JP5002005B2 - 接合方法および接合装置 - Google Patents
接合方法および接合装置 Download PDFInfo
- Publication number
- JP5002005B2 JP5002005B2 JP2009507397A JP2009507397A JP5002005B2 JP 5002005 B2 JP5002005 B2 JP 5002005B2 JP 2009507397 A JP2009507397 A JP 2009507397A JP 2009507397 A JP2009507397 A JP 2009507397A JP 5002005 B2 JP5002005 B2 JP 5002005B2
- Authority
- JP
- Japan
- Prior art keywords
- bonded
- joined
- joining
- stud
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/20—Stud welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or work
- B23K20/1295—Welding studs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/24—Preliminary treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/20—Stud welding
- B23K9/207—Features related to studs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
[特許文献1] 日本国・特開2002−153979号公報
[特許文献2] 日本国・特開2002−290068号公報
それぞれが金属材料によって形成される接合物および被接合物の間に、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点低下部材を配置し、
前記融点低下部材を介して前記接合物を前記被接合物に押圧した状態で、前記接合物と前記被接合物との間に相対運動を与えることによって摩擦熱を生じさせ、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点未満の温度で、前記接合物および前記被接合物のうちの少なくともいずれか一方と前記融点低下部材との接続部位を溶融させ、
前記接合物と前記被接合物との間の相対運動を停止して、前記接合物を前記被接合物に接合することを特徴とする。
検出した負荷に基づいて、前記接合物と前記被接合物との相対運動を停止することを特徴とする。
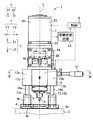
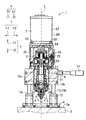
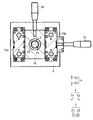
金属材料によって形成される接合物を把持する把持手段と、
前記接合物を把持した状態で、前記把持手段を回転駆動する回転駆動手段と、
前記接合物を把持した状態で、前記把持手段を変位駆動する変位駆動手段と、
前記回転駆動手段および前記変位駆動手段の駆動を制御する制御手段と、を含み、
前記制御手段は、
前記接合物および金属材料によって形成される被接合物の間に、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点低下部材が配置された状態で、前記回転駆動手段を制御して前記把持手段を回転させながら前記把持手段が前記接合物を前記被接合物に押圧させるように前記変位駆動手段を制御して両者の間に摩擦熱を生じさせ、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点未満の温度で、前記接合物および前記被接合物のうちの少なくともいずれか一方と、前記融点低下部材との接続部位とを溶融させ、前記回転駆動手段を制御して回転駆動を停止して、前記接合物を前記被接合物に接合することを特徴とする。
前記制御手段は、前記負荷検出手段が検出した負荷に基づいて、前記回転駆動手段を制御して回転駆動を停止させることを特徴とする。
前記制御手段は、前記姿勢検出手段の検出結果に基づいて、重力と前記変位駆動手段によって加わる力との合力が予め定める力となるように前記変位駆動手段を制御することを特徴とする。
前記接合物を把持した状態にある前記把持手段を回転駆動する回転駆動手段と、
前記接合物を把持した状態にある把持手段を変位駆動して前記接合物を被接合物に押圧する変位駆動手段と、
前記回転駆動手段および前記変位駆動手段の駆動を制御する制御手段と、
前記回転駆動手段が前記把持手段を回転駆動するときに前記回転駆動手段の回転軸に加えられる負荷を検出する負荷検出手段と、を備え、
前記制御手段は、前記負荷検出手段の検出結果に基づいて前記回転駆動手段による前記接合物の回転を停止するように構成されている、ことを特徴とする。
実施例として、前述の実施の形態の接合装置1を用いて、図9に示した4本の第1〜第4スタッド61〜64をそれぞれ同一の条件でワーク3に接合させた。また、第4スタッド64をアップセット加圧時の押圧力が異なる2つの条件でそれぞれワーク3に接合させた。
Claims (10)
- それぞれが金属材料によって形成される接合物および被接合物の間に、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点低下部材を配置し、
前記融点低下部材を介して前記接合物を前記被接合物に押圧した状態で、前記接合物と前記被接合物との間に相対運動を与えることによって摩擦熱を生じさせ、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点未満の温度で、前記接合物および前記被接合物のうちの少なくともいずれか一方と前記融点低下部材との接続部位を溶融させ、
前記接合物と前記被接合物との間の相対運動を停止して、前記接合物を前記被接合物に接合することを特徴とする接合方法。 - 前記接合物および前記被接合物は、同じ種類の金属材料によって形成されることを特徴とする請求項1記載の接合方法。
- 前記金属材料は、アルミニウムであることを特徴とする請求項2記載の接合方法。
- 前記接合物を回転させることによって、前記接合物と前記被接合物との間に相対運動を与えることを特徴とする請求項1〜3のいずれか一項に記載の接合方法。
- 前記接合物は、円柱状であって、前記被接合物に押圧される先端部が、先細状に形成されることを特徴とする請求項4記載の接合方法。
- 前記接合物と前記被接合物との間に相対運動を与えるときの負荷を検出し、
検出した負荷に基づいて、前記接合物と前記被接合物との相対運動を停止することを特徴とする請求項1〜5のいずれか一項に記載の接合方法。 - 金属材料によって形成される接合物を把持する把持手段と、
前記接合物を把持した状態で、前記把持手段を回転駆動する回転駆動手段と、
前記接合物を把持した状態で、前記把持手段を変位駆動する変位駆動手段と、
前記回転駆動手段および前記変位駆動手段の駆動を制御する制御手段と、
金属材料によって形成される被接合物と前記接合物との接合界面近傍の温度を計測する手段と、を含み、
前記制御手段は、
前記接合物および前記被接合物の間に、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点低下部材が配置された状態で、前記接合界面近傍の温度を計測する手段の計測結果に基づいて、前記回転駆動手段を制御して前記把持手段を回転させながら前記把持手段が前記接合物を前記被接合物に押圧させるように前記変位駆動手段を制御して両者の間に摩擦熱を生じさせ、前記接合物および前記被接合物のうちの少なくともいずれか一方の融点未満の温度で、前記接合物および前記被接合物のうちの少なくともいずれか一方と、前記融点低下部材との接続部位とを溶融させ、前記回転駆動手段を制御して回転駆動を停止して、前記接合物を前記被接合物に接合することを特徴とする接合装置。 - 前記回転駆動手段が前記把持手段を回転駆動するときの負荷を検出する負荷検出手段をさらに含み、
前記制御手段は、前記負荷検出手段が検出した負荷に基づいて、前記回転駆動手段を制御して回転駆動を停止させることを特徴とする請求項7記載の接合装置。 - 前記融点低下部材を前記接合物と前記被接合物との間に配置する供給手段をさらに含むことを特徴とする請求項7または8記載の接合装置。
- 鉛直方向に対する傾きを検出する姿勢検出手段をさらに含み、
前記制御手段は、前記姿勢検出手段の検出結果に基づいて、重力と前記変位駆動手段とによって前記接合物に加わる力が予め定める力となるように前記変位駆動手段を制御することを特徴とする請求項7〜9のいずれか一項に記載の接合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009507397A JP5002005B2 (ja) | 2007-03-29 | 2007-12-28 | 接合方法および接合装置 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007089735 | 2007-03-29 | ||
| JP2007089735 | 2007-03-29 | ||
| PCT/JP2007/075316 WO2008120428A1 (ja) | 2007-03-29 | 2007-12-28 | 接合方法および接合装置 |
| JP2009507397A JP5002005B2 (ja) | 2007-03-29 | 2007-12-28 | 接合方法および接合装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012007066A Division JP5438781B2 (ja) | 2007-03-29 | 2012-01-17 | 接合装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2008120428A1 JPWO2008120428A1 (ja) | 2010-07-15 |
| JP5002005B2 true JP5002005B2 (ja) | 2012-08-15 |
Family
ID=39808016
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009507397A Active JP5002005B2 (ja) | 2007-03-29 | 2007-12-28 | 接合方法および接合装置 |
| JP2012007066A Active JP5438781B2 (ja) | 2007-03-29 | 2012-01-17 | 接合装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012007066A Active JP5438781B2 (ja) | 2007-03-29 | 2012-01-17 | 接合装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (2) | JP5002005B2 (ja) |
| KR (1) | KR101153531B1 (ja) |
| CN (1) | CN101678498B (ja) |
| WO (1) | WO2008120428A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0675061B1 (de) | 1994-03-24 | 1997-12-10 | Ferag AG | Vorrichtung zum ununterbrochenen Zubringen von flächigen Erzeugnissen zu einer Abgabestelle |
| JP6003108B2 (ja) | 2011-09-22 | 2016-10-05 | 日産自動車株式会社 | 接合方法及び接合部品の製造方法 |
| US10022816B2 (en) | 2013-08-01 | 2018-07-17 | Nippon Steel & Sumitomo Metal Corporation | Friction welding method |
| JP2017003115A (ja) * | 2015-06-12 | 2017-01-05 | 株式会社シグマベース | スタットボルト、及びその製造方法 |
| US11858062B2 (en) * | 2019-07-31 | 2024-01-02 | Fusematic Corporation | Multi-position clamp for friction welding operations |
| US11698097B2 (en) * | 2020-01-07 | 2023-07-11 | Dtech Precision Industries Co., Ltd. | Method of fitting fastener to object |
| CN111098018B (zh) * | 2020-02-11 | 2021-07-23 | 重庆理工大学 | 一种基于高频辅助的异种金属半固态摩擦钎焊方法 |
| JP7475571B2 (ja) * | 2020-03-18 | 2024-04-30 | 富山県 | 接合装置及び接合方法 |
| JP7636007B2 (ja) * | 2020-09-25 | 2025-02-26 | 国立大学法人大阪大学 | 摩擦圧接方法 |
| JP7462314B2 (ja) * | 2020-11-04 | 2024-04-05 | エードス株式会社 | 回転摩擦溶接用回転押圧装置 |
| WO2025078798A1 (en) * | 2023-10-10 | 2025-04-17 | Bae Systems Plc | Method of joining |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0221016A (ja) * | 1988-04-15 | 1990-01-24 | Trw Inc | 摩擦溶接可能なスタッド |
| JPH05208281A (ja) * | 1992-01-31 | 1993-08-20 | Nippon Steel Corp | 鋼管の摩擦圧接時の異常検出方法 |
| JPH08281455A (ja) * | 1995-04-07 | 1996-10-29 | Showa Alum Corp | 異種金属材料の摩擦圧接方法 |
| JPH1058164A (ja) * | 1996-08-22 | 1998-03-03 | Toyota Motor Corp | 摩擦圧接方法 |
| JPH10180468A (ja) * | 1996-12-19 | 1998-07-07 | Mitsubishi Heavy Ind Ltd | 摩擦接合方法 |
| JPH11129080A (ja) * | 1997-10-28 | 1999-05-18 | Nippon Stad Welding Kk | 摩擦溶接機 |
| JP2000334579A (ja) * | 1999-05-24 | 2000-12-05 | Showa Alum Corp | 摩擦溶接による部材接合方法 |
| JP2001182611A (ja) * | 1999-12-27 | 2001-07-06 | Isuzu Motors Ltd | シリンダヘッドとその製造方法 |
| JP2001287049A (ja) * | 2000-04-07 | 2001-10-16 | Asahi Tec Corp | 球状黒鉛鋳鉄製接合部材の摩擦圧接方法 |
| JP2003062676A (ja) * | 2001-08-27 | 2003-03-05 | Kenji Seo | 摩擦圧接方法及び装置 |
| JP2004001087A (ja) * | 2002-04-09 | 2004-01-08 | Asahi Tec Corp | 車輪支持部材の摩擦圧接方法及びこの摩擦圧接方法を用いた車輪支持部材 |
| JP2005040805A (ja) * | 2003-07-24 | 2005-02-17 | Hitachi Ltd | 耐熱部材加工部の封止方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5030772A (ja) * | 1973-07-20 | 1975-03-27 | ||
| JPS5271359A (en) * | 1975-12-11 | 1977-06-14 | Kogyo Gijutsuin | Portable frctional welder |
| JPS5935719B2 (ja) * | 1980-01-21 | 1984-08-30 | 株式会社豊田自動織機製作所 | 可搬式摩擦圧接機 |
| GB8513240D0 (en) * | 1985-05-24 | 1985-06-26 | Metal Box Plc | Spin welding machine |
| GB8601083D0 (en) * | 1986-01-17 | 1986-02-19 | Welding Inst | Friction welding |
| JP3587550B2 (ja) * | 1994-04-22 | 2004-11-10 | 株式会社ダイヘン | アーク溶接用コンタクトチップ及びその製造方法 |
| JP3435345B2 (ja) * | 1998-05-29 | 2003-08-11 | 株式会社豊田自動織機 | 摩擦圧接装置 |
| JP4178758B2 (ja) * | 2001-02-08 | 2008-11-12 | 株式会社豊田自動織機 | バルブシートの接合構造 |
| JP2002290068A (ja) * | 2001-03-27 | 2002-10-04 | Furukawa Electric Co Ltd:The | 電子機器用アルミニウム筐体の製造方法 |
| JP4601052B2 (ja) * | 2004-12-24 | 2010-12-22 | 日産自動車株式会社 | 異種金属の接合方法 |
| JP4656495B2 (ja) * | 2005-02-22 | 2011-03-23 | 日産自動車株式会社 | 酸化皮膜形成材料の接合方法及び接合構造 |
-
2007
- 2007-12-28 KR KR1020097019771A patent/KR101153531B1/ko active Active
- 2007-12-28 JP JP2009507397A patent/JP5002005B2/ja active Active
- 2007-12-28 CN CN2007800524221A patent/CN101678498B/zh active Active
- 2007-12-28 WO PCT/JP2007/075316 patent/WO2008120428A1/ja not_active Ceased
-
2012
- 2012-01-17 JP JP2012007066A patent/JP5438781B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0221016A (ja) * | 1988-04-15 | 1990-01-24 | Trw Inc | 摩擦溶接可能なスタッド |
| JPH05208281A (ja) * | 1992-01-31 | 1993-08-20 | Nippon Steel Corp | 鋼管の摩擦圧接時の異常検出方法 |
| JPH08281455A (ja) * | 1995-04-07 | 1996-10-29 | Showa Alum Corp | 異種金属材料の摩擦圧接方法 |
| JPH1058164A (ja) * | 1996-08-22 | 1998-03-03 | Toyota Motor Corp | 摩擦圧接方法 |
| JPH10180468A (ja) * | 1996-12-19 | 1998-07-07 | Mitsubishi Heavy Ind Ltd | 摩擦接合方法 |
| JPH11129080A (ja) * | 1997-10-28 | 1999-05-18 | Nippon Stad Welding Kk | 摩擦溶接機 |
| JP2000334579A (ja) * | 1999-05-24 | 2000-12-05 | Showa Alum Corp | 摩擦溶接による部材接合方法 |
| JP2001182611A (ja) * | 1999-12-27 | 2001-07-06 | Isuzu Motors Ltd | シリンダヘッドとその製造方法 |
| JP2001287049A (ja) * | 2000-04-07 | 2001-10-16 | Asahi Tec Corp | 球状黒鉛鋳鉄製接合部材の摩擦圧接方法 |
| JP2003062676A (ja) * | 2001-08-27 | 2003-03-05 | Kenji Seo | 摩擦圧接方法及び装置 |
| JP2004001087A (ja) * | 2002-04-09 | 2004-01-08 | Asahi Tec Corp | 車輪支持部材の摩擦圧接方法及びこの摩擦圧接方法を用いた車輪支持部材 |
| JP2005040805A (ja) * | 2003-07-24 | 2005-02-17 | Hitachi Ltd | 耐熱部材加工部の封止方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5438781B2 (ja) | 2014-03-12 |
| JP2012101283A (ja) | 2012-05-31 |
| JPWO2008120428A1 (ja) | 2010-07-15 |
| KR20090123902A (ko) | 2009-12-02 |
| CN101678498A (zh) | 2010-03-24 |
| CN101678498B (zh) | 2012-05-30 |
| WO2008120428A1 (ja) | 2008-10-09 |
| KR101153531B1 (ko) | 2012-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5438781B2 (ja) | 接合装置 | |
| JP4770661B2 (ja) | 摩擦点接合方法 | |
| CA2514913C (en) | Out-of-position friction stir welding of high melting temperature alloys | |
| US20090291322A1 (en) | Joined body and process for manufacturing the same | |
| US9475148B2 (en) | Friction stir processing method for a workpiece having surface coating | |
| KR102849081B1 (ko) | 마찰 교반 점 접합 장치 및 이음새 구조 | |
| Lei et al. | Cold metal transfer spot joining of AA6061-T6 to galvanized DP590 under different modes | |
| JP7181113B2 (ja) | 異種金属接合方法 | |
| KR102759552B1 (ko) | 접합 시스템 및 그 운전 방법 | |
| Lei et al. | Microstructure and mechanical performance of cold metal transfer spot joints of AA6061-T6 to galvanized DP590 using edge plug welding mode | |
| WO2023130732A1 (zh) | 一种焊接料片、输送系统、焊接装置及方法 | |
| KR20130045025A (ko) | 하이브리드 마찰교반에 의한 알루미늄 합금과 티타늄 합금의 접합방법 | |
| EP4316722A2 (en) | Friction stir spot welding device and method for operating same | |
| JP2002096182A (ja) | 摩擦熱に基づく接合方法、回転ツール及び接合体 | |
| WO2023166871A1 (ja) | 線形摩擦接合方法及び線形摩擦接合継手並びに接合構造物 | |
| JP2005288465A (ja) | 摩擦攪拌点接合方法及び摩擦攪拌点接合装置 | |
| Muthuraju et al. | Experimental studies of different thick steel sheets and variable clearance in MIG brazing | |
| JP2007160342A (ja) | 摩擦スポット接合方法及び摩擦スポット接合構造 | |
| Arun et al. | To design and construct a friction welding attachment on lathe, conduct experiment and to study about mechanical behavior of friction welded joints of aluminum rods | |
| JP4578614B2 (ja) | 溶接装置 | |
| JP2010017750A (ja) | ロボット装置及びワークの組立方法 | |
| JP4496942B2 (ja) | 摩擦点接合方法 | |
| Ma'arif et al. | Performance of Non-rotating Shoulder Tool in Weld Joint and Forces of Friction Stir Welding | |
| Uematsu et al. | Local strain measurement in tensile test of Al/steel dissimilar friction stir weld using digital image correlation | |
| JP2015157302A (ja) | 摩擦攪拌接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120511 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120518 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5002005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |