JP5114037B2 - 塗布装置及び塗布方法 - Google Patents
塗布装置及び塗布方法 Download PDFInfo
- Publication number
- JP5114037B2 JP5114037B2 JP2006261381A JP2006261381A JP5114037B2 JP 5114037 B2 JP5114037 B2 JP 5114037B2 JP 2006261381 A JP2006261381 A JP 2006261381A JP 2006261381 A JP2006261381 A JP 2006261381A JP 5114037 B2 JP5114037 B2 JP 5114037B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- gantry
- web
- die
- coating apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0262—Coating heads with slot-shaped outlet adjustable in width, i.e. having lips movable relative to each other in order to modify the slot width, e.g. to close it
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0245—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to a moving work of indefinite length, e.g. to a moving web
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
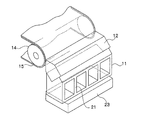
本発明に係る塗布装置の実施の形態を図1に基づき説明する。
次に、図1に基づき、本発明に係る塗布方法について説明する。本発明に係る塗布方法は、前述した本発明に係る塗布装置を用いる。具体的には、塗布ダイ12に供給された塗布液16は、塗布ダイ12内に形成されたスリットを介し、塗布ダイ12の先端リップ12aに供給される。塗布ダイ12の先端リップ12aは、バックアップローラ14により、連続走行しているウエブ15に近接して所定のクリアランスで配置されており、塗布液16は塗布ダイ12の先端リップ12aとウエブ15の間において、一種のビードを形成しながら、ウエブ15に塗布される。塗布される際のクリアランスは、ウエブ15の幅全体にわたり、3〔μm〕以下であることが望ましく、この範囲内に収まるようにシム13により塗布ダイ12の先端リップ12aの真直度が調整されている。
塗布ダイとして全長1400mm、有効塗布幅1250mmのダイを用いた。
架台として全長1200mmのものを使用し、止めボルトの呼び径及び本数、柱の数および本数、等を変更した架台を作成し、塗布ダイを搭載、リップ先端の真直度を測定した。
実施例と同様に、塗布ダイとして全長1400mm、有効塗布幅1250mmのダイを用いた。
架台として実施例と同様の架台を作成した。ただし塗布ダイの固定および真直度
調整はシムを用いずに、押し引きボルトによって行なう構造とした。
真直度は塗布ダイをバックアップロールに正対させ、ダイリップ先端とバックアップロールの間隔をシックネスゲージにより測定し、該間隔の最大値−最小値により求めた。
シム又は押し引きボルトの調整量に対するリップ先端の移動量の比率をリニアリティとして定義した。例えば、シムA、Bの厚みをtA、tB、そのときのリップ先端の初期値に対する移動量をdA、dBとしたとき、リニアリティ=(dB−dA)/(tB−tA)×100(%)で定義される。
上記の実施例と比較例との試験結果を表図1に示した。評価は、リニアリティと真直度の両方が良い結果のものを◎、リニアリティと真直度の何れかが良い場合を△○、または○とし、両方とも悪い結果の場合を×とした。
Claims (8)
- 移動しているウエブ上に、架台に固定された塗布ダイの先端リップから塗布液を塗布する塗布装置において、
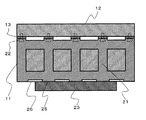
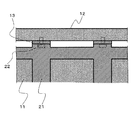
前記塗布ダイと接合される架台の接合面の接合領域に、前記塗布ダイと前記架台とを結合するためのボルトを貫通させるための穴または切欠きを有するシムを複数配置し、
配置された前記シムの各々の厚さを調整することにより、塗布ダイの先端リップにおける真直度を調整することを特徴とする塗布装置。 - 前記接合領域は、前記架台の接合面において塗布ダイの方向に凸となっていることを特徴とする請求項1に記載の塗布装置。
- 前記シムは、ウエブの移動方向に垂直な方向における幅が、前記ボルト直径の1.2倍〜7倍であることを特徴とする請求項1または2に記載の塗布装置。
- 前記架台の接合面に配置されるシムが、4個以上であり、かつ使用される前記シムのウエブ移動方向に垂直な方向における幅の合計が、前記架台の接合面のウエブ移動方向に垂直な方向における幅方向の合計の半分以下であることを特徴とする請求項1から3のいずれかに記載の塗布装置。
- 前記架台は、塗布ダイから前記架台を固定する固定台に向かう方向に形成されている複数の柱が存在しており、前記接合領域はすべて前記柱の端上となる領域に形成されていることを特徴とする請求項1から4のいずれかに記載の塗布装置。
- 前記柱の他方の端となる領域における面のすべて、又は、両端を除くすべての面が、前記固定台と密着していることを特徴とする請求項5に記載の塗布装置。
- 前記シムは、SUS鋼により構成されていることを特徴とする請求項1から6のいずれかに記載の塗布装置。
- 前記塗布ダイの先端リップに近接して配置されたウエブを巻きつけたバックアップローラを回転させ、
前記バックアップローラの回転により移動している前記ウエブ上に、請求項1から7のいずれかに記載の塗布装置の先端リップより塗布液を供給することを特徴とする塗布方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006261381A JP5114037B2 (ja) | 2006-09-26 | 2006-09-26 | 塗布装置及び塗布方法 |
| KR1020097005163A KR20090057011A (ko) | 2006-09-26 | 2007-09-20 | 도포 장치 및 도포 방법 |
| CN2007800353270A CN101516527B (zh) | 2006-09-26 | 2007-09-20 | 涂敷装置以及涂敷方法 |
| PCT/JP2007/068262 WO2008038563A1 (fr) | 2006-09-26 | 2007-09-20 | Appareil d'application, et procédé d'application |
| TW096135259A TWI403366B (zh) | 2006-09-26 | 2007-09-21 | 塗布裝置及塗布方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006261381A JP5114037B2 (ja) | 2006-09-26 | 2006-09-26 | 塗布装置及び塗布方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008080212A JP2008080212A (ja) | 2008-04-10 |
| JP5114037B2 true JP5114037B2 (ja) | 2013-01-09 |
Family
ID=39229999
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006261381A Active JP5114037B2 (ja) | 2006-09-26 | 2006-09-26 | 塗布装置及び塗布方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5114037B2 (ja) |
| KR (1) | KR20090057011A (ja) |
| CN (1) | CN101516527B (ja) |
| TW (1) | TWI403366B (ja) |
| WO (1) | WO2008038563A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5114037B2 (ja) * | 2006-09-26 | 2013-01-09 | 富士フイルム株式会社 | 塗布装置及び塗布方法 |
| JP2010083141A (ja) * | 2008-09-04 | 2010-04-15 | Fujifilm Corp | 親水性部材の製造方法及び親水性部材 |
| KR101175029B1 (ko) * | 2010-12-29 | 2012-08-17 | 삼성에스디아이 주식회사 | 슬러리 도포 장치 및 그 제조방법 |
| US9265672B2 (en) | 2012-11-27 | 2016-02-23 | The Procter & Gamble Company | Methods and apparatus for applying adhesives in patterns to an advancing substrate |
| US9248054B2 (en) | 2012-11-27 | 2016-02-02 | The Procter & Gamble Company | Methods and apparatus for making elastic laminates |
| US9295590B2 (en) | 2012-11-27 | 2016-03-29 | The Procter & Gamble Company | Method and apparatus for applying an elastic material to a moving substrate in a curved path |
| JP5667226B2 (ja) * | 2013-02-25 | 2015-02-12 | 古河電気工業株式会社 | 薄膜形成方法及び薄膜形成装置 |
| CN109107829A (zh) * | 2018-09-26 | 2019-01-01 | 深圳市曼恩斯特科技有限公司 | 涂布模头及涂布机 |
| US11707548B2 (en) | 2018-10-09 | 2023-07-25 | The Procter & Gamble Company | Absorbent article comprising a lotion resistant polymeric filler composition |
| CN114653521B (zh) * | 2022-03-11 | 2023-06-09 | 河北世纪恒泰富塑业有限公司 | 一种包装容器生产用表面导电树脂均匀涂装设备 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3373380D1 (en) * | 1982-12-16 | 1987-10-08 | Matsushita Electric Industrial Co Ltd | Method of forming thick film circuit patterns with a sufficiently wide and uniformly thick strip |
| JPH06142588A (ja) * | 1992-11-12 | 1994-05-24 | Mitsubishi Kasei Corp | 塗布ダイ |
| US5766356A (en) * | 1995-07-06 | 1998-06-16 | Toray Engineering Co., Ltd. | Coating apparatus |
| JPH09136046A (ja) * | 1995-11-10 | 1997-05-27 | Dainippon Screen Mfg Co Ltd | 気体噴射ノズルおよび基板の液切り装置 |
| US6231671B1 (en) * | 1998-11-04 | 2001-05-15 | 3M Innovative Properties Company | Floating coating die mounting system |
| JP4438169B2 (ja) * | 2000-03-21 | 2010-03-24 | 東レ株式会社 | 塗布装置および塗布部材の製造方法ならびにカラーフィルタの製造装置および製造方法 |
| JP2001286805A (ja) * | 2000-04-05 | 2001-10-16 | Yasui Seiki:Kk | 塗工剤供給ノズル |
| JP3899485B2 (ja) * | 2002-03-22 | 2007-03-28 | 富士フイルム株式会社 | 塗布方法及び装置 |
| JP3960519B2 (ja) * | 2002-01-29 | 2007-08-15 | 株式会社東京自働機械製作所 | 糊噴射ノズル及び糊塗布装置 |
| US7622004B2 (en) * | 2003-03-03 | 2009-11-24 | Toray Industries, Inc. | Slit die, and method and device for producing base material with coating film |
| JP2004321915A (ja) * | 2003-04-24 | 2004-11-18 | Fuji Photo Film Co Ltd | 塗布方法及び塗布装置 |
| JP2006255646A (ja) * | 2005-03-18 | 2006-09-28 | Tdk Corp | 塗布装置および塗布方法 |
| JP4819464B2 (ja) * | 2005-09-30 | 2011-11-24 | 富士フイルム株式会社 | 塗布方法、並びに光学フィルム及び反射防止フィルムの製造方法 |
| JP5114037B2 (ja) * | 2006-09-26 | 2013-01-09 | 富士フイルム株式会社 | 塗布装置及び塗布方法 |
-
2006
- 2006-09-26 JP JP2006261381A patent/JP5114037B2/ja active Active
-
2007
- 2007-09-20 KR KR1020097005163A patent/KR20090057011A/ko not_active Ceased
- 2007-09-20 WO PCT/JP2007/068262 patent/WO2008038563A1/ja not_active Ceased
- 2007-09-20 CN CN2007800353270A patent/CN101516527B/zh not_active Expired - Fee Related
- 2007-09-21 TW TW096135259A patent/TWI403366B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CN101516527A (zh) | 2009-08-26 |
| JP2008080212A (ja) | 2008-04-10 |
| TW200827044A (en) | 2008-07-01 |
| WO2008038563A1 (fr) | 2008-04-03 |
| TWI403366B (zh) | 2013-08-01 |
| KR20090057011A (ko) | 2009-06-03 |
| CN101516527B (zh) | 2012-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101516527B (zh) | 涂敷装置以及涂敷方法 | |
| EP1327481B1 (en) | Apparatus and method for applying coating solution, die and method for assembling thereof | |
| US6582768B2 (en) | Extrusion-type coating method and apparatus | |
| JP2003275652A (ja) | 塗布方法及び装置 | |
| EP3894094B1 (en) | Method and apparatus of slot die coating over deformable back-up roll | |
| JP2010051953A (ja) | 塗工方法、塗工機、塗工フィルムの巻き取り方法及びロール巻き塗工フィルム | |
| JP7404063B2 (ja) | 刃先調整装置、塗工装置、塗工装置の刃先調整方法 | |
| EP3714100B1 (en) | Method and apparatus for coating on baggy web | |
| JPH05506183A (ja) | 複式ブレード負荷型フレキシブルブレード塗工装置及び塗工方法 | |
| JP2002239436A (ja) | 塗布装置 | |
| US8178166B2 (en) | Apparatus and method for applying coating solution, die and method for assembling thereof | |
| US6827785B2 (en) | Device and method for applying coating material | |
| JP2006346649A (ja) | 塗工装置 | |
| DE19854557C1 (de) | Streichkasten für Beschichtungen mit stufenlos einstellbarer Spalthöhe | |
| JP2004113960A (ja) | ダイヘッド、リップ面真直度調整方法及び塗布膜厚調整方法 | |
| JP2002136910A (ja) | ダイコータおよびそれを用いた塗工方法 | |
| JPH06107362A (ja) | テンションコントロール機能付きロール | |
| US20080124477A1 (en) | Apparatus and method for bar coating | |
| JP6769224B2 (ja) | 塗布ヘッド、塗布装置および塗布ヘッドの調整方法 | |
| JP2589123Y2 (ja) | 塗工機のプロファイル調整装置 | |
| JP2000334357A (ja) | 補助リップ式ダイコータ | |
| KR20200112463A (ko) | 정밀 코팅 두께 조절용 2단 코터 | |
| Tomašegović et al. | Modifying the qualitative properties of print by surface treatment of flexographic printing plate | |
| JP2018061928A (ja) | 塗布ヘッド、塗布ヘッドを用いた塗布装置、および塗布ヘッドの調整方法 | |
| JPH10328600A (ja) | ダイコータ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090317 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121009 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121015 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5114037 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |