118 A JP2007147118 A JP 2007147118A JP 5000382 B2 JP5000382 B2 JP 5000382B2
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- shaft
- outer peripheral
- peripheral surface
- shaft member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Sliding-Contact Bearings (AREA)
Description
軸素材10の両端面、すなわち軸部端面11bおよびフランジ部12の反軸部側端面12b(図5参照)を、軸部外周面11aの大径外周面13を基準として研削加工する。この研削工程に用いられる研削装置40は、例えば図6、図7に示すように、ワークとしての軸素材10を複数保持するキャリア41と、キャリア41によって保持された軸素材10の軸部端面11b、およびフランジ部12の反軸部側端面12bを研削する一対の砥石42、42とを備えている。
次いで、前記幅研削加工(予備研削加工)を施した軸素材の両端面11b、12bを基準として、軸素材10の外周面10bおよびフランジ部12の軸部側端面12aの研削加工を行う(アンギュラ研削加工)。この研削工程で用いられる研削装置50は、例えば図8に示すように、バッキングプレート54およびプレッシャプレート55を軸素材10の両端面に押し当てながら、砥石53で軸素材10の外周面11aをプランジ研削するものである。このとき、シュー52によって軸素材10の大径外周面13が回転自在に支持される。
次に、上記のアンギュラ研削加工(第1の研削加工)により研削された外周面を基準として、軸素材10の両端面11b、12bに研削加工を施す。ここで使用される研削装置60は、図9に示すように、いわゆる2ロール1シュー方式の芯無し研削を行うものである。詳しくは、2つの駆動ロール61,62、及びシュー63で軸素材10の軸部11を外周から三点接触で支持しながら、駆動ロール61及び62を図9(b)に矢印aで示す方向に回転させ、軸素材10を矢印bで示す方向に回転駆動する。この状態で、軸部11の端面11bをプレッシャプレート65で支持しながら、砥石64をフランジ部12の反軸部側端面12bに押し当てて研削する。この芯無し研削の基準面となる軸部11の外周面11aは、前記アンギュラ研削加工が施されているため高い円筒度を有する。従って、この面を基準としてフランジ部12の反軸部側端面12bを研削することにより、この面を高精度に仕上げることができる。特に、フランジ部12の反軸部側端面12bの研削を芯無し研削で行うことにより、芯無し研削の特性から、基準面となる外周面11aに対するフランジ部12の反軸部側端面12bの直角度や振れ精度を高めることができる。上記と同様にして、外周面11aを基準とした芯無し研削加工により、軸部11の端面11bを研削する。
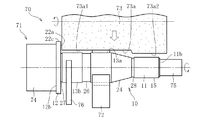
前記芯無し研削加工(第2の研削加工)を施した軸素材10の両端面12b、11bを基準として、軸部材2のラジアル軸受面23a,23b、および円筒面25に対応する領域13a・13b、15に最終的な仕上げ研削を施す。この研削加工に用いる研削装置70は、図10に示す円筒研削盤で、バッキングプレート74とプレッシャプレート75とで挾持した軸素材10を回転させながら、砥石73でプランジ研削するものである。このとき、軸素材10はシュー72で回転自在に支持される。砥石73の研削面73aは、ラジアル軸受面23a,23bに対応する領域13a・13bを研削する第1の円筒研削部73a1と、円筒面25に対応する領域15を研削する第2の円筒研削部73a2とからなる。
2 流体軸受装置用軸部材
21 軸部
22 フランジ部
22a,22b スラスト軸受面
23a,23b ラジアル軸受面
7 ハウジング
8 軸受スリーブ
9 シール部材
10 軸素材
11 軸部
11a 外周面
11b 軸部端面
12 フランジ部
12a 軸部側端面
12b 反軸部側端面
40,50,60,70 研削装置
D ディスク
R1,R2 ラジアル軸受部
T1,T2 スラスト軸受部
S シール空間
Claims (5)
- 外周面がラジアル軸受隙間に面する流体軸受装置用軸部材を製造するための方法であって、
軸素材の外周面に両端面を基準とした第1の研削加工を施した後、その外周面を基準として軸素材の両端面に第2の研削加工を施し、さらにその両端面を基準として外周面に第3の研削加工を施すことを特徴とする流体軸受装置用軸部材の製造方法。 - 前記第2の研削加工が芯無し研削である請求項1記載の流体軸受装置用軸部材の製造方法。
- 軸素材の両端面に予備研削加工を施した後、外周面に前記第1の研削加工を行う請求項1記載の流体軸受装置用軸部材の製造方法。
- 軸素材の端部にフランジ部を一体に設け、このフランジ部の端面に前記第2の研削加工を施す請求項1記載の流体軸受装置用軸部材の製造方法。
- 請求項1〜4の何れかに記載の方法により製造された流体軸受装置用軸部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007147118A JP5000382B2 (ja) | 2007-06-01 | 2007-06-01 | 流体軸受装置用軸部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007147118A JP5000382B2 (ja) | 2007-06-01 | 2007-06-01 | 流体軸受装置用軸部材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008298234A JP2008298234A (ja) | 2008-12-11 |
| JP5000382B2 true JP5000382B2 (ja) | 2012-08-15 |
Family
ID=40171932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007147118A Active JP5000382B2 (ja) | 2007-06-01 | 2007-06-01 | 流体軸受装置用軸部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5000382B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6621575B2 (ja) * | 2013-08-29 | 2019-12-18 | Ntn株式会社 | 流体動圧軸受装置用軸部材及びその製造方法 |
| JP6464666B2 (ja) * | 2014-10-29 | 2019-02-06 | 住友金属鉱山株式会社 | 円筒形ターゲット材とその製造方法、および、円筒形スパッタリングターゲットとその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3555318B2 (ja) * | 1996-03-25 | 2004-08-18 | 豊田工機株式会社 | 研削方法 |
| JP3907977B2 (ja) * | 2001-07-11 | 2007-04-18 | 株式会社ジェイテクト | クランクシャフトの研削方法及び研削装置 |
| JP3990181B2 (ja) * | 2002-04-15 | 2007-10-10 | Ntn株式会社 | 動圧型軸受装置の製造方法 |
| JP4642416B2 (ja) * | 2004-09-08 | 2011-03-02 | Ntn株式会社 | 動圧軸受装置用の軸部材の製造方法 |
| JP4786157B2 (ja) * | 2004-09-08 | 2011-10-05 | Ntn株式会社 | 動圧軸受装置用軸部材およびその製造方法 |
| JP4610973B2 (ja) * | 2004-09-08 | 2011-01-12 | Ntn株式会社 | 動圧軸受装置用軸部材の製造方法 |
-
2007
- 2007-06-01 JP JP2007147118A patent/JP5000382B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008298234A (ja) | 2008-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3893021B2 (ja) | 動圧型軸受ユニット | |
| JP3990181B2 (ja) | 動圧型軸受装置の製造方法 | |
| JP5000382B2 (ja) | 流体軸受装置用軸部材の製造方法 | |
| CN101216074A (zh) | 流体轴承装置 | |
| JP4786157B2 (ja) | 動圧軸受装置用軸部材およびその製造方法 | |
| JP4610973B2 (ja) | 動圧軸受装置用軸部材の製造方法 | |
| JP4566565B2 (ja) | 動圧軸受装置 | |
| WO2006027986A1 (ja) | 動圧軸受装置用軸部材およびその製造方法 | |
| JP6621575B2 (ja) | 流体動圧軸受装置用軸部材及びその製造方法 | |
| JP6757219B2 (ja) | 流体軸受装置用軸部材及びその製造方法、並びに流体軸受装置 | |
| JP4642416B2 (ja) | 動圧軸受装置用の軸部材の製造方法 | |
| JP2007210095A (ja) | 動圧型軸受装置の製造方法 | |
| JP4832736B2 (ja) | 動圧型軸受ユニット | |
| JP2012225385A (ja) | ハブ一体軸、これを備えた流体動圧軸受装置、及びスピンドルモータ | |
| JP2007064278A (ja) | 流体軸受装置、それを用いたスピンドルモータおよび流体軸受装置の製造方法 | |
| JP4731852B2 (ja) | 動圧型軸受ユニット | |
| JP2013053692A (ja) | 流体動圧軸受装置及びその製造方法 | |
| JP2005127525A (ja) | 動圧軸受装置 | |
| JP2006077860A (ja) | 流体軸受装置および流体軸受装置用のシール部材の製造方法 | |
| JP2006220311A (ja) | 動圧軸受装置 | |
| JP2006234176A (ja) | 動圧軸受装置 | |
| JP2006200583A (ja) | 動圧軸受装置 | |
| JP2005003172A (ja) | 円錐型動圧軸受装置 | |
| JP2006189082A (ja) | 流体軸受装置 | |
| JP2007051719A (ja) | 流体軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120501 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120516 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5000382 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |