以下、本発明の実施の形態について図面を参照しながら説明する。
(実施の形態1)
まず、本発明の実施の形態1における部品実装機100の構成について図1〜図5を用いて説明する。
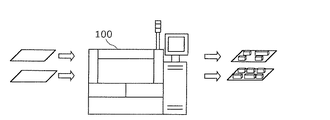
図1は、実施の形態1における部品実装機100の概要を示す概要図である。
図1に示すように、実施の形態1の部品実装機100は、並列に配置された複数の搬送コンベアを備え、複数の搬送コンベアそれぞれに搬送される基板に対する部品実装作業を並列して行うことのできる部品実装機である。
具体的には、部品実装機100は、2つの搬送コンベアを備えることにより、基板に部品を実装するための搬送路であるレーンを2つ有している。部品実装機100は、これら2つのレーン上のそれぞれの基板に対する部品実装を並列して行うことができる。
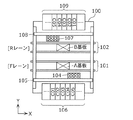
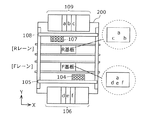
図2は、実施の形態1における部品実装機100のレーン構成を示す上面概要図である。
図2に示すように、部品実装機100は、搬送されてくる各基板に部品を実装するための機構として、互いに向かい合って存在する装着ヘッド104および装着ヘッド107と、これらに部品を供給する部品供給部106および部品供給部109とを備えている。
さらに、部品実装機100は、部品供給部106および部品供給部109の間に並列に配置された第1コンベア101および第2コンベア102を備えている。
また、図2に示すように、部品実装機100では、第1コンベア101により、前側(図2において下側)のレーンであるFront(F)レーンが構成される。また、第2コンベア102により後側(図2において上側)のレーンであるRear(R)レーンが構成される。
第1コンベア101および第2コンベア102のそれぞれは、搬送する基板の幅(基板のY軸方向の長さ)に応じて自身の幅を変更することができる。
具体的には、第1コンベア101は固定レール101aと可動レール101bとで構成されており、可動レール101bがY軸方向に移動することで、自身の幅を変更することができる。
また、第2コンベア102も同様に、固定レール102aと可動レール102bとで構成され、可動レール102bがY軸方向に移動することで、自身の幅を変更することができる。
第1コンベア101および第2コンベア102が、このように幅が可変であることにより、部品実装機100は様々な寸法の基板への部品実装を行うことができる。
FレーンおよびRレーンのそれぞれでは、上流側である図2の左側から、下流側である図2の右側に向かって基板が搬送される。
前側の装着ヘッド104と、後側の装着ヘッド107はともに1以上のノズルを取り付け可能である。また、複数のノズルが取り付けられている場合は、複数の部品を一括して吸着可能である。
また、装着ヘッド104は部品供給部106から吸着した部品を基板に装着する。装着ヘッド107は部品供給部109から吸着した部品を基板に装着する。
実施の形態1において、部品供給部106および部品供給部109のそれぞれには、一種類の部品が複数格納された部品カセットを1以上取り付け可能である。
装着ヘッド104はビーム105に沿ってX軸方向へ移動可能であり、装着ヘッド107はビーム108に沿ってX軸方向へ移動可能である。さらに、ビーム105およびビーム108のぞれぞれは独立してY軸方向に移動可能である。
この構成により、装着ヘッド104および装着ヘッド107のそれぞれは、互いに独立して所定の範囲内でXY平面上を移動する。
装着ヘッド104および装着ヘッド107はこのように移動することにより、第1コンベア101および第2コンベア102により基板載置領域まで搬送されてきた2枚の基板に対し部品を実装することができる。
また、部品実装機100は、部品実装基板を生産する際の生産モードとして、部品実装後の基板の搬出を各搬送コンベア間で同期させる同期モード、並びに、基板の搬入および部品実装後の基板の搬出を各搬送コンベアで独立して行わせる非同期モードのいずれをも採用し得る。
例えば、FレーンおよびRレーン上を搬送される2枚の基板を、図2に示すように、F基板およびR基板とする。この場合、同期モードおよび非同期モードそれぞれの場合の、基板と装着ヘッドとの組み合わせは以下の通りである。
同期モードの場合、原則として、F基板には前側の装着ヘッド104が部品を実装し、R基板には後側の装着ヘッド107が部品を実装する。つまり、独立モードが実行される。
これは、独立モードの方が交互打ちモードよりも装着ヘッド104および装着ヘッド107のY軸方向の移動距離が短く、結果として生産タクトが短縮されるからである。
また、非同期モードの場合、原則として、F基板およびR基板のいずれに対しても、装着ヘッド104と装着ヘッド107とが交互に部品を実装する。つまり、交互打ちモードが実行される。
これは、交互打ちモードで装着ヘッド104および装着ヘッド107を動作させた場合、装着ヘッド104および装着ヘッド107の部品の吸着動作による実装作業の中断期間が短く、結果として生産タクトが短縮されるからである。
例えば、非同期モードでF基板およびR基板を搬送させ、かつ、装着ヘッド104および装着ヘッド107を独立モードで動作させた場合を想定する。この場合、F基板には装着ヘッド104のみが装着する。そのため、装着ヘッド104が部品を吸着している間は、F基板への装着作業が中断する。このとき、R基板が装着ステージ上にない場合、装着ヘッド107に無駄な待ち時間が発生することになる。
しかし、装着ヘッド104および装着ヘッド107を交互打ちモードで動作させた場合、装着ヘッド104が部品を吸着している間に、装着ヘッド107がF基板へ部品の装着を行うことができる。そのため、F基板についての部品実装作業の中断を最小限に抑えることができる。
なお、同期モードにおける、F基板およびR基板と装着ヘッド104および装着ヘッド107との組み合わせが上記以外であっても基板への部品の実装は可能である。しかし、生産効率の観点から、同期モードに適した組み合わせとして上記の組み合わせが採用されている。
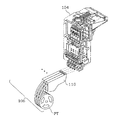
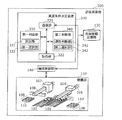
図3は、装着ヘッド104と部品供給部106との位置関係を示す模式図である。
装着ヘッド104は、上述のように1以上のノズルを取り付けることが可能であり、実施の形態1では、最大で8つのノズルを取り付けることができる。
また、8つのノズルは1列に並べられた4つのノズルが2列並ぶ構成になっている。そのため、最大4個の部品カセット110のそれぞれから部品を同時に(1回の上下動作で)吸着することができる。
また、実施の形態1において、各部品カセット110には、1つの部品リールPTが装填されている。部品リールPTは、一種類の部品を複数格納する部品テープが巻き取られた状態のものであり、部品リールPTから部品カセット110を介して部品実装機100に部品が供給される。
なお、複数の部品カセット110のそれぞれは、本発明の実装条件決定方法における部品格納手段の一例である。また、部品カセット110ではなく、パーツフィーダ、または部品トレイなどを部品格納手段として用いてもよい。
また、装着ヘッド107も装着ヘッド104と同じ構成であり、部品供給部109にセットされた複数の部品カセット110のそれぞれから部品を吸着し、基板に装着することができる。
なお、図1〜図3を用いて説明した部品実装機100が備える部品実装のための機器構成は、後述する実施の形態2における部品実装機200および実施の形態3における部品実装機300でも同じである。
図4は、実施の形態1における部品実装機100の主要な機能構成を示す機能ブロック図である。
図4に示すように、部品実装機100は、装着ヘッド104等を含む機構部150に加え、実装条件決定装置120と、実装情報記憶部130と、機構制御部140とを備える。
実装条件決定装置120は、部品実装機100の実装条件を決定する装置である。実施の形態1においては、実装条件の一種である生産モードを決定する。
具体的には、実装条件決定装置120は、一連の部品実装作業の開始前に、同期モードおよび非同期モードの中から、当該部品実装作業に適した生産モードを選択する。
実装条件決定装置120は、図4に示すように、通信部121と、取得部122と、算出部123と、選択部124とを有する。
通信部121は、実装条件決定装置120と、部品実装機100内の他の構成部および他の外部機器との情報のやり取りを行うための処理部である。
取得部122は、基板の搬送、部品の吸着、および部品の基板への実装などの部品実装作業の継続性に関連する情報を含む各種の実装情報を取得する処理部である。
実施の形態1においては、取得部122は、実装情報記憶部130に記憶されている、部品実装作業の継続性に関連する情報を含む部品情報等を取得する。
実装情報記憶部130に記憶されている実装情報については、図5を用いて後述する。
算出部123は、取得部122により取得された実装情報を用いて、部品実装機100が、同期モードおよび非同期モードのそれぞれで稼働した場合の生産効率を示す情報を算出する処理部である。
選択部124は、算出部123が実装情報を用いて算出した生産効率を示す情報から、同期モードおよび非同期モードのうちの生産効率の高い方を選択する処理部である。
実装条件決定装置120は、このような選択により決定した生産モードで部品実装機100が稼働するように、機構制御部140に各種の指示を行う。
機構制御部140は、これら指示に従い、機構部150に含まれる第1コンベア101および第2コンベア102等の動作を制御する。
また、実装条件決定装置120による決定結果は、通信部121を介して、例えば、格納した複数の基板を部品実装機100に投入するストッカ(図示せず)に伝えられる。
ストッカは、部品実装機100の各搬送コンベアに、決定された生産モードに対応するタイミングで複数の基板それぞれを投入する。
なお、実施の形態1の実装条件決定装置120が備える通信部121、取得部122、算出部123および選択部124の処理は、例えば、中央演算装置(CPU)、記憶装置、および情報の入出力を行うインターフェース等を有するコンピュータにより実現される。
例えば、CPUは、インターフェースを介して実装情報を取得する。CPUはさらに、各生産モードにおける生産効率の算出、および、算出結果に基づく生産モードの選択等を行う。コンピュータのこのような処理は、例えば本発明のプログラムをコンピュータが実行することにより実現される。
図5は、実施の形態1における実装情報のデータ構成の第1の例を示す図である。
図5に示すように、実装情報記憶部130には、部品実装作業の継続性に関連する情報を含む実装情報として部品情報および基板情報が記憶されている。
部品情報は、部品実装機100で各種の基板に実装される部品に関する情報である。
データ項目の“カセット番号”は、部品カセット110の種類を識別する情報である。例えば、カセット番号“C01”の部品カセット110には、部品種が“0603”である部品が格納されていることを示している。
また、員数とは、格納している部品の数である。つまり、“C01”の部品カセット110は、部品種が“0603”である部品が“2000”個格納されていることを示している。
また、データ項目の“継続供給”は、部品切れを生じさせることなく部品の継続供給が可能であるか否かを示す情報である。
例えば、部品カセット110に装填されている部品リールPTの部品テープが部品切れの状態に近づいた場合、その部品テープに、新たな部品テープに接続することにより、部品切れを生じさせないようにすることが可能である。
なお、このように部品テープをつなぐこと、または、部品テープをつなぐ技術は、例えばテープスプライシングと呼ばれる。
実施の形態1においては、データ項目の継続供給が“1”の部品カセット110は、テープスプライシングにより原則として部品切れを生じさせないことが可能な部品カセット110である。
また、データ項目の継続供給が“0”の部品カセット110は、テープ幅等の問題によりテープスプライシングが不可能であり、員数分だけ部品が吸着されると部品切れとなる部品カセット110である。
データ項目の“停止時間”は、部品カセット110の交換に伴う部品実装作業の停止時間であり、単位は秒/回である。
例えば、カセット番号“C04”の部品カセット110が部品切れとなった場合に、部品実装作業を240秒間停止させる必要があることとが示されている。
つまり、“C04”の部品カセット110が部品切れとなり、当該部品カセット110が配置された側のレーンでの部品実装作業が停止してから、オペレータによる新たな“C04”の部品カセット110の調達および交換がなされ、部品実装作業が再開するまで、240秒程度の時間が必要であることを意味する。
また、データ項目の継続供給が“1”の部品カセット110については、上述のようにテープスプライシングにより部品切れとならないため、停止時間としては“0”が記録されている。
基板情報は、部品実装機100で部品を実装する基板の情報であり、基板の種類ごとに情報が記録されている。
具体的には、基板の種類ごとの、実装される部品である使用部品を示す情報と、基板1枚あたりの部品種ごとの使用数とが記録されている。
例えばA基板には、部品種が“D32QFP”の部品を20個実装する必要があることが示されている。また、他の部品種についてもA基板1枚あたりの使用数が示されている。
実装条件決定装置120は、上記の部品情報および基板情報を取得し、部品実装機100が同期モードおよび非同期モードで稼働した場合の生産効率を示す情報を算出する。また、算出結果から、生産効率の高い方の生産モードを選択する。
なお、上述の“基板の種類”とは、部品の実装位置または実装すべき部品の種類により特定されるものである。つまり、物理的に分離した2枚の基板であっても、実装する部品の種類と位置とが同一であれば同種の基板である。
また、物理的に1枚の基板であっても、その基板が両面に部品が実装される両面基板であり、それぞれの面に実装する部品の種類または実装位置が異なれば、部品実装機100においてどちらの面に部品を実装するかにより、異なる種類の基板として取り扱われる。
次に、実施の形態1における部品実装機100および実装条件決定装置120の動作について図6〜図17を用いて説明する。
まず図6〜図10を用いて、部品実装機100が同期モードで稼働した場合、および非同期モードで稼働した場合の基本的な動作について説明する。
なお、部品実装機100が、図5の基板情報に示されるA基板とB基板とに対し部品を実装する場合を想定し、以下の説明を行う。
この場合、部品実装機100は2つのレーンを有するため、例えば、図6に示すように、A基板にFレーンが割り当てられ、B基板にRレーンが割り当てられる。
図6は、実施の形態1の部品実装機100における部品カセット110の配置例および基板の割り当て例を示す図である。
また、図6に示すように、部品供給部106および部品供給部109には、それぞれ、図5の部品情報に示されるC01〜C05の部品カセット110をセット可能である。
なお、実施の形態1では、部品供給部106および部品供給部109のそれぞれにセットされた同種の部品カセット110には、それぞれ図5の部品情報に示される員数の部品が格納されており、この状態で部品実装基板の生産が開始されるものとする。
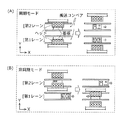
図7(A)は、実施の形態1の部品実装機100における同期モードの概要を説明するための図であり、図7(B)は、実施の形態1の部品実装機100における非同期モードの概要を説明するための図である。
まず図7(A)を用いて部品実装機100が同期モードで稼働する場合の動作の概要の説明を行う。
[1]Fレーン上の基板載置領域に基板Aが到着し、Rレーン上の基板載置領域に基板Bが到着すると、基板Aおよび基板Bへの部品の実装が開始される。
具体的には、装着ヘッド104がFレーン上の基板Aに部品を実装し、装着ヘッド107がRレーン上の基板Bに部品を実装する。
[2]基板Aへの部品の実装が完了し、かつ、基板Bへの部品の実装が完了すると、基板Aおよび基板Bは同時に下流側へ搬出される。
以降、所定の生産枚数に達するまで、上記[1]および[2]の動作が繰り返される。
このように、同期モードでは2枚の基板が揃うと部品の実装が開始され、当該2枚の基板への部品の実装が完了すると2枚揃って搬出される。
従って、例えばA基板とB基板とで1つの基板ユニットが構成される場合に、中間在庫を極小化することができる。また、A基板とB基板とが、1枚の両面基板の裏と表の関係にある場合も同様に中間在庫を極小化することができる。
また、装着ヘッド104および装着ヘッド107のそれぞれは、2枚の基板のうち、自身に近い方の基板のみに対し部品を実装する。つまり、装着ヘッド104および装着ヘッド107は独立モードで動作し、これにより、Y軸方向の移動距離は比較的短いものになる。
次に図7(B)を用いて部品実装機100が非同期モードで稼働する場合の動作の概要の説明を行う。
なお、図7(B)は、基板Aおよび基板Bに対する部品実装作業が開始されて所定の期間が経過した後の様子を表している。
[1]Fレーン上の基板Aへの部品の実装が完了すると、Rレーンでの部品実装作業の進行に関係なく、当該基板Aは下流側へ搬出される。
[2]装着ヘッド104および装着ヘッド107は、協調しながらRレーン上の基板Bに部品を実装する。この間に、Fレーン上の基板載置領域に基板Aが搬送される。
[3]基板Bへの部品の実装が完了すると、当該基板Bは下流側へ搬出される。また、装着ヘッド104および装着ヘッド107は、Fレーン上の基板載置領域に到着済みの基板Aへの部品の実装を開始する。
[4]Fレーン上で基板Aへの部品の実装が行われている間に、Rレーン上の基板載置領域まで基板Bが搬送される。
以降、所定の生産枚数に達するまで、FレーンおよびRレーンでの互いに独立した部品実装作業が繰り返される。
このように、非同期モードでは、それぞれのレーン上の基板の搬送、部品の実装、および搬出等の部品実装作業が、他のレーンでの部品実装作業の進行に関係なく進められる。
従って、仮に1つのレーンでの部品実装作業が停止した場合であっても、他のレーンでの部品実装作業は継続される。
しかしながら、非同期モードの場合は、1枚の基板に対し交互打ちモードにより部品を実装するため、装着ヘッド104および装着ヘッド107のY軸方向の移動距離が長くなる。結果として、上述のように、装着ヘッド104および装着ヘッド107が自身に近い基板にのみ部品を実装する場合よりも、生産タクトは長くなる。
そのため、同期モードと非同期モードのスループットを比較すると、原則、同期モードの方がスループットが大きくなると考えられる。
図8は、実施の形態1における同期モードおよび非同期モードそれぞれの場合のスループットの値の例を示す図である。
図8に示すように、例えば、同期モードにおけるA基板およびB基板の生産タクトを32秒とする。また、非同期モードにおけるA基板の生産タクトを40とし、B基板の生産タクトを36秒とする。
なお、同期モードの場合、部品の実装が完了後のA基板とB基板とは同期して搬出される。そのため、例えば、B基板のみを考えた場合の生産タクトが25秒であっても、A基板の生産タクトが32秒であれば、両基板とも生産タクトは32秒となる。
このような想定の下で、1時間当たりの各モードのA基板とB基板との合計の生産枚数を計算すると、同期モードの場合は225枚となり、非同期モードの場合は190枚となる。
しかし、この計算結果は、部品実装作業がいずれのレーンにおいても停止しないと仮定した上での計算結果である。現実には、部品切れ等により、少なくともいずれかのレーンでの部品実装作業を停止せざるを得ない場合がある。
このように、いずれかのレーンでの部品実装作業を停止する場合、その停止時間のスループットに対する影響は、非同期モードの場合よりも同期モードの場合の方が大きい。
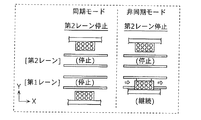
図9(A)は、同期モードの場合の部品実装作業の停止時間のスループットに対する影響の大きさを説明するための図であり、図9(B)は、非同期モードの場合の部品実装作業の停止時間のスループットに対する影響の大きさを説明するための図である。
図9(A)に示すように、部品実装機100が同期モードで稼働中に、例えば部品供給部106の1つの部品カセット110が部品切れとなり、Fレーンでの部品実装作業がX秒停止した場合を想定する。
この場合、Rレーンでは少なくとも基板Bの搬出を行うことはできない。つまり、Fレーン、Rレーンともに部品実装作業がX秒停止することになる。
その後、Rレーンでの部品実装作業がY秒停止した場合、同様に、Fレーン、Rレーンともに部品実装作業がY秒停止することになる。
結果として、FレーンおよびRレーンでの部品実装作業の停止期間はともに(X+Y)秒となる。
これに対し、非同期モードでは、それぞれのレーンの停止は他のレーンに影響しない。
例えば、図9(B)に示すように、部品実装機100が非同期モードで稼働中に、Fレーンでの部品実装作業がX秒停止した場合、その停止の間、Rレーンでの部品実装作業は継続される。
その後、Rレーンでの部品実装作業がY秒停止した場合、その停止の間、Fレーンでの部品実装作業は継続される。
結果として、Fレーンでの部品実装作業の停止期間はX秒であり、Rレーンでの部品実装作業の停止期間はY秒である。つまり、それぞれ、同期モードの場合より短くなる。
以上のことから、FレーンおよびRレーンそれぞれの実稼働時間は、停止時間(XとY)が長くなるほど、非同期モードよりも同期モードの方がより大きく減少する。つまり、スループットはより大きく低下する。
図10は、同期モードおよび非同期モードそれぞれの場合のスループットと停止時間との相関関係を示す図である。
図10に示すように、停止時間が0であれば、同期モードの方がスループットは大きい。例えば、図8に示すように、同期モードのスループットは225枚/時間となり、同期モードのスループットは190枚/時間となる。
しかし、FレーンおよびRレーンでの部品実装作業の停止時間が長くなるに従い、同期モードおよび非同期モードのスループットは近接し、損益分岐点を超えると、非同期モードの方がスループットは大きくなる。
そこで、実施の形態1の実装条件決定装置120は、部品実装機100による部品実装基板の生産の開始前に、部品実装作業の継続性を示す情報に基づき、部品実装基板の生産の開始前に、同期モードおよび非同期モードのうち、生産効率が高い方の生産モードを選択する。
また、選択した生産モードで部品実装機100が稼働するように、機構制御部140に各種の指示を行う。
このような実施の形態1の実装条件決定装置120が行う各種の情報処理について、図11〜図17を用いて説明する。
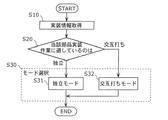
図11は、実施の形態1の実装条件決定装置120による生産モード選択に係る処理の流れの第1の例を示すフロー図である。
まず、実装条件決定装置120の取得部122は、通信部121を介し、実装情報記憶部130から、並列して行われる予定のそれぞれの部品実装作業の継続性に関連する情報を含む実装情報を取得する(S1)。
具体的には、部品実装の対象であるA基板およびB基板についての基板情報と、これら基板に実装すべき部品についての部品情報とを取得する。
算出部123は、これら実装情報を用いて、部品実装機100が、同期モードおよび非同期モードのそれぞれで稼働した場合の生産効率を示す情報を算出する(S2)。
例えば、FレーンおよびRレーンそれぞれにおける部品実装作業の予測停止時間を求め、求められた予測停止時間から各生産モードで部品実装機100が稼働した場合のスループットを算出する。
選択部124は、算出部123により算出された生産効率を示す情報から、同期モードおよび非同期モードのうちの生産効率の高い方を選択する(S3)。
すなわち、同期モードの方が生産効率が高い場合(S4で同期)、同期モードを選択する(S5)。また、非同期モードの方が生産効率が高い場合(S4で非同期)、非同期モードを選択する(S6)。
実装条件決定装置120は、このような選択により決定した生産モードで部品実装機100が稼働するように、機構制御部140に各種の指示を行う。
図12(A)は、図11に示す処理に用いられる、基板Aについての情報の具体例を示す図であり、図12(B)は、図11に示す処理に用いられる、基板Bについての情報の具体例を示す図である。
なお、図12(A)および図12(B)に示す各種の数値は、図5に示す部品情報および基板情報に含まれる数値、並びにそれら数値により算出された数値である。
算出部123は、取得部122により取得された部品情報および基板情報に示される数値から、各基板についての基板1枚あたりの予測停止時間を算出する。
具体的には、各基板に実装すべき部品の部品切れによる停止頻度と、部品カセット110の交換に伴う停止時間とから、部品種ごとの単位停止時間を算出する。さらに、それぞれの基板について部品カセット110ごとの単位停止時間を合算する。
例えば、A基板については、カセット番号が“C02”および“C03”の部品カセット110は継続供給が“1”であるため、部品切れは生じない。そのため、単位停止時間はともに“0”である。
カセット番号が“C04”の部品カセット110は継続供給が“0”であり、員数は200である。また、A基板のD32QFPの使用数は1枚あたり20個である。
これらから、10枚の基板Aそれぞれに20個のD32QFPを実装すると1回停止することが分かる。つまり停止頻度は10枚/回である。
また、“C04”の部品カセット110が部品切れとなった場合の停止時間は240秒である。すなわち、基板A10枚につき240秒間停止することになる。
これを基板A1枚あたりに換算すると停止時間は24秒である。つまり、“C04”の部品カセット110についての単位停止時間は24秒/枚となる。
また、同様の計算方法により、“C05”の部品カセット110についての単位停止時間は6秒/枚と算出される。以上から基板A1枚あたりの予測停止時間は30秒/枚と算出される。
さらに、B基板についても、部品カセット110ごとに単位停止時間が求められ、基板B1枚あたりの予測停止時間は17秒/枚と算出される。
さらに、算出部123は、これらA基板およびB基板それぞれの基板1枚あたりの予測停止時間を用い、同期モードおよび非同期モードそれぞれの場合の生産効率を示す情報を算出する。
なお、非同期モードの場合、図7(B)の説明で述べたように、A基板およびB基板ともに、装着ヘッド104および装着ヘッド107の双方により部品が実装される。
そのため、A基板およびB基板に実装されるD32QFPは、部品供給部106および部品供給部109にセットされた2つの“C04”の部品カセット110から供給することが可能である。A基板およびB基板に実装される部品であるコネクタについても同様である。
この場合、A基板およびB基板それぞれについての単位停止時間は図12に示す値とは異なる。
しかし、本発明の特徴を明確に説明するために、非同期モードの場合であっても、Fレーン上を搬送される基板Aには、部品供給部106にセットされた“C04”の部品カセット110から供給されるD32QFPが実装され、部品供給部106にセットされた“C05”の部品カセット110から供給されるコネクタが実装される場合を想定する。
また、Rレーン上を搬送される基板Bには、部品供給部109にセットされた“C04”の部品カセット110から供給されるD32QFPが実装され、部品供給部109にセットされた“C05”の部品カセット110から供給されるコネクタが実装される場合を想定し、以下の説明を行う。
図13は、算出部123により算出された同期モードおよび非同期モードそれぞれの場合の生産効率を示す情報の第1の例を示す図である。
同期モードの場合、無停止であれば、A基板およびB基板それぞれについての生産タクトは32秒/枚である(図8参照)。
しかし、図12に示すように、部品切れによる基板1枚あたりの予測停止時間は、A基板については30秒/枚であり、B基板については17秒/枚である。
また、同期モードの場合は、図9(A)に示すように、それぞれのレーンでの部品実装作業の停止時間は、各レーンでの停止時間が合算された値となる。
従って、算出部123は、A基板およびB基板それぞれの、予測停止時間を考慮した基板1枚あたりの生産タクトとして、32+(30+17)=79秒と算出する。
つまり、79秒で1枚のA基板と1枚のB基板とに対する部品実装作業が完了することになる。この結果から、算出部123は、同期モードの場合の基板1枚あたり生産タクトTsを39.5秒と算出する。
一方、非同期モードの場合、無停止であれば、A基板についての生産タクトは40秒/枚であり、B基板についての生産タクトは36秒/枚である(図8参照)。
また、非同期モードの場合は、図9(B)に示すように、それぞれのレーンでの部品実装作業の停止時間は、他のレーンでの部品実装作業の停止時間に影響しない。
従って、算出部123は、A基板の、予測停止時間を考慮した基板1枚あたりの生産タクトを40+30=70秒と算出する。また、B基板の、予測停止時間を考慮した基板1枚あたりの生産タクトを36+17=53秒と算出する。
つまり、70秒と53秒の最小公倍数である3710秒で、53枚のA基板と70枚のB基板からなる123枚の基板に対する部品実装作業が完了することになる。従って、算出部123は、非同期モードの場合の基板1枚あたり生産タクトTaを3710÷123から求められる約30.2秒と算出する。
選択部124は、算出部123によるこれらの生産効率を示す情報から、生産効率の高い方の生産モードを選択する。
具体的には、同期モードの場合の生産タクトTsと非同期モードの場合の生産タクトTaとを比較すると、Taの方が短い。また、これは、非同期モードの場合のスループットが、同期モードの場合のスループットよりも大きいことを意味する。以上の結果から、選択部124は、非同期モードを選択する。
実装条件決定装置120は、以上のような情報処理により、部品実装機100が部品実装基板の生産を開始する前に、同期モードおよび非同期モードのいずれが適切であるかを決定する。また、決定された生産モードで部品実装機100が稼働するように、機構制御部140に各種の指示を行う。
また、実装条件決定装置120による生産モードの決定結果は、例えば、部品実装機100が備える表示装置に表示される。オペレータは、表示された生産モードに応じ、部品供給部106および部品供給部109のそれぞれに各種の部品カセット110をセットする。
機構制御部140は、例えば、実装条件決定装置120からの各種の指示を受けることにより、または、オペレータによる生産開始の指示を受けることにより、Fレーンでの部品実装作業と、Rレーンでの部品実装作業とが非同期で実行されるよう機構部150を制御する。
このように、実施の形態1の実装条件決定装置120は、部品実装機100が部品実装基板の生産を開始する前に、同期モードおよび非同期モードのうちの生産効率のいずれが適切であるかを定量的な判断に基づいて決定することができる。
なお、部品情報および基板情報は、基板に実装すべき部品の供給元である部品カセット110の員数、その部品の基板1枚あたりの使用数、および、その部品カセット110の交換により部品実装作業が停止する時間等を含む。また、これら員数等から、部品実装作業の停止時間の予測値を算出することができる。
そのため、部品情報および基板情報は、部品実装作業の継続性に関連する情報を含む実装情報である。
このような実装情報は、図5に示す部品情報および基板情報に限られず他にも存在する。例えば、部品の吸着ミスおよび装着ミスが発生した場合、そのミスの処理のための作業により、部品を基板に実装するという実質的な部品実装作業が停止する場合がある。
また、部品および基板に関する不具合のみならず、部品実装機100のハードウェアおよびソフトウェアの不具合等により、実質的な部品実装作業が停止する場合もある。
つまり、部品の吸着率および装着率、並びに、部品実装機100の稼働率などの各種の実績値を示す情報も、部品実装作業の継続性に関連する情報である。
従って、実装条件決定装置120は、これらの情報に基づいて部品実装機100の生産モードを決定することもできる。
図14は、実施の形態1における実装情報のデータ構成の第2の例を示す図である。
図14に示す例では、部品実装作業の継続性に関連する情報を含む実装情報として、吸着率および装着率を含む部品情報、稼働率情報、および基板情報が記憶されている。
ここで、図14に示す基板情報は、図5に示す基板情報と同じである。しかし、図14に示す部品情報は、図5に示す部品情報とは異なり、部品種ごとの吸着率および装着率が記録されている。
これら、吸着率および装着率は、過去の実績から求められた値である。例えば、部品種“0603”の部品は吸着率が“98%”である。これは、部品種“0603”の部品について過去の所定の期間内に100回に2回の割合で吸着の際に何らかのミスが発生していたことを意味する。
なお、吸着率に換えて、吸着ミス率が記憶されていてもよい。また装着率に換えて装着ミス率が記憶されていてもよい。
さらに、これら吸着率等は部品種ごとに記憶されていなくてもよい。例えば、ノズルの種類ごとに吸着率等が記憶されていてもよい。この場合、装着ヘッド104および装着ヘッド107の各ノズルと、各ノズルに吸着される部品との対応を示す情報、および基板情報を用いることで、基板1枚あたりの吸着ミスまたは装着ミスの発生頻度等が特定される。
また、図14に示す稼働率情報は、レーンごとの稼働率を示す情報を含んでいる。つまり、これら稼働率は、並列して行われた部品実装作業それぞれに対応する部品実装機100の稼働率であり、過去の実績から求められた値である。
例えば、Fレーンの稼働率は“98%”である。これは、Fレーンが例えば第1コンベア101の不具合により、所定の期間の稼働実績において100時間あたり2時間の割合で。Fレーンでの部品実装作業が停止していたことを意味する。
なお、図14に示す各稼働率は、部品切れ、吸着ミスおよび装着ミスに起因する停止時間は考慮されていない値である。
実装条件決定装置120の取得部122は、これら情報を、通信部121を介して実装情報記憶部130から取得する。算出部123はこれら情報から、部品実装機100が同期モードおよび非同期モードで稼働した場合の生産効率を示す情報を算出する。
図15は、実施の形態1の実装条件決定装置120による生産モード選択に係る処理の流れの第2の例を示すフロー図である。
なお、図11に示すフロー図と同じく、部品実装機100がA基板とB基板のそれぞれ複数枚に部品を実装する場合の生産モードを選択する場合を想定し、以下の説明を行う。
まず、実装条件決定装置120の取得部122は、並列して行われる予定のそれぞれの部品実装作業において実装される部品の種類ごとの吸着率または装着率を示す情報を含む実装情報を取得する(S11)。
または、取得部122は、部品実装機100で並列して行われた部品実装作業それぞれに対応する部品実装機100の稼働率を示す情報を含む実装情報を取得する(S11)。
具体的には、取得部122は、通信部121を介し、実装情報記憶部130から、A基板およびB基板に実装される部品についての吸着率等を含む部品情報と基板情報とを取得する。または、実装情報記憶部130から稼働率情報を取得する。
ここでは、取得部122が部品情報と基板情報とを取得した場合を想定し、以降の処理を説明する。
算出部123は、部品情報に含まれる部品種ごとの吸着率または装着率を用いて、吸着ミスまたは装着ミスを起因とする各レーンにおける部品実装作業の予測停止時間を求める。さらに、求めた予測停止時間から各生産モードで部品実装機100が稼働した場合の生産効率を示す情報を算出する(S12)。
選択部124は、算出部123により算出された生産効率を示す情報から、同期モードおよび非同期モードのうちの生産効率の高い方を選択する(S13)。
すなわち、同期モードの方が生産効率が高い場合(S14で同期)、同期モードを選択する(S15)。また、非同期モードの方が生産効率が高い場合(S14で非同期)、非同期モードを選択する(S16)。
実装条件決定装置120は、このような選択により決定した生産モードで部品実装機100が稼働するように、機構制御部140に各種の指示を行う。
図16(A)は、図15に示す処理に用いられる、基板Aについての情報の具体例を示す図であり、図16(B)は、図15に示す処理に用いられる、基板Bについての情報の具体例を示す図である。
なお、図16(A)および図16(B)に示す各種の数値は、図15に示す部品情報および基板情報に含まれる数値、並びにそれら数値により算出された数値である。
算出部123は、例えば、各基板に実装すべき部品についての吸着率から基板1枚あたりの部品種ごとの吸着ミスの個数を算出する。算出した個数と、1個の部品の吸着ミスによる部品実装作業の停止時間とから、部品種ごとの単位停止時間を算出する。さらに、それぞれの基板について部品種ごとの単位停止時間を合算する。
例えば、A基板については、“1005”の部品の使用数は200であり、“1005”の部品についての吸着率は99%である。従って、A基板1枚あたりの“1005”の部品についての吸着ミス数は2個/枚と算出される。
また、1個の部品に対する吸着ミスの発生による部品実装作業の停止時間、例えば、正しい姿勢で吸着されなかった1個の部品の廃棄に要する時間は2秒である。
これは、A基板に部品を実装するFレーンでは、この1個の部品の廃棄のための機構部150の動作により、実質的な部品実装作業がおよそ2秒停止することを意味している。
これらから、“1005”の部品についての単位停止時間は4秒/枚であると算出される。
また、同様の計算方法により、他の部品種についての単位停止時間も算出され、これらが合算されることで、基板A1枚当たりの予測停止時間は16秒/枚と算出される。
さらに、B基板についても、部品種ごとに単位停止時間が求められ、基板B1枚あたりの予測停止時間は15秒/枚と算出される。
なお、1個の部品に対する吸着ミスの発生による部品実装作業の停止時間は、実施の形態1では、全ての部品種で共通の値であり、予め算出部123が取得している値である。
しかし、この停止時間は、部品種ごとに異なっていてもよい。また、例えば、実装情報記憶部130に記憶されていてもよい。この場合、算出部123は、取得部122を介して当該停止時間を取得すればよい。
算出部123は、以上の処理により算出したA基板およびB基板それぞれの1枚当たりの予測停止時間を用い、同期モードおよび非同期モードそれぞれの場合の生産効率を示す情報を算出する。
図17は、算出部123により算出された同期モードおよび非同期モードそれぞれの場合の生産効率を示す情報の第2の例を示す図である。
同期モードの場合、無停止であれば、A基板およびB基板それぞれについての生産タクトは32秒/枚である(図8参照)。
しかし、図16に示すように、部品切れによる基板1枚あたりの予測停止時間が、A基板については16秒/枚であり、B基板については15秒/枚と予測である。
また、同期モードの場合は、図9(A)に示すように、それぞれのレーンでの部品実装作業の停止時間は、各レーンの停止時間が合算された値となる。
従って、算出部123は、A基板およびB基板それぞれの、予測停止時間を考慮した基板1枚あたりの生産タクトとして、32+(16+15)=63秒と算出する。
つまり、63秒で1枚のA基板と1枚のB基板とに対する部品実装作業が完了することになる。この結果から、算出部123は、同期モードの場合の基板1枚あたり生産タクトTsを31.5秒と算出する。
一方、非同期モードの場合、無停止であれば、A基板についての生産タクトは40秒/枚であり、B基板についての生産タクトは36秒/枚である(図8参照)。
また、非同期モードの場合は、図9(B)に示すように、それぞれのレーンでの部品実装作業の停止時間は、他のレーンでの部品実装作業の停止時間に影響しない。
従って、算出部123は、A基板の、予測停止時間を考慮した基板1枚あたりの生産タクトを40+16=56秒と算出する。また、B基板の、予測停止時間を考慮した基板1枚あたりの生産タクトを36+15=51秒と算出する。
つまり、56秒と51秒の最小公倍数である2856秒で、51枚のA基板と56枚のB基板からなる107枚の基板に対する部品実装作業が完了することになる。従って、算出部123は、非同期モードの場合の基板1枚あたり生産タクトTaを2856÷107から求められる約26.7秒と算出する。
選択部124は、算出部123による算出結果から、生産効率の高い方の生産モードを選択する。
具体的には、同期モードの場合の生産タクトTsと非同期モードの場合の生産タクトTaとを比較すると、Taの方が短い。また、これは、非同期モードの場合のスループットが、同期モードの場合のスループットよりも大きいことを意味する。以上の結果から、選択部124は、非同期モードを選択する。
実装条件決定装置120は、以上のような情報処理により、部品実装機100が部品実装基板の生産を開始する前に、同期モードおよび非同期モードのいずれが適切であるかを定量的な判断に基づいて決定する。
なお、部品の装着率を用いる場合も、上記の吸着率を用いた場合と同様の処理で生産モードが決定される。
例えば、算出部123は、部品種ごとの装着率と、装着ミスが発生した場合の部品1個あたりの部品実装作業の停止時間とから、基板1枚あたりの予測停止時間を求める。
装着ミスが発生した場合の部品1個あたりの部品実装作業の停止時間は、例えば、部品の装着時に部品がノズルから離れず、いわゆる部品の持ち帰りが発生した場合の当該部品の廃棄作業に要する時間などから求められる。
さらに、無停止の場合の各基板についての生産タクトと予測停止時間とから、同期モードおよび非同期モードの場合の予測停止時間を考慮した生産タクトが算出される。
その算出方法は、図17に示す算出方法と同様であり、同期モードの場合は、A基板およびB基板ともに、1枚あたりの生産タクトは、無停止の場合の生産タクト(32秒/枚)に双方の基板1枚あたりの予測停止時間が加算される。
また、非同期モードの場合は、A基板1枚あたりの生産タクトは、無停止の場合の生産タクト(40秒/枚)にA基板1枚あたりの予測停止時間が加算される。また、B基板1枚あたりの生産タクトは、無停止の場合の生産タクト(36秒/枚)にB基板1枚あたりの予測停止時間が加算される。
これらの結果から、同期モードおよび非同期モードの場合における生産タクトであるTsとTaとが算出される。さらに、算出されたTsとTaとから、生産効率の高い生産モードが選択される。
また、稼働率を用いて生産モードを決定する場合は以下のような処理が行われる。
例えば、図14に示すように、Fレーンでの部品実装作業についての部品実装機100の稼働率が98%であり、Rレーンでの部品実装作業についての部品実装機100の稼働率稼働率が96%である場合を想定する。
この場合、1時間(3600秒)あたりの予測停止時間は、Fレーンで72秒となり、Rレーンで144秒となる。
つまり、同期モードの場合、算出部123は、FレーンおよびRレーンでの部品実装作業の予測停止時間を72+144=216秒と算出する。
ここで、同期モードの場合のA基板およびB基板それぞれの生産タクトを32秒/枚とすると、同期モードの場合のスループットPsは、下記の(式1)により求められる。
Ps=((3600−216)/32)+((3600−216)/32) (式1)
これを計算すると、約212枚/時間となる。
また、非同期モードの場合のA基板およびB基板それぞれの生産タクトを40秒/枚および36秒/枚とすると、この場合のスループットPaは、下記の(式2)により求められる。
Pa=((3600−72)/40)+((3600−144)/36) (式2)
これを計算すると、約184枚/時間となる。
選択部124は、PsとPaとが、Ps>Paの関係にあることから、スループットが他方より大きい同期モードを、部品実装機100の生産モードとして選択する。
なお、本算出で用いた稼働率は、部品切れによる停止時間等の、部品または基板に起因する停止時間を考慮していない。
従って、例えば、使用部品の全てがテープスプライシングにより継続供給が可能であり、かつ、部品の吸着ミスおよび装着ミスが非常に少ない場合など、部品実装機100自身の問題に起因する停止時間が、部品実装作業の停止時間に対して支配的となる場合、上記のような稼働率を用いて生産モードを選択する方法は有効である。
また、同様に、部品切れとなる頻度が非常に低く、かつ、部品実装機100自体が何らかのエラーを起こす可能性が非常に低い場合など、部品の吸着ミスまたは装着ミスの発生が、部品実装作業の停止時間に対して支配的となる場合、部品の吸着率または装着率を用いて生産モードを選択する方法は有効である。
また、これら部品実装作業の継続性に関連する各種の情報を重ね合わせて、部品実装機100の生産モードを決定することもできる。
例えば、部品切れによる予測停止時間と、吸着ミスを起因とする予測停止時間とを足し合わせた数値を用いて、同期モードおよび非同期モードのそれぞれの場合の生産効率を示す情報を算出してもよい。
つまり、部品実装作業の継続性に影響する各種の事象の中から、何か1つの事象(例えば部品切れ)が支配的であれば、その事象を起因とする停止時間等を用いて、同期モードおよび非同期モードのそれぞれの場合の生産効率を示す情報を算出すればよい。
また、複数の事象のいずれも無視できない程度に部品実装作業の継続性に影響を与えるのであれば、それら複数の事象による停止時間等を合算した値を用いて、同期モードおよび非同期モードのそれぞれの場合の生産効率を示す情報を算出すればよい。
以上、説明したように、実施の形態1の実装条件決定装置120は、部品情報等の、部品実装基板の生産に用いられる各種要素に固有の情報に基づいて生産モードを決定することができる。そのため、オペレータに依存することなく、かつ定量的な判断により適切な生産モードが決定される。
また、この決定は、部品実装基板の生産開始前に行うことができるため、生産を開始した後に、各搬送コンベアに対する基板の投入タイミングの変更等の複雑な制御をする必要はない。
なお、実施の形態1において、実装条件決定装置120は、並列に配置された2つの搬送コンベアを備えた部品実装機100に適した生産モードの選択を行っている。
しかし、実装条件決定装置120は、並列に配置された3以上の搬送コンベアを備えた部品実装機に適した生産モードの選択を行ってもよい。
例えば3つの搬送コンベアを備えた部品実装機、つまり3レーンで部品実装基板の生産を並列に行う部品実装機について、生産モードの選択を行う場合を想定する。
この場合、算出部123は、各種の部品カセット110の員数、各基板の部品種ごとの使用数、各基板とそれら基板が搬送されるレーンとの対応などの実装情報から、部品実装基板の生産の開始前に、各レーンについての予測停止時間を算出する。
さらに、算出部123は、これら予測停止時間を用いて、同期モードおよび非同期モードのそれぞれの場合の生産効率を示す情報を算出する。これにより、同期モードおよび非同期モードのどちらが生産効率が高いかを判断することができる。
また、実施の形態1では、実装条件決定装置120は、1台の部品実装機100が部品実装基板を生産する場合の生産モードの選択を行っている。
しかし、実装条件決定装置120は、例えば、複数の部品実装機100が連結されることにより、2つの並列するレーンを有する1つの生産ラインが構成されている場合に、当該生産ラインに適した生産モードを選択することもできる。
例えば、2台の部品実装機100が連結された生産ラインの場合を想定する。さらに、上流側の部品実装機100のFレーンの停止時間をXとし、Rレーンの停止時間をYとする。また、下流側の部品実装機100のFレーンの停止時間をWとし、Rレーンの停止時間をZとする。
この場合、同期モードであれば、Fレーン全体およびRレーン全体についての予測停止時間はいずれも原則としてX+Y+W+Zになる。
また、非同期モードであれば、Fレーン全体についての予測停止時間は原則としてX+Wとなり、Rレーン全体についての予測停止時間は原則としてY+Zとなる。
これらのことから、Fレーン全体およびRレーン全体それぞれの同期モードおよび非同期モードそれぞれの場合のスループットは求められる。さらに、当該生産ライン全体としての同期モードおよび非同期モードそれぞれの場合のスループットを求めることができる。
従って、これらのスループットを比較することにより、同期モードおよび非同期モードのどちらが生産効率が高いかを判断することができる。
(実施の形態2)
本発明の実施の形態2における部品実装機200の構成について図18〜図22を用いて説明する。
なお、部品実装機200が備える部品実装のための機器構成は、図1〜図3を用いて説明した実施の形態1における部品実装機100と同じであるため、その説明は省略する。
また、部品実装機200は、部品実装基板を生産する際の生産モードとして独立モードおよび交互打ちモードのいずれをも採用し得る。
独立モードとは、装着ヘッド104および装着ヘッド107のそれぞれに、第1コンベア101および第2コンベア102のうちの、部品の供給元である部品供給部に近い搬送コンベアにより搬送される基板にのみ部品を実装させる生産モードである。
つまり、独立モードの場合、装着ヘッド104は、装着ヘッド104への部品の供給元である部品供給部106に近い第1コンベア101により搬送される基板にのみ部品を実装する。また、装着ヘッド107は、装着ヘッド107への部品の供給元である部品供給部109に近い第2コンベア102により搬送される基板にのみ部品を実装する。
また、交互打ちモードとは、装着ヘッド104および装着ヘッド107に、第1コンベア101および第2コンベア102により搬送される双方の基板に交互に部品を実装させる生産モードである。
例えば、Fレーン上およびRレーン上を搬送される2枚の基板を、図2に示すように、F基板およびR基板とする。この場合、独立モードおよび交互打ちモードそれぞれの場合の、基板と装着ヘッドとの組み合わせは以下の通りである。
独立モードの場合、F基板には前側の装着ヘッド104のみが部品を実装し、R基板には後側の装着ヘッド107のみが部品を実装する。
また、交互打ちモードの場合、F基板およびR基板のいずれに対しても、装着ヘッド104と装着ヘッド107とが交互に部品を実装する。
図18は、実施の形態2における部品実装機200の主要な機能構成を示す機能ブロック図である。
図18に示すように、部品実装機200は、装着ヘッド104等を含む機構部150に加え、実装条件決定装置220と、実装情報記憶部130と、機構制御部140とを備える。
実装条件決定装置220は、部品実装機200の実装条件を決定する装置である。実施の形態2においては、実装条件の一種である生産モードを決定する。
具体的には、一連の部品実装作業の開始前に、独立モードおよび交互打ちモードの中から、当該部品実装作業に適した生産モードを選択する。
実装条件決定装置220は、図18に示すように、通信部221と、取得部222と、判断部223と、選択部224とを有する。
通信部221は、実装条件決定装置220と、部品実装機200内の他の構成部および外部の機器との情報のやり取りを行うための処理部である。
取得部222は、部品実装機200で行われることが予定される部品実装作業に用いられる基板または部品に関連する情報を含む各種の実装情報を取得する処理部である。
実施の形態2においては、取得部222は、上記各種の実装情報として、実装情報記憶部130に記憶されている基板データ130a等を取得する。
実装情報記憶部130は、基板データ130a、部品ライブラリ130b、供給部データ130c、およびノズルデータ130dを記憶する記憶装置である。
実装情報記憶部130に記憶されている各種の実装情報については、図19〜図22を用いて後述する。
判断部223は、取得部222により取得された実装情報を用いて、独立モードおよび交互打ちモードのどちらが予定される部品実装作業に適した生産モードであるかを判断する処理部である。
選択部224は、判断部223により部品実装機200に適していると判断された方の生産モードを、部品実装機200の生産モードとして選択する処理部である。
実装条件決定装置220は、このような選択により決定した生産モードで部品実装機200が稼働するように、機構制御部140に各種の指示を行う。
機構制御部140は、これら指示に従い、機構部150に含まれる装着ヘッド104および装着ヘッド107等の動作を制御する。
なお、実施の形態2の実装条件決定装置220が備える通信部221、取得部222、判断部223および選択部224の処理は、例えば、中央演算装置(CPU)、記憶装置、および情報の入出力を行うインターフェース等を有するコンピュータにより実現される。
例えば、CPUは、インターフェースを介して実装情報を取得する。CPUはさらに、各生産モードの当該部品実装作業に対する適性の判断、および、判断結果に基づく生産モードの選択等を行う。コンピュータのこのような処理は、例えば本発明のプログラムをコンピュータが実行することにより実現される。
図19は、実施の形態2における基板データ130aのデータ構成の一例を示す図である。
基板データ130aは、本発明の実装条件決定方法における、基板または部品に関連するデータの一例であり、図19に示すように、部品実装機200で部品実装の対象とされる各種の基板に関する情報が含まれるデータである。
具体的には、基板データ130aには、複数種の基板それぞれの長さ(L)と幅(W)の値(単位:mm)とが含まれている。さらに、基板の種類ごとの、基板1枚あたりの実装すべき部品の種類と数とが含まれている。
なお、基板の長さ(L)とは、基板の搬送方向つまりX軸方向の長さであり、基板の幅(W)とは、基板のY軸方向の長さである。
また、図19では図示を省略しているが、基板の種類ごとの実装すべき部品の種類およびそれらの実装位置を示す情報も基板データ130aに含まれている。
また、上述の“基板の種類”とは、部品の実装位置または実装すべき部品の種類により特定されるものである。つまり、物理的に分離した2枚の基板であっても、実装する部品の種類と位置とが同一であれば同種の基板である。
また、物理的に1枚の基板であっても、その基板が両面に部品が実装される両面基板であり、それぞれの面に実装する部品の種類または実装位置が異なれば、部品実装機200においてどちらの面に部品を実装するかにより、異なる種類の基板として取り扱われる。
図20は、実施の形態2における部品ライブラリ130bのデータ構成の一例を示す図である。
部品ライブラリ130bは、図20に示すように、部品実装機200が扱うことができる複数の部品種それぞれについての固有の情報を集めたライブラリである。
具体的には、部品ライブラリ130bには、部品種(部品名)ごとの部品寸法、タクト(一定条件下における部品種に固有のタクト)、その他の制約情報(使用可能なノズルの種類、部品認識カメラによる認識方式、装着ヘッドの最高加速度比等)、および、各部品の外観データが含まれている。
図21は、実施の形態2における供給部データ130cのデータ構成の一例を示す図である。
供給部データ130cは、図21に示すように、部品に関連する情報である部品カセット110、部品供給部106および部品供給部109についての各種の情報が含まれるデータである。
具体的には、予定される部品実装作業に用いられる部品が格納されている部品カセット110の属性を示す部品カセットデータと、部品供給部106および部品供給部109の最大合計取付幅を示す取付幅データとが含まれている。
部品カセットデータには、図21に示すように、部品カセット110ごとのカセットID、部品名、取付ピッチ、および在庫数が含まれている。
カセットIDは、部品カセット110の種類を識別する識別子である。部品名は、当該部品カセット110に格納されている部品の種類を特定する情報である。取付ピッチは、当該部品カセット110の部品供給部106または部品供給部109への取り付けに必要な幅を示す値である。
在庫数は、当該部品カセット110の在庫数である。つまり、部品実装機200による部品実装作業に使用することのできる当該部品カセット110の数である。また、この在庫数は、例えば外部の機器と通信することにより更新が可能である。
例えば、カセットIDが“C16”の部品カセット110は、LLCAPという部品が複数格納されており、当該部品カセット110を部品供給部106または部品供給部109へ取り付ける場合、“42mm”の幅が必要である。
また、在庫数は“1”であるため、部品供給部106または部品供給部109のいずれか一方にのみ取り付け可能である。
取付幅データには、部品供給部106および部品供給部109それぞれの、部品カセット110を取り付ける場合の最大の合計取付幅を示す値が含まれている。
なお、取付幅データの“F”は、前側の部品供給部である部品供給部106を意味し、“R”は、後側の部品供給部である部品供給部109を意味する。
図21に示す取付幅データでは、部品供給部106および部品供給部109ともに、最大合計取付幅は“567mm”である。
つまり、部品供給部106および部品供給部109には、ともに取付ピッチ21mmの部品カセット110であれば、567÷21=27本の部品カセット110を取り付けることができる。
また、部品供給部106および部品供給部109には、例えば、取付ピッチ21mmの部品カセット110を21本取り付け、さらに取付ピッチ42mmの部品カセット110を3本取り付けることができる。
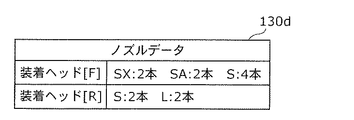
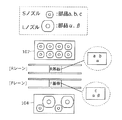
図22は、実施の形態2におけるノズルデータ130dのデータ構成の一例を示す図である。
ノズルデータ130dは、図22に示すように、部品に関連する情報である、部品を吸着するノズルについての情報が含まれるデータである。具体的には、ノズルデータ130dには、装着ヘッド104および装着ヘッド107に取り付けられているノズルの種類および本数を示す情報が含まれている。
なお、装着ヘッド[F]は、前側の装着ヘッドである装着ヘッド104を意味し、装着ヘッド[R]は、後側の装着ヘッドである装着ヘッド107を意味する。
例えば、図22に示すノズルデータ130dでは、装着ヘッド107には、Sノズル2本と、Lノズル2本とが取り付けられていることが示されている。
また、ノズルデータ130dの内容は、装着ヘッド104および装着ヘッド107のノズルの取り付け、取り外し、または交換が行われると、例えば機構制御部140により更新される。
実施の形態2の実装条件決定装置220は、これら、実装情報記憶部130に記憶されている各種の実装情報を用いて、独立モードおよび交互打ちモードのどちらが部品実装機200で行われる予定の部品実装作業に適しているかを判断することができる。
次に、実施の形態2における部品実装機200および実装条件決定装置220の動作または処理について図23〜図29を用いて説明する。
まず図23を用いて、実装条件決定装置220の基本的な処理について説明する。
図23は、実施の形態2の実装条件決定装置220による生産モード選択に係る基本的な処理の流れを示すフロー図である。
まず、実装条件決定装置220の取得部222は、通信部221を介し、実装情報記憶部130から、予定される部品実装作業に用いられる基板または部品に関連するデータを含む実装情報を取得する(S10)。
具体的には、取得部222は、基板データ130a、部品ライブラリ130b、供給部データ130c、およびノズルデータ130dを実装情報記憶部130から取得する。
なお、基板データ130a、部品ライブラリ130b、供給部データ130cのそれぞれについては、全ての情報を取得するのではなく、予定される部品実装作業に用いられる部品または基板に関連する部分のみを取得してもよい。
判断部223は、これら実装情報を用いて、独立モードおよび交互打ちモードのどちらが当該部品実装作業に適しているかを判断する(S20)。この適否判断処理の詳細ついては図24〜図29を用いて後述する。
選択部224は、判断部223による判断結果に従って部品実装機200の生産モードを選択する(S30)。
すなわち、独立モードの方が当該部品実装作業に適していると判断された場合(S20で独立)、独立モードを選択する(S31)。また、交互打ちモードの方が当該部品実装作業に適していると判断された場合(S20で交互打ち)、交互打ちモードを選択する(S32)。
実装条件決定装置220は、このような選択により決定した生産モードで部品実装機200が稼働するように、機構制御部140に各種の指示を行う。
機構制御部140は、実装条件決定装置220からの指示に従い機構部150の動作を制御する。
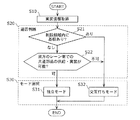
図24は、実施の形態2の実装条件決定装置220による生産モード選択に係る詳細な処理の流れを示すフロー図である。
図24を用いて、判断部223による生産モードの適否判断処理の詳細を説明する。
判断部223は、まず、取得された基板データ130aに含まれる、部品実装の対象の基板の寸法から、独立モードの場合の部品実装機200の制限領域内に基板が部品実装のために載置されるか否かを判断する(S21)。
ここで、制限領域とは、装着ヘッド104および装着ヘッド107のうちの一方が存在する場合は他方は侵入を許可されない領域のことである。
これは、装着ヘッド104と装着ヘッド107とが互いに干渉することを防止するために設けられる領域であり、干渉領域とも呼ばれる。
判断部223は、部品実装機200における制限領域の位置情報を、例えば機構制御部140から取得する。また、判断部223は、取得した位置情報と、基板データ130aに示される基板の幅の寸法とから、当該基板と制限領域との位置関係を捕捉することができる。
なお、独立モードの場合と交互打ちモードの場合とで装着ヘッド104および装着ヘッド107それぞれの可動範囲が異なるため、この制限領域もそれぞれのモードの場合で異なる。
図25は、実施の形態2における交互打ちモードの場合の制限領域の一例を示す図である。
交互打ちモードの場合は、装着ヘッド104および装着ヘッド107のそれぞれは、ともにF基板およびR基板の双方に部品を実装するため、可動範囲が広い。
そのため、図25に示すように、例えば点線で挟まれる制限領域内に装着ヘッド107が侵入すると、装着ヘッド107が制限領域外に移動するまで、装着ヘッド104は、制限領域内への侵入が禁止される。
また、装着ヘッド104が制限領域内に侵入した場合も同様に、装着ヘッド107の制限領域内への侵入が禁止される。
一方、独立モードの場合、装着ヘッド104はF基板にのみ部品を実装し、装着ヘッド107はR基板にのみ部品を実装すればよい。そのため、装着ヘッド104および装着ヘッド107のそれぞれの可動範囲は、交互打ちモードの場合よりも狭くなる。
従って、独立モードの場合の制限領域は、交互打ちモードの場合の制限領域よりも小さなものとなる。
図26(A)および図26(B)は、独立モードの場合の制限領域の例を示す図である。また、図26(A)は、F基板およびR基板が比較的小さいため、F基板およびR基板がともに制限領域内に載置されていない状態を表している。
図26(B)は、F基板およびR基板が比較的大きいため、F基板およびR基板それぞれの一部がともに制限領域内に載置されている状態を表している。
F基板およびR基板の幅が図26(A)に示す程度の幅である場合、F基板に部品を実装するために移動する装着ヘッド104と、R基板に部品を実装するために移動する装着ヘッド107とが干渉することはない。
つまり、機構制御部140は、装着ヘッド104および装着ヘッド107に対し、それぞれが担当する基板に部品を実装させる制御のみを行えばよく、互いの位置を考慮した制御を行う必要はない。
そのため、判断部223は、F基板とR基板とが制限領域内に載置されない場合、独立モードが当該部品実装作業に適しているという第一次の判断を行う(S21でなし)。
しかし、図26(B)に示すように、F基板とR基板とが比較的幅の広い基板であり、そのために、F基板およびR基板それぞれの少なくとも一部がともに制限領域内に載置される場合を想定する。この場合、装着ヘッド104と装着ヘッド107とが互いに干渉する可能性が生じることになる。
そこで、判断部223は、図26(B)に示すように、独立モードの場合の制限領域に双方の基板の少なくとも一部が載置される場合は、交互打ちモードが当該部品実装作業に適していると判断する(S21であり)。
選択部224は、判断部223による判断結果に従い、部品実装機200の生産モードとして交互打ちモードを選択する(S32)。
なお、例えば第1コンベア101と第2コンベア102との間のY軸方向の距離が十分離れている、または、第1コンベア101および第2コンベア102の可変幅が小さいことにより、F基板とR基板とが、装着ヘッド同士が干渉するほど近接しない場合を想定する。この場合、独立モードの場合の制限領域は存在しない。しかし、実施の形態2においては独立モードの場合の制限領域が存在するものとする。
また、F基板およびR基板それぞれの一部が制限領域内に位置している場合であっても、それらの実装位置が制限領域内に存在しなければ、装着ヘッド104および装着ヘッド107が制限領域内に部品を実装することはない。従って、装着ヘッド104と装着ヘッド107との干渉は発生しない。
そのため、例えば基板データ130aからF基板およびR基板それぞれの実装位置を示す情報を取得し、F基板およびR基板それぞれの実装位置を含む部分が制限領域内に載置されるか否かで生産モードの適否を判断してもよい。
すなわち、F基板およびR基板それぞれの実装位置を含む部分が、制限領域内に載置されると判断される場合、交互打ちモードが予定される部品実装作業に適していると判断してもよい。
判断部223は、独立モードが当該部品実装作業に適しているという第一次の判断を行った場合(S21でなし)、さらに、部品およびノズルの配置状態または配置可能性から、第1コンベア101に搬送されるF基板と、第2コンベア102に搬送されるR基板とに共通して実装すべき種類の部品(以下、「共通部品」という。)の供給および基板への実装が、双方のレーン側で可能であるか否かを判断する(S22)。
具体的には、判断部223は、まず、取得部222により取得された基板データ130aと供給部データ130cとを用いて、部品供給部106および部品供給部109の双方が共通部品を供給可能か否かを判断する。
さらに、判断部223は、取得部222により取得された部品ライブラリ130bとノズルデータ130dとを用いて、装着ヘッド104および装着ヘッド107の双方が共通部品をそれぞれの基板に実装可能か否かを判断する。
判断部223は、共通部品の供給および基板への実装が双方のレーンで可能であると判断する場合、独立モードが当該部品実装作業に適していると判断する(S22で可)。
選択部224は、判断部223による判断結果に従い、部品実装機200の生産モードとして独立モードを選択する(S31)。
また、判断部223は、共通部品の供給および基板への実装の少なくとも一方が、双方のレーンの少なくとも一方で可能ではないと判断する場合、交互打ちモードが当該部品実装作業に適していると判断する(S22で不可)。
選択部224は、判断部223による判断結果に従い、部品実装機200の生産モードとして交互打ちモードを選択する(S32)。
図27は、部品実装機200における部品配置の一例を示す図である。また、図28は、部品実装機200における部品配置の別の一例を示す図である。
図27および図28を用いて、判断部223による、部品供給部106および部品供給部109の双方が共通部品を供給可能か否かの判断処理の具体例を説明する。
なお、図27および図28に示すa〜e、および、α、β、γのそれぞれの記号は、部品の種類を表している。また、a〜eのそれぞれは小型部品であり、α、β、γのそれぞれは大型部品である。
まず、図27に示すように、F基板に実装すべき部品が、a、b、c、d、eであり、R基板に実装すべき部品が、a、c、α、β、γである場合を想定する。
この場合、aおよびcは、F基板およびR基板の双方に実装する必要のある共通部品である。
判断部223は、取得部222によって取得されたF基板とR基板についての基板データ130aを参照する。これにより、これら共通部品と、共通部品以外のそれぞれの基板についての使用部品とを特定する。
このようなF基板およびR基板に対し、独立モードで部品を実装することを考えると、部品供給部106に、a、b、c、d、eを配置し、部品供給部109にa、c、α、β、γを配置する必要がある。
ここでa、b、c、d、eのそれぞれは小型部品であり、これら部品を格納する部品カセット110の取付ピッチは比較的小さな値である。
例えば、部品供給部106の最大合計取付幅を“100”とし、a、b、c、d、eの部品カセット110の取付ピッチを“15”とする。この場合、これら5本の部品カセット110の取付ピッチの合計は“75”ある。従って、判断部223は、共通部品が格納された部品カセット110(以下、「共通の部品カセット110」という。)を含め、必要な全ての部品カセット110の、部品供給部106への取り付けが可能であると判断する。
一方で、部品供給部109が供給すべき、R基板のみに必須の部品であるα、β、γのそれぞれは大型部品であり、これら部品を格納する部品カセット110の取付ピッチは比較的大きな値である。
そのため、共通部品であるaおよびcのそれぞれを格納する2本の部品カセット110を、部品供給部109に取り付けることが出来ない場合がある。
例えば、部品供給部109の最大合計取付幅を“100”とし、α、β、γそれぞれの部品カセット110の取付ピッチを“30”とする。
この場合、判断部223は、最大合計取付幅の“100”から、共通部品以外の部品の部品カセット110である、α、β、γの部品カセット110の取付ピッチの合計“90”を減算する。これにより、残りの取付幅である“10”を算出する。
さらに、判断部223は、残りの取付幅である“10”と、aおよびcの部品カセット110それぞれの取付ピッチの“15”とを比較する。これにより、aおよびcの部品カセット110を部品供給部109に取り付けることはできないと判断する。
従って、判断部223は、部品供給部106のみが共通部品を供給可能であると判断する。
このように、判断部223は取付ピッチという部品カセット110の寸法を考慮して、共通の部品カセット110が部品供給部106および部品供給部109の双方に取り付け可能か否かの判断を行う。
ここで、仮に共通の部品カセット110が、部品供給部106および部品供給部109の双方に、寸法的には取り付け可能であったとしても、使用可能な共通の部品カセット110が存在するか否かの問題がある。
そこで、判断部223はさらに、共通の部品カセット110の使用可能な数を考慮して、部品供給部106および部品供給部109の双方に取り付け可能か否かの判断を行う。
なお、寸法的な観点からの共通の部品カセット110の取り付け可能性の判断と、使用可能な数という観点からの共通の部品カセット110の取り付け可能性の判断とは、どちらが先であってもよい。
例えば、図28に示すように、F基板に実装すべき部品が、a、d、e、fであり、R基板に実装すべき部品が、a、b、cである場合を想定する。
この場合、aは、F基板およびR基板の双方に実装する必要のある共通部品である。
このような想定下で、独立モードでF基板およびR基板に部品を実装することを考えると、部品供給部106に、a、d、e、fを配置し、部品供給部109にa、b、cを配置する必要がある。
しかし、aの部品カセット110が1本しか用意できない場合、具体的には、供給部データ130cに示されるaの部品カセット110の在庫数が1である場合、部品供給部106および部品供給部109の双方に、aの部品カセット110を取り付けることは出来ない。
つまり、判断部223は、取得部222により取得された供給部データ130cから、共通の部品カセット110の在庫数を特定する。さらに、その在庫数が“1”であれば、部品供給部106および部品供給部109の一方にのみaの部品カセット110を取り付けることができると判断する。
従って、判断部223は、部品供給部106および部品供給部109の一方のみが共通部品を供給可能であると判断する。
ここで、仮に、図27または図28のそれぞれに示す部品の配置状態において、独立モードで部品実装機200を稼働させた場合、部品の配置が完全な側の基板には部品実装機200を一度通過するだけで必要な部品の全てを実装することができる。
具体的には、図27の場合はF基板、図28の場合はR基板には、それぞれ部品実装機200を一度通過するだけで必要な部品の全てが実装されることになる。
しかし、いずれの場合も、他方の基板は、部品実装機200を一度通過させるだけでは必要な部品の全ては実装されない。そのため、部品実装機200に再度投入し、未実装の部品を実装させる必要がある。
または、部品実装機200の下流に他の部品実装機を連結し、この部品実装機に、未実装の部品を実装させる必要がある。
つまり、部品の配置状態と基板との組み合わせが、図27または図28に示す組み合わせである場合に独立モードで部品実装機200を稼働させることは、時間的または経済的な観点から有意なことではない。
そのため、判断部223は、部品供給部106および部品供給部109のうちの一方のみが共通部品を供給可能である場合、交互打ちモードがF基板とR基板とに対する部品実装作業に適していると判断する(図24のS22で不可)。
つまり、判断部223は、共通の部品カセット110が2本用意できるとしても、部品供給部106および部品供給部109のいずれか一方には寸法的に取り付けることができない場合、交互打ちモードがF基板とR基板とに対する部品実装作業に適していると判断する。
また、判断部223は、共通の部品カセット110を、寸法的には部品供給部106および部品供給部109の双方に取り付け可能であるとしても、共通の部品カセット110が1本しか用意できない場合、交互打ちモードがF基板とR基板とに対する部品実装作業に適していると判断する。
なお、判断部223は、基板データ130aおよび供給部データ130cから、共通の部品カセット110が2本用意でき、かつ、寸法的にも部品供給部106および部品供給部109の双方に取り付けることができると判断される場合、次に、ノズルについての判断処理を行う。
具体的には、装着ヘッド104および装着ヘッド107に取り付けられているノズルの種類に基づき、装着ヘッド104が共通部品を吸着しF基板に装着でき、かつ、装着ヘッド107が共通部品を吸着しR基板に装着できるか否かを判断する。
図29は、装着ヘッド104および装着ヘッド107のノズルの配置状態の一例を示す図である。
図29に示すように、F基板に実装すべき部品が、c、α、βであり、R基板に実装すべき部品が、a、b、αである場合を想定する。この場合、αは、F基板およびR基板の双方に実装する必要のある共通部品である。
また、図に示すように、装着ヘッド104には、Lノズルが2本と、Sノズルが2本取り付けられており、装着ヘッド107には、Sノズルが8本取り付けられている場合を想定する。
なお、Lノズルは大型部品用のノズルであり、Sノズルは小型部品用のノズルである。
判断部223は、取得部222により取得されたノズルデータ130dを参照することで、装着ヘッド104および装着ヘッド107のそれぞれに取り付けられている、これらのノズルの種類と本数とを特定する。
上記の想定下では、装着ヘッド104は、大型部品であっても小型部品であっても吸着しF基板に装着することできる。しかし、装着ヘッド107は、小型部品用のSノズルのみが取り付けられている。
従って、装着ヘッド104は共通部品であるαをF基板に実装することができるが、装着ヘッド107は共通部品であるαをR基板に実装することができない。
つまり、このようなノズルの配置状態と基板との組み合わせである場合に独立モードで部品実装機200を稼働させると、F基板には、部品実装機200を一度通過させるだけで必要な部品の全てが実装されることになる。しかし、R基板には、部品実装機200を一度通過させるだけでは必要な部品の全ては実装されない。
そのため、部品実装機200または別の部品実装機でR基板に対する部品実装作業を再度行う必要がある。つまり、このような場合に独立モードを選択することは、時間的または経済的な観点から有意なことではない。
従って、判断部223は、装着ヘッド104および装着ヘッド107のうちの一方のみが共通部品を基板に実装可能である場合、交互打ちモードが当該部品実装作業に適していると判断する(図24のS22で不可)。
また、判断部223は、装着ヘッド104および装着ヘッド107の双方が共通部品を基板に実装可能である場合、独立モードが当該部品実装作業に適していると判断する(図24のS22で可)。
選択部224は、判断部223の判断結果に従い、交互打ちモードおよび独立モードのいずれか一方を部品実装機200の生産モードとして選択する。
実装条件決定装置220は、このような選択により決定された生産モードで部品実装機200が稼働するように機構制御部140に各種の指示を行う。
部品実装機200は、オペレータもしくは外部の機器からの生産開始の指示を受けることにより、または、機構制御部140が実装条件決定装置220から生産モードの指示をうけたことを契機とし、実装条件決定装置220により決定された生産モードでの稼働を開始する。
なお、図29を用いて説明した、装着ヘッド104および装着ヘッド107の双方が共通部品を実装可能か否かの判断を、図27および図28を用いて説明した、部品供給部106および部品供給部109の双方が共通部品を供給可能か否かの判断よりも先に行ってもよい。
また、図24に示す処理は、部品実装機200が、同期モードおよび非同期モードのいずれも採用しうることを前提としている。
しかし、部品実装機200が同期モードで稼働しないことが予めわかっている場合、つまり、非同期モードが採用されることが前提である場合、実施の形態1で説明したように、部品実装機200を交互打ちモードで稼働させる方が、生産効率の観点から有利である。
そのため、非同期モードが前提の場合は、制限領域についての判断(S21)を省略してもよい。また、この場合、独立モードの適否判断(S22)に代えて、例えば、Fレーン側の部品供給部106にR基板に実装すべき部品が配置されているかなど、交互打ちモードの適否を判断する処理を行えばよい。
また、部品実装機200が同期モードを採用することを前提とした場合、図24に示す処理では、F基板およびR基板それぞれの少なくとも一部がともに制限領域内に載置される場合(S21であり)、交互打ちモードが選択されることになる(S32)。
しかし、F基板およびR基板それぞれの少なくとも一部がともに制限領域内に載置される場合であっても、装着ヘッド104と装着ヘッド107との干渉を避けるよう制御することで、交互打ちモードの一実施態様であるが基本的な交互打ちモードの動作を一部変形させた変形交互打ちモード(後述)で装着ヘッド104および装着ヘッド107を動作させることもできる。
例えば、装着ヘッド104および装着ヘッド107のいずれか一方が制限領域に侵入した場合は、他方は、部品の基板への装着を停止し、制限領域外の所定の位置で待機するなどの制御を行うことが考えられる。
図30は、装着ヘッド104および装着ヘッド107に対する排他的動作制御の一例を示す図である。
例えば、図30に示すように、装着ヘッド104が、F基板に部品を装着している間に、装着ヘッド107に、部品の吸着作業を行わせる。その後、装着ヘッド107が、R基板に部品を装着している間に、装着ヘッド104に、部品の吸着作業を行わせる。
つまり、装着ヘッド104および装着ヘッド107が交互に部品の装着作業を行うとい交互打ちモードの特徴を維持しつつ、装着ヘッド104はF基板にのみ部品を装着し、装着ヘッド107はR基板にのみ部品を装着するという独立モードの特徴を取り入れたモード(以下、「変形交互打ちモード」という。)で、装着ヘッド104および装着ヘッド107を動作させる。これにより、装着ヘッド104と装着ヘッド107との干渉は常に防止される。
従って、Fレーンでの生産枚数とRレーンでの生産枚数とを一致させることが生産計画上の優先事項である場合など、同期モードが前提となる場合、制限領域と各基板との関係がどのようなものであるかに関わらず、変形交互打ちモードが当該部品実装作業に適していると判断してもよい。
なお、変形交互打ちモードではない交互打ちモードとは、F基板に対して2つの装着ヘッドが交互に部品を実装し、R基板に対しても2つの装着ヘッドが交互に部品を実装するモードのことである。2つの装着ヘッドのこのような動作が、交互打ちモードの基本動作である。
また、F基板およびR基板それぞれの少なくとも一部がともに制限領域内に載置される場合(S21であり)、同時期に装着ヘッド104と装着ヘッド107とが制限領域に侵入しないように、部品の実装位置を考慮しつつ実装順を最適化しておくことも考えられる。
このような実装順の最適化等の対策は、図26(B)に示すような状態において独立モードで両基板に部品を実装することを可能とする。
しかしながら、同期モードおよび非同期モードのいずれもが採用されることを前提とすると、例えば変形独立モードの採用により、処理の遅延または煩雑さの発生という別の問題が生じることも考えられる。そのため、実施の形態2では、装着ヘッド104および装着ヘッド107の双方が同時に制限領域に進入する可能性を考慮して生産モードの判断が行われる。
以上のように、実装条件決定装置220は、部品実装機200が部品実装作業を開始する前に、基板データ130aおよび部品ライブラリ130b等の情報を用いて、独立モードおよび交互打ちモードのどちらが、予定される部品実装作業に適しているかを判断することができる。
つまり、実装条件決定装置220は、予定される部品実装作業に使用される部品および基板等の要素についての種類および寸法等の情報を取得し、それら情報を処理することにより独立モードおよび交互打ちモードのうちの一方を選択する。
従って、実装条件決定装置220は、オペレータに依存せず、かつ、定量的な判断により、予定される部品実装作業に適した生産モードを決定することができる。
なお、実施の形態2において、判断部223は、共通の部品カセット110が部品供給部106および部品供給部109に取り付け可能であるか否かに応じて、部品供給部106および部品供給部109の双方が共通部品を供給可能であるか否かを判断している。
しかしながら、判断部223は、共通の部品カセット110が部品供給部106および部品供給部109の双方に取り付けられているか否かで、部品供給部106および部品供給部109の双方が共通部品を供給可能であるか否かを判断してもよい。
つまり、この判断の時点での部品の配置状態を確認し、その配置状態に応じて生産モードを決定してもよい。
例えば、判断部223が、独立モードおよび交互打ちモードのどちらが、その後に開始される部品実装作業に適しているかを判断する場合、取得部222は、その時点で部品供給部106および部品供給部109に取り付けられている部品カセット110の種類および数を示す情報を、例えば部品実装機200から取得する。
判断部223は、この情報と、基板データ130aとから、共通の部品カセット110が、部品供給部106および部品供給部109に取り付けられているかを判断する。
判断部223は、これらの情報から部品供給部106および部品供給部109のいずれか一方のみに共通の部品カセット110が取り付けられていると判断される場合、交互打ちモードが当該部品実装作業に適していると判断する。
また、部品供給部106および部品供給部109の双方に共通の部品カセット110が取り付けられていると判断される場合、次に上述のノズルについての判断処理を行う。
実装条件決定装置220は、このような情報処理によっても、適切な生産モードを決定することができる。
また、判断部223は、部品供給部106および部品供給部109の一方にのみ共通の部品カセット110が取り付けられていると判断した場合、交互打ちモードが当該部品実装作業に適していると判断するのではなく、さらに、部品供給部106および部品供給部109の双方に共通の部品カセット110が取り付け可能であるか否かを判断してもよい。
例えば、判断部223が、部品供給部106のみに共通の部品カセット110が取り付けられていると判断した場合を想定する。
この場合、この判断の時点では、部品供給部109には共通の部品カセット110が取り付けられていないことを意味する。しかし、部品供給部109に共通の部品カセット110を取り付け可能な寸法的な余裕があり、かつ、共通の部品カセット110の在庫数が1以上あれば、部品供給部109にも共通の部品カセット110を取り付けることが可能である。
この場合、判断部223は、供給部データ130cを参照し、寸法的および数量的に部品供給部109に共通の部品カセット110を取り付け可能であるか否かを判断する。
判断部223は、部品供給部109に共通の部品カセット110を取り付け可能であると判断する場合、さらにノズルについての判断処理を行う。
判断部223は、装着ヘッド104および装着ヘッド107の双方が共通部品を基板に実装可能であると判断する場合、選択部224は、部品実装機200の生産モードとして独立モードを選択する。
この場合、実装条件決定装置220は、例えば、部品実装機200が備える表示装置に、共通の部品カセット110を部品供給部109に取り付けることで独立モードが可能である旨の表示を行う。
これにより、部品実装機200のオペレータは、共通の部品カセット110を部品供給部109に取り付けることで、部品実装機200を独立モードで稼働させながら、部品実装基板の生産を行うことができる。
また、例えば、判断部223が、部品供給部109には、共通の部品カセット110を取り付ける寸法的な余裕がないと判断する場合、判断部223は、その時点で開始されようとしている部品実装作業に不要な部品カセット110が部品供給部109に取り付けられているか否かを確認してもよい。
この場合、判断部223は、部品供給部109から不要な部品カセット110を取り外した場合に、共通の部品カセット110の取り付けが可能であるか否かを、不要な部品カセット110の取付ピッチと、共通の部品カセット110の取付ピッチとを比較することにより判断する。
さらに、部品供給部109から不要な部品カセット110を取り外すことにより、共通の部品カセット110の取り付けが可能となると判断される場合、実装条件決定装置220は、例えば部品実装機200が備える表示装置にその旨を表示する。
これにより、部品実装機200のオペレータは、不要な部品カセット110を部品供給部109から取り外し、共通の部品カセット110を部品供給部109に取り付けることで、部品実装機200を独立モードで稼働させながら、部品実装基板の生産を行うことができる。
また、実施の形態2において、判断部223は、装着ヘッド104および装着ヘッド107に共通部品を吸着し基板に実装できる種類のノズル(以下、「共通のノズル」という。)が取り付けられているか否かにより、装着ヘッド104および装着ヘッド107の双方が共通部品を基板に実装可能であるか否かを判断している。
しかしながら、判断部223は、共通のノズルが、装着ヘッド104および装着ヘッド107の双方に取り付け可能であるか否かで、装着ヘッド104および装着ヘッド107の双方が共通部品を基板に実装可能であるか否かを判断してもよい。
例えば、図29に示すように、装着ヘッド107にLノズルが取り付けられていない場合、交互打ちモードが当該部品実装作業に適していると判断するのではなく、例えば、部品実装機200が備えるノズルステーション(図示せず)にLノズルが保持されているか否かを部品実装機200と通信することにより確認する。
さらに、判断部223は、ノズル交換を行った場合でも、装着ヘッド107がR基板に必要な部品を実装することが可能か否かを判断する。
例えば、1本のLノズルを装着ヘッド107に取り付けるために、3本のSノズルを取り外す必要があると想定する。
本例の場合、装着ヘッド107には8本のSノズルが取り付けられているため、3本のSノズルと1本のLノズルとを交換した場合でも、装着ヘッド107は、a、b、αの全てをR基板に実装可能である。
そこで、実装条件決定装置220は、ノズルステーションにLノズルが保持されている場合、機構制御部140に指示し、装着ヘッド107に取り付けられている所定の位置の3本のSノズルを、当該Lノズルと交換させる。
または、部品カセットデータ(図21参照)のように、装着ヘッド104および装着ヘッド107のそれぞれに取り付け可能なノズルの種類と、種類ごとの在庫数(使用可能な数)とをノズルデータ130dに含ませておく。
さらに、装着ヘッド107にLノズルが取り付けられていない場合、このノズルデータ130dを確認することで、装着ヘッド107にLノズルを取り付け可能であるか否かを判断する。
例えば、Lノズルの在庫数が1であれば、部品実装機200が備える表示装置に、Lノズルを装着ヘッド107に取り付けることで独立モードが可能である旨の表示を行う。
これにより、部品実装機200のオペレータは、Lノズルを装着ヘッド107に取り付けることで、部品実装機200を独立モードで稼働させながら、部品実装基板の生産を行うことができる。
実装条件決定装置220は、このような情報処理によっても、適切な生産モードを決定することができる。
また、実施の形態2において、実装条件決定装置220は部品実装機200に備えられており、部品実装機200のみについて生産モードの決定を行っている。
しかし、実装条件決定装置220は、部品実装機200から独立した装置として実現されてもよい。また、複数の部品実装機のそれぞれが行う部品実装作業に使用される部品および基板等についての各種のデータを取得し、複数の部品実装機の生産モードを決定してもよい。
この場合、複数の部品実装機で共通して用いられる各種のデータを共通して使用できるため、複数の部品実装機についての生産モードの決定に要するデータの全体量が削減される。
また、上述のように、部品実装機の構造によっては独立モードの場合の制限領域が存在しない場合もある。従って、実装条件決定装置220は、この場合、制限領域と基板との関係の判断(図24のS21)を行わなくてもよい。
また、部品供給部106および部品供給部109の双方に、必要な部品の全てが配置されていることが明らかであり、かつ、装着ヘッド104および装着ヘッド107の双方に、必要なノズルが取り付けられていることが明らかな場合は、共通部品の供給および実装の可否の判断(図24のS22)を行わなくてもよい。
(実施の形態3)
実施の形態3では、実施の形態1の実装条件決定装置120、および、実施の形態2の実装条件決定装置220の双方の機能を備える実装条件決定装置320について説明する。
まず、図31を用いて、実施の形態3における部品実装機300の主要な機能構成を説明する。
なお、部品実装機300が備える部品実装のための機器構成は、図1〜図3を用いて説明した実施の形態1における部品実装機100と同じであるため、その説明は省略する。
図31は、実施の形態3における部品実装機300の主要な機能構成を示す機能ブロック図である。
図31に示すように、部品実装機300は、装着ヘッド104等を含む機構部150に加え、実装条件決定装置320と、実装情報記憶部130と、機構制御部140とを備える。
実装条件決定装置320は、部品実装機300の実装条件を決定する装置である。具体的には、一連の部品実装作業の開始前に、実施の形態1の実装条件決定装置120と同様の処理で、同期モードおよび非同期モードの中から当該部品実装作業に適した生産モードを判断する(第一判断)。
実装条件決定装置320はさらに、同期モードを選択した場合に、実施の形態2の実装条件決定装置220と同様の処理で、独立モードおよび交互打ちモードの中から、当該部品実装作業に適した生産モードを判断する(第二判断)。
なお、実装条件決定装置320は第二判断の結果、独立モードを選択する場合、最終的には第一判断の結果通り同期モードを選択する。その結果、部品実装機300は、同期モードかつ独立モードで稼働する。
しかし、第二判断の結果、交互打ちモードを選択する場合、実装条件決定装置320は、第一判断の結果を覆し、最終的には非同期モードを選択する。その結果、部品実装機300は、非同期モードかつ交互打ちモードで稼働する。
これは、第二判断の結果、独立モードでの動作は不可能であると判断されたためであり、この場合は、実際に動作が可能である交互打ちモードが選択される。
実装条件決定装置320は、図31に示すように、通信部321と、取得部322と、第一判断部330と、第二判断部340とを備える。
通信部321は、実装条件決定装置320と、部品実装機300内の他の構成部および外部の機器との情報のやり取りを行うための処理部である。
取得部322は、部品実装機300で行われることが予定される部品実装作業に関連する各種の実装情報を取得する処理部である。
第一判断部330は、算出部331と第一選択部332とを備える。算出部331は、実施の形態1における算出部123が有する生産効率の算出機能を備える処理部である。第一選択部332は、実施の形態1における選択部124が有する2つの生産効率の比較および生産モードの選択機能を有する処理部である。
第二判断部340は、適性判断部341と第二選択部342とを備える。適性判断部341は、実施の形態2における判断部223が有する生産モードの適否判断機能を備える処理部である。第二選択部342は、実施の形態2における選択部224が有する生産モードの選択機能を有する処理部である。
なお、第二判断部340は、本発明の実装条件決定方法における判断ステップを実行する処理部の一例である。
実装情報記憶部130は、各種の実装情報を記憶する記憶装置である。具体的には、図5に示す部品情報および基板情報、並びに図19〜図22に示す基板データ130a〜ノズルデータ130dなどが記憶されている。
取得部322は、第一判断部330および第二判断部340のそれぞれに必要な実装情報を実装情報記憶部130から読み出して、第一判断部330または第二判断部340に出力する。
次に、実施の形態3における実装条件決定装置320による生産モード選択に係る処理の流れを説明する。
図32は、実施の形態3の実装条件決定装置320による生産モード選択に係る処理の流れを示すフロー図である。
図32に示すように、実装条件決定装置320では実装情報の取得(S100)の後に、第一判断(S110)と第二判断(S120)とが実行される。
なお、第二判断(S120)が、本発明の実装条件決定方法における判断ステップでの処理に該当する。
第一判断(S110)では、第一判断部330により、実施の形態1の実装条件決定装置120と同様の情報処理がなされる。
具体的には、算出部331は、同期モードおよび非同期モードのそれぞれで稼働した場合の生産効率を示す情報を算出する(S111)。
第一選択部332は、算出部331により算出された生産効率を示す情報から、同期モードおよび非同期モードのうちの生産効率の高い方を選択する(S112)。
すなわち、同期モードの方が生産効率が高い場合(S112で同期)、同期モードを選択する(S113)。また、非同期モードの方が生産効率が高い場合(S112で非同期)、非同期モードを選択する(S114)。
なお、第一選択部332は、非同期モードを選択する場合、F基板およびR基板のそれぞれに、装着ヘッド104および装着ヘッド107が協調して部品を実装する交互打ちモードを選択する。つまり、第一選択部332は、非同期モードかつ交互打ちモードを部品実装機300の生産モードとして選択する。
第一選択部332により同期モードが選択された場合、次に、第二判断部340により、実施の形態2の実装条件決定装置220と同様の、独立モードおよび交互打ちモードについての適否判断がなされる。
つまり、生産効率の向上を図るために同期モードを選択した場合であっても、同期モードの生産効率の高さを十分に発揮するための基板の搬送態様を実現する、独立モードの実行が可能か否かはわからない。
そのため、実装条件決定装置320は、同期モードを選択した場合、さらに独立モードの実行が可能か否かの判断を行う。
具体的には、第一判断部330により同期モードが選択された場合、適性判断部341は、基板データ130aに含まれる部品実装の対象の基板の寸法から、独立モードの場合の部品実装機300の制限領域内に基板が部品実装のために載置されるか否かを判断する(S121)。
なお、適性判断部341は、実施の形態2と同じく、F基板およびR基板それぞれの実装位置を含む部分が制限領域内に載置されるか否かで生産モードの適否を判断してもよい。
適性判断部341は、独立モードの場合の部品実装機300の制限領域内に基板が部品実装のために載置されない判断する場合(S121でなし)、さらに、共通部品の供給および基板への実装が、双方のレーン側で可能であるか否かを判断する(S122)。
この可否判断(S122)には、実施の形態2における可否判断(図24のS22)と同じく、供給部データ130c、部品ライブラリ130bおよびノズルデータ130d等が用いられる。
適性判断部341は、共通部品の供給および基板への実装が双方のレーンで可能であると判断する場合(S122で可)、独立モードが当該部品実装作業に適していると判断する。
そのため、第二選択部342は、最終的に、同期モードかつ独立モードを部品実装機300の生産モードとして選択する(S123)。
また、適性判断部341は、共通部品の供給および基板への実装が双方のレーンで可能ではないと判断する場合(S122で不可)、交互打ちモードが当該部品実装作業に適していると判断する。
また、適性判断部341は、独立モードの場合の部品実装機300の制限領域内に基板が部品実装のために載置されると判断する場合も(S121であり)、交互打ちモードが当該部品実装作業に適していると判断する。
これら判断結果から交互打ちモードが選択される場合、上述のように、独立モードでの動作が不可能であることを意味する。そのため、第二選択部342は、最終的に、非同期モードかつ交互打ちモードを部品実装機300の生産モードとして選択する(S124)。
なお、基板が制限領域内に載置されると判断する場合(S121であり)、非同期モードを選択せずに、共通部品の供給および基板への実装が双方のレーンで可能か否かを判断(S122)してもよい。
つまり、図30を用いて説明したように、装着ヘッド104および装着ヘッド107を変形交互打ちモードで動作させることで、制限領域と各基板との関係がどのようなものであっても、装着ヘッド104と装着ヘッド107との干渉は防止される。
そのため、第二判断部340は、基板が制限領域内に載置されると判断する場合(S121であり)であっても、即座に非同期モードを選択するのではなく、共通部品の供給および基板への実装が双方のレーン側で可能である場合(S122で可)、同期モードかつ変形交互打ちモードという選択を行ってもよい。