JP5057596B2 - ソーチェンの研磨機 - Google Patents
ソーチェンの研磨機 Download PDFInfo
- Publication number
- JP5057596B2 JP5057596B2 JP2010517650A JP2010517650A JP5057596B2 JP 5057596 B2 JP5057596 B2 JP 5057596B2 JP 2010517650 A JP2010517650 A JP 2010517650A JP 2010517650 A JP2010517650 A JP 2010517650A JP 5057596 B2 JP5057596 B2 JP 5057596B2
- Authority
- JP
- Japan
- Prior art keywords
- saw chain
- channel
- wall
- polishing machine
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D63/00—Dressing the tools of sawing machines or sawing devices for use in cutting any kind of material, e.g. in the manufacture of sawing tools
- B23D63/08—Sharpening the cutting edges of saw teeth
- B23D63/16—Sharpening the cutting edges of saw teeth of chain saws
- B23D63/166—Sharpening the cutting edges of saw teeth of chain saws without removal of the saw chain from the guide bar
- B23D63/168—Sharpening the cutting edges of saw teeth of chain saws without removal of the saw chain from the guide bar the saw chain moving around the guide bar
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sawing (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Description
Sと円盤砥石10の半径Rを決めることになる。
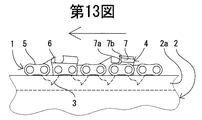
2 ガイドバー
4 カッター
7a ソーチェンの横刃
7b 〃 の上刃
8 ベース
9 砥石軸
10 円盤砥石
11 チャンネル
11a 〃 の外壁
11b 〃 の内壁
13 軸受け部
19a 当て部
19b 当て部
21 取付けプレート
Claims (6)
- ソーチェンの左右の刃に応じてガイドバーを上方から挿入、抜出可能な二つのチャンネルをベースに形成し、チャンネルから所定の同距離離したベースに円盤砥石を取り付けた砥石軸を回転可能に受ける軸受け部をチャンネルに対して平行方向に所定の角度傾けて設け、円盤砥石でソーチェンの横刃と上刃を同時に研磨する研磨機において、チャンネルの外壁と内壁との間隔をソーチェンの幅よりも広いものにし、チャンネルの外壁を内壁より短くするとともに、両壁の下端にガイドバーに接触する当て部を形成してベースを水平にすることを特徴とするソーチェンの研磨機。
- チャンネルがX形にクロスして二本設けられるものであり、軸受け部がその中心に設けられる請求項1のソーチェンの研磨機。
- ソーチェンの左右の刃に応じてガイドバーを上方から挿入、抜出可能な一つのチャンネルをベースに形成し、チャンネルから所定の距離離したベースに円盤砥石を取り付けた砥石軸を回転可能に受ける軸受け部をチャンネルに対して平行方向に正逆二つの所定の角度傾けて設け、円盤砥石でソーチェンの横刃と上刃を同時に研磨する研磨機において、チャンネルの外壁と内壁との間隔をソーチェンの幅よりも広いものにし、チャンネルの外壁を内壁より短くするとともに、両壁の下端にガイドバーに接触する当て部を形成してベースを水平にすることを特徴とするソーチェンの研磨機。
- 軸受け部を取付けプレートに取り付け、軸受け部が正逆の所定角度になるように取付けプレートが傾動できるようにした請求項3のソーチェンの研磨機。
- チャンネルの外壁はその壁面でソーチェンを受ける請求項1〜4いずれかのソーチェンの研磨機。
- チャンネルの内壁の当て部がガイドバーに向かって進退できる請求項1〜5いずれかのソーチェンの研磨機。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2008/061795 WO2009157091A1 (ja) | 2008-06-23 | 2008-06-23 | ソーチェンの研磨機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2009157091A1 JPWO2009157091A1 (ja) | 2011-12-01 |
| JP5057596B2 true JP5057596B2 (ja) | 2012-10-24 |
Family
ID=41444166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010517650A Active JP5057596B2 (ja) | 2008-06-23 | 2008-06-23 | ソーチェンの研磨機 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8647177B2 (ja) |
| JP (1) | JP5057596B2 (ja) |
| CN (1) | CN102076453A (ja) |
| DE (1) | DE112008003913B4 (ja) |
| WO (1) | WO2009157091A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5669609B2 (ja) * | 2011-01-26 | 2015-02-12 | ニシガキ工業株式会社 | ソーチェーンの目立て機 |
| DE102011101173A1 (de) * | 2011-05-11 | 2012-11-15 | Andreas Stihl Ag & Co. Kg | "Anordnung zum Feilen einer Sägekette und Führung für einen Feilenhalter" |
| CN102886570B (zh) * | 2011-07-18 | 2014-10-15 | 桐乡市嘉程电子机械有限公司 | 一种全自动磨链机 |
| US9205503B2 (en) * | 2012-07-05 | 2015-12-08 | Husqvarna Ab | Saw chain depth gauge filing template |
| US9724772B2 (en) * | 2013-02-15 | 2017-08-08 | Vera Tec, Inc. | Vibrating chain saw sharpener |
| WO2015039408A1 (zh) * | 2013-09-17 | 2015-03-26 | 杭州夏普园林机械有限公司 | 全自动磨链机 |
| CN104668662B (zh) * | 2013-11-27 | 2017-03-01 | 杭州夏普园林机械有限公司 | 全自动磨链机 |
| JP6282913B2 (ja) * | 2014-03-27 | 2018-02-21 | 津村鋼業株式会社 | ソーチェーン目立て装置 |
| DE102015221618A1 (de) * | 2015-11-04 | 2017-05-04 | Robert Bosch Gmbh | Vorsatzgerät |
| US10265788B2 (en) * | 2015-11-30 | 2019-04-23 | Scott D. Lynn | Chainsaw sharpening device, system, and method |
| DE102017101886B3 (de) * | 2017-01-31 | 2018-01-25 | Matthias van Rüschen | Handmaschine zum Schärfen der Schneiden von Sägeketten |
| DE102019009114A1 (de) | 2018-12-24 | 2020-06-25 | Josef Strobl | Schleifvorrichtung für ein Säge |
| DE202018005984U1 (de) | 2018-12-24 | 2019-02-07 | Josef Strobl | Schleifvorrichtung für eine Säge |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3952615A (en) * | 1975-01-22 | 1976-04-27 | Carlton Company | Saw chain sharpening system |
| JP2005288676A (ja) * | 2004-03-31 | 2005-10-20 | Nishigaki Kogyo Kk | ソーチェーンの目立て機 |
| WO2005102577A1 (ja) * | 2004-04-19 | 2005-11-03 | Nishigaki Industrial Co., Ltd. | チェーンソーの目立て機 |
| JP2008006525A (ja) * | 2006-06-28 | 2008-01-17 | Sk:Kk | ソーチェンの研磨機 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3172306A (en) * | 1963-12-26 | 1965-03-09 | Jr Charles B Kephart | Chain saw sharpening device |
| US3364796A (en) * | 1966-01-17 | 1968-01-23 | Dumore Company | Chain saw sharpener |
| US4173908A (en) * | 1978-01-03 | 1979-11-13 | Pro Sharp Corporation | Saw chain sharpening fixture |
| JPS5518381A (en) * | 1978-07-28 | 1980-02-08 | Minami Kogyo Kk | Polisher for chain saw blade |
| US4319858A (en) | 1978-10-16 | 1982-03-16 | Societe Anonyme Rolba | High resistance flexible boom |
| JPS5589519U (ja) * | 1978-12-16 | 1980-06-20 | ||
| JP3865151B2 (ja) * | 1996-10-31 | 2007-01-10 | 株式会社あけぼの開発 | 鎖鋸研削装置 |
-
2008
- 2008-06-23 JP JP2010517650A patent/JP5057596B2/ja active Active
- 2008-06-23 US US13/000,994 patent/US8647177B2/en not_active Expired - Fee Related
- 2008-06-23 CN CN2008801299954A patent/CN102076453A/zh active Pending
- 2008-06-23 WO PCT/JP2008/061795 patent/WO2009157091A1/ja not_active Ceased
- 2008-06-23 DE DE112008003913.5T patent/DE112008003913B4/de not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3952615A (en) * | 1975-01-22 | 1976-04-27 | Carlton Company | Saw chain sharpening system |
| JP2005288676A (ja) * | 2004-03-31 | 2005-10-20 | Nishigaki Kogyo Kk | ソーチェーンの目立て機 |
| WO2005102577A1 (ja) * | 2004-04-19 | 2005-11-03 | Nishigaki Industrial Co., Ltd. | チェーンソーの目立て機 |
| JP2008006525A (ja) * | 2006-06-28 | 2008-01-17 | Sk:Kk | ソーチェンの研磨機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2009157091A1 (ja) | 2011-12-01 |
| DE112008003913T5 (de) | 2011-07-21 |
| US20110120268A1 (en) | 2011-05-26 |
| DE112008003913B4 (de) | 2017-09-21 |
| WO2009157091A1 (ja) | 2009-12-30 |
| CN102076453A (zh) | 2011-05-25 |
| US8647177B2 (en) | 2014-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5057596B2 (ja) | ソーチェンの研磨機 | |
| JP3455224B2 (ja) | 角度グラインダ用アクセサリ | |
| EP2943320B1 (en) | Sprocket and system for orienting a saw chain link on a sprocket | |
| JP4998182B2 (ja) | 切粉排出機構を備えた電動工具 | |
| US6249982B1 (en) | Hand planer | |
| JP3209108U (ja) | 角度調整可能な砥石式電動刃研ぎ機 | |
| WO2007103780A2 (en) | Improved sharpener for blades of food slicers | |
| JP4164524B2 (ja) | チェーンソーの目立て機 | |
| JP2011525862A (ja) | ツイストドリル先端を研摩するための装置及びその使用方法 | |
| CN118288167B (zh) | 一种刀剪刃口研磨装置 | |
| JP3217679U (ja) | 電動グラインダ、位置決め具付き電動グラインダ | |
| JP3218960U (ja) | デプスゲージ研磨器具 | |
| JP2006020627A (ja) | 刈払い機用安全装置 | |
| CN211991212U (zh) | 一种方便下料的锯床 | |
| JP6282913B2 (ja) | ソーチェーン目立て装置 | |
| CN223762812U (zh) | 一种电动磨刀器 | |
| KR100820186B1 (ko) | 연삭기용 탈착형 면취기 | |
| JP3125402U (ja) | 櫛刃用研磨機 | |
| JP5036028B2 (ja) | ソーチェン研磨用の円形砥石 | |
| JP3722791B2 (ja) | ブレード | |
| JP3108010U (ja) | ソーチェーンの目立て機 | |
| JP4724270B2 (ja) | ステンレス鋼管の切断方法におけるバリ発生の防止方法 | |
| US401823A (en) | Instrument for cutting or grinding emery-wheels | |
| KR200355747Y1 (ko) | 둥근톱 자동 연마장치 | |
| JP2017104966A (ja) | チップソー及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120501 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120622 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120627 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120730 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120730 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5057596 Country of ref document: JP |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |