JP5009331B2 - ドラム型造粒機及び造粒方法 - Google Patents
ドラム型造粒機及び造粒方法 Download PDFInfo
- Publication number
- JP5009331B2 JP5009331B2 JP2009086611A JP2009086611A JP5009331B2 JP 5009331 B2 JP5009331 B2 JP 5009331B2 JP 2009086611 A JP2009086611 A JP 2009086611A JP 2009086611 A JP2009086611 A JP 2009086611A JP 5009331 B2 JP5009331 B2 JP 5009331B2
- Authority
- JP
- Japan
- Prior art keywords
- drum
- rubber
- fixing member
- rotating drum
- rubber liner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Glanulating (AREA)
- Manufacture And Refinement Of Metals (AREA)
Description
[1.1.焼結設備の全体構成]
まず、図4を参照して、本発明の第1の実施形態に係るドラム型造粒機が適用された焼結設備の全体構成について説明する。図4は、本実施形態に係るドラム型造粒機が適用された焼結設備の全体構成を示す模式図である。
次に、図5を参照して、本実施形態に係るドラム型造粒機10の全体構成について説明する。図5は、本実施形態に係るドラム型造粒機10を示す一部切り欠き斜視図である。なお、図5に示す本実施形態に係るドラム型造粒機10は、図4に示した焼結設備の擬似造粒ライン20、ペレット造粒ライン30に設けられた造粒機24、35に適用可能である。
次に、図6及び図7を参照して、本実施形態に係るドラム型造粒機10のゴムライナー13の取り付け構造について説明する。図6、図7は、本実施形態に係るゴムライナー13の取り付け構造を示す部分拡大断面図であり、図6は回転ドラム11の底部、図7は上部における取り付け状態を示す。
次に、図8を参照して、本実施形態の変更例に係るゴムライナー13の取り付け構造について説明する。図8は、本実施形態の変更例に係るゴムライナー13の取り付け構造(ドラム底部)を示す部分拡大断面図である。
次に、本発明の第2の実施形態に係るゴムライナー13の取り付け構造について説明する。なお、第2の実施形態に係るドラム型造粒機は、以下に説明する取り付け構造を除いては、上記第1の実施形態に係るドラム型造粒機10の機能構成と略同一であるので、その詳細説明は省略する。
図9は、本発明の第2の実施形態に係るゴムライナー13の取り付け構造(ドラム底部)を示す部分拡大断面図である。図9に示す取り付け構造は、ゴムライナー13の継ぎ目18におけるリフターを全く排除して、原料の付着をできる限り少なくした例である。
次に、図10を参照して、第2の実施形態の変更例に係るゴムライナー13の取り付け構造について説明する。図10は、本実施形態の変更例に係るゴムライナー13の取り付け構造(ドラム底部)を示す部分拡大断面図である。
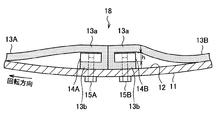
次に、本発明の第3の実施形態に係るゴムライナー13の取り付け構造について説明する。なお、第3の実施形態に係るドラム型造粒機は、以下に説明する取り付け構造を除いては、上記第1の実施形態に係るドラム型造粒機10の機能構成と略同一であるので、その詳細説明は省略する。
図11は、本発明の第3の実施形態に係るドラム型造粒機10の全体構成を示す一部切り欠き斜視図である。図12は、本実施形態に係るドラム型造粒機10の全体構成を示す縦断面図である。図13は、本実施形態に係る回転ドラム11の長手方向及び周方向にゴムライナー13を継ぎ合わせた状態を示す斜視図である。
被造粒物 :鉄鉱石原料(マラバンバ鉱石、高燐ブロックマン鉱石等)
鉄鉱石原料の粒度分布 :粒径250μm以下の粒子が60質量%以上
鉄鉱石原料の含有水分 :造粒時で9質量%
回転ドラム :直径φ=3m、長さL=10m、傾きθ=7°
回転ドラムの回転数 :6.8rpm
固定部材 :高さ12mm、幅100mm、長さ10m
第1及び第2のゴムライナー :天然ゴム製の矩形状ゴムシート
第1及び第2のゴムライナーの寸法 :ゴム厚6mm、幅1.2m、長さ10m
第1のゴムライナーの物性値 :硬度(JIS−A)37°、伸び810%、引張強さ26.6MPa
第2のゴムライナーの物性値 :硬度(JIS−A)40°、伸び740%、引張強さ21MPa
以上、本発明の好適な実施形態及び実施例に係るドラム型造粒機10とその造粒方法について説明した。本実施形態によれば、回転ドラム11の周方向に隣接するゴムライナー13、13の継ぎ目18において、原料が付着しにくい材質のゴムライナー13の継ぎ代13aにより、固定部材14を巻き込むようにして覆う。これにより、回転ドラム11内で材質的及び形状的に原料が付着しやすい固定部材14を露出しないようにできるので、継ぎ目18における固定部材14に対する原料の付着を確実に防止できる。さらに、回転ドラム11の回転に伴って、各ゴムライナー13がドラム内上部に移動したときに、弾力性を有するゴムライナー13が下方に撓むように変形するので、ゴムライナー13の表面に付着した原料を落下させ、付着物を除去できる。さらに、かかる変形に伴い、ゴムライナー13、13の継ぎ目18においても、固定部材14を覆うゴムライナー13の継ぎ代13aが固定部材14から離隔するように変形するので、当該継ぎ目18における付着物をも好適に落下させて除去できる。
10 ドラム型造粒機
11 回転ドラム
12 内周面
13 ゴムライナー
13a 継ぎ代
13b 先端部
14 固定部材
15 ボルト
16 搬送機構
17、19 隙間
18 周方向に隣接するゴムライナーの継ぎ目
50 帯状の被覆材
51 長手方向に隣接するゴムライナーの継ぎ目
M 原料
A 回転軸
H 段差
h 固定部材の高さ(リフター高さ)
Claims (9)
- 円筒状の回転ドラムと、
矩形状のゴムシートからなり、前記回転ドラムの内周面全体を覆うように前記回転ドラムの周方向に継ぎ合わせて配置される複数枚のゴムライナーと、
前記ゴムライナーを前記回転ドラムの内周面に固定する複数本の固定部材と、
を備え、
前記固定部材は、前記周方向に相隣接する前記ゴムライナーの継ぎ目に沿って、前記回転ドラムの長手方向に対して平行に配設され、前記周方向に相隣接する前記ゴムライナーの継ぎ代を、前記回転ドラムの内周面との間に挟み込むようにして前記回転ドラムの内周面に固定し、
前記周方向に相隣接する前記ゴムライナーの継ぎ目において、少なくとも一方のゴムライナーの継ぎ代は、前記固定部材を巻き込むように覆うことを特徴とする、ドラム型造粒機。 - 前記ゴムライナーの継ぎ代のうち前記固定部材を覆う部分は、前記固定部材に固定されておらず、前記固定部材に対して接離可能であることを特徴とする、請求項1に記載のドラム型造粒機。
- 前記周方向に相隣接する前記ゴムライナーの継ぎ目ごとに、1本の前記固定部材が設置され、
前記周方向に相隣接する前記ゴムライナーの継ぎ目において、一方のゴムライナーの継ぎ代は、前記回転ドラムの内周面に沿って配設され、他方のゴムライナーの継ぎ代は、前記固定部材を巻き込むように覆い、
前記周方向に相隣接する前記ゴムライナーの継ぎ代の先端部は、相互に重なり合うように配置され、前記1本の固定部材と前記回転ドラムの内周面との間に挟み込まれて前記回転ドラムの内周面に固定されることを特徴とする、請求項1又は2に記載のドラム型造粒機。 - 前記一方のゴムライナーは、前記回転ドラムの回転方向側に配置されたゴムライナーであり、前記他方のゴムライナーは、前記回転ドラムの回転方向逆側に配置されたゴムライナーであり、
前記他方のゴムライナーの継ぎ代により覆われた前記固定部材により、前記回転ドラム内の被造粒物を掻き上げることを特徴とする、請求項3に記載のドラム型造粒機。 - 前記被造粒物の付着性に応じて、前記回転ドラムの回転方向を変更することを特徴とする、請求項4に記載のドラム型造粒機。
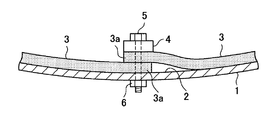
- 前記周方向に相隣接する前記ゴムライナーの継ぎ目ごとに、2本の前記固定部材が並設され、
前記周方向に相隣接する前記ゴムライナーの継ぎ目において、一方のゴムライナーの継ぎ代と他方のゴムライナーの継ぎ代とが、前記2本の固定部材の間で相互に接触するように配設され、
前記一方のゴムライナーの継ぎ代は、前記2本の固定部材のうちの一方の固定部材を巻き込むように覆い、当該継ぎ代の先端部は、前記一方の固定部材と前記回転ドラムの内周面との間に挟み込まれて前記回転ドラムの内周面に固定され、
前記他方のゴムライナーの継ぎ代は、前記2本の固定部材のうちの他方の固定部材を巻き込むように覆い、当該継ぎ代の先端部は、前記他方の固定部材と前記回転ドラムの内周面との間に挟み込まれて前記回転ドラムの内周面に固定されることを特徴とする、請求項1又は2に記載のドラム型造粒機。 - 前記一方の固定部材の前記回転ドラムの径方向の高さと、前記他方の固定部材の前記回転ドラムの径方向の高さは、同一であることを特徴とする、請求項6に記載のドラム型造粒機。
- 前記一方のゴムライナーは、前記回転ドラムの回転方向側に配置されたゴムライナーであり、前記他方のゴムライナーは、前記回転ドラムの回転方向逆側に配置されたゴムライナーであり、
前記他方の固定部材の前記回転ドラムの径方向の高さは、前記一方の固定部材の前記回転ドラムの径方向の高さよりも高く、
前記他方のゴムライナーの継ぎ代により覆われた前記他方の固定部材と、前記一方のゴムライナーの継ぎ代により覆われた前記一方の固定部材との段差により、前記回転ドラム内の被造粒物を掻き上げることを特徴とする、請求項6に記載のドラム型造粒機。 - 請求項1〜8のいずれか1項に記載のドラム型造粒機を用いて被造粒物を造粒する造粒方法であって、
回転ドラムを回転させて前記被造粒物を造粒する際に、固定部材により前記回転ドラムの内周面に取り付けられた各ゴムライナーが、前記回転ドラムの回転に伴って上方に移動したときに、前記回転ドラムの内側に向けて断面凸状に変形することによって、前記ゴムライナーに付着した前記被造粒物を離脱させることを特徴とする、造粒方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009086611A JP5009331B2 (ja) | 2009-03-31 | 2009-03-31 | ドラム型造粒機及び造粒方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009086611A JP5009331B2 (ja) | 2009-03-31 | 2009-03-31 | ドラム型造粒機及び造粒方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010234304A JP2010234304A (ja) | 2010-10-21 |
| JP5009331B2 true JP5009331B2 (ja) | 2012-08-22 |
Family
ID=43089176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009086611A Active JP5009331B2 (ja) | 2009-03-31 | 2009-03-31 | ドラム型造粒機及び造粒方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5009331B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012086130A (ja) * | 2010-10-18 | 2012-05-10 | Kobe Steel Ltd | ドラム型造粒機 |
| CN106693834A (zh) * | 2016-12-19 | 2017-05-24 | 四川雷鸣生物环保工程有限公司 | 一种成球机 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS619706Y2 (ja) * | 1979-09-22 | 1986-03-28 | ||
| JPS5912739A (ja) * | 1982-07-13 | 1984-01-23 | Kawasaki Steel Corp | ドラム型ミキサ− |
| JPS59186638A (ja) * | 1983-04-07 | 1984-10-23 | Kawasaki Steel Corp | ドラムミキサ− |
| JPS60171546U (ja) * | 1984-04-24 | 1985-11-13 | 日立造船株式会社 | 片持ゴムパネル付きドラム造粒機 |
| JP2005007280A (ja) * | 2003-06-18 | 2005-01-13 | Ochi Kensetsu Kk | 圧密造粒機およびこれを用いた人工骨材製造方法、人工骨材製造システム |
-
2009
- 2009-03-31 JP JP2009086611A patent/JP5009331B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010234304A (ja) | 2010-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101171455B1 (ko) | 탄재 내장 산화금속 브리켓의 제조 방법 | |
| CN104245144B (zh) | 用于加工炉渣材料的方法和系统 | |
| JP5326592B2 (ja) | 焼結原料の造粒方法 | |
| JP3902629B2 (ja) | 焼結原料の事前処理方法 | |
| US8206487B2 (en) | Method for producing carbon composite metal oxide briquettes | |
| JP5009331B2 (ja) | ドラム型造粒機及び造粒方法 | |
| JP4659144B2 (ja) | バインダー添加方法、バインダー添加装置、混練機及び混練方法 | |
| TW201512413A (zh) | 燒結用造粒原料的製造方法 | |
| WO2006120773A1 (ja) | 焼結原料の事前処理方法 | |
| TW536555B (en) | Pretreatment apparatus for raw materials for production of reduced iron | |
| JP5224917B2 (ja) | 焼結原料の製造方法 | |
| JP5058715B2 (ja) | 焼結用原料の事前処理方法 | |
| CN219334338U (zh) | 一种酸式磷酸锰高细度粉碎机 | |
| JP7639639B2 (ja) | トロンメル | |
| WO2010113571A1 (ja) | 鉄鉱石原料の粉砕方法 | |
| JP5119462B2 (ja) | 焼結原料の事前処理方法及び焼結鉱の製造方法 | |
| KR20020048152A (ko) | 소결광 제조용 더스트 펠렛 제조장치 및 제조방법 | |
| JP4786508B2 (ja) | 焼結原料の事前処理方法 | |
| CN210394476U (zh) | 破混机 | |
| JP5103919B2 (ja) | 冶金原料用造粒物の製造方法 | |
| JP6841256B2 (ja) | 造粒物、造粒物の製造方法および焼結鉱の製造方法 | |
| US20080143026A1 (en) | Material for Coating Iron Ore Pelletizing Disks and Drums and a Constructive Arrangement for Pelletizing Disks and Drums | |
| CN220537877U (zh) | 提高铬矿球团质量的大型圆筒造球机 | |
| JP2012067351A (ja) | 塊成物の製造装置、および塊成物の製造方法 | |
| KR102498593B1 (ko) | 조립물, 조립물의 제조 방법 및 소결광의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120508 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120530 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5009331 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |