JP5116981B2 - Method for producing polyurethane foam molded article - Google Patents
Method for producing polyurethane foam molded article Download PDFInfo
- Publication number
- JP5116981B2 JP5116981B2 JP2006065417A JP2006065417A JP5116981B2 JP 5116981 B2 JP5116981 B2 JP 5116981B2 JP 2006065417 A JP2006065417 A JP 2006065417A JP 2006065417 A JP2006065417 A JP 2006065417A JP 5116981 B2 JP5116981 B2 JP 5116981B2
- Authority
- JP
- Japan
- Prior art keywords
- polyurethane foam
- molded article
- foam molded
- heat compression
- polyol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Polyurethanes Or Polyureas (AREA)
Description
本発明は、加熱圧縮により塑性変形して賦形されたポリウレタンフォーム成形品に関し、特には黄色変色(以下黄変と記す。)変し難く、衣料用に好適なポリウレタンフォーム成形品の製造方法に関する。 The present invention relates to a polyurethane foam molded article formed by plastic deformation by heat compression, and particularly relates to a method for producing a polyurethane foam molded article which is not easily discolored yellow (hereinafter referred to as yellowing) and is suitable for clothing. .
ポリウレタンフォームは、ポリオール、ポリイソシアネート、発泡剤及び触媒を含む発泡原料から発泡されたものであり、優れた軽量性、クッション性及び耐久性を有することから、衣料用途、特に衣料用パッド材としてブラジャーパッドや肩パッド等に幅広く用いられている。 Polyurethane foam is foamed from a foaming raw material containing polyol, polyisocyanate, foaming agent and catalyst, and has excellent lightness, cushioning and durability. Widely used for pads and shoulder pads.
また、一般的にポリウレタンフォームは、NOxガスや、太陽光などの紫外線による黄変が著しいため、衣料用途には黄変の抑制が望まれている。 In general, polyurethane foams are markedly yellowed by NOx gas and ultraviolet rays such as sunlight. Therefore, suppression of yellowing is desired for clothing applications.
従来、黄変を抑える方法として、種々の酸化防止剤を組み合わせて使用する方法や、ポリイソシアネートとして脂肪族系ポリイソシアネートのみを用いる方法がある。しかし、種々の酸化防止剤を組み合わせて使用する方法においては、原料が高価となり、ポリウレタンフォームの製品価格が上昇する問題がある。また、ポリイソシアネートとして脂肪族系ポリイソシアネートのみを用いると反応性が低くなって、触媒やポリオールに特殊なタイプのものを使用する必要があり、汎用性に欠ける問題がある。 Conventionally, as a method for suppressing yellowing, there are a method using a combination of various antioxidants and a method using only an aliphatic polyisocyanate as a polyisocyanate. However, in the method of using various antioxidants in combination, there is a problem that the raw material becomes expensive and the product price of polyurethane foam increases. Further, when only an aliphatic polyisocyanate is used as the polyisocyanate, the reactivity becomes low, and it is necessary to use a special type of catalyst or polyol.
また、衣料用パッド材(ブラジャーパッド、肩パッド)などにおいては、所定形状を保持する必要があることから、規定の厚みに加工したポリウレタンフォームを、熱成形型でプレスする加熱圧縮により塑性変形させて賦形し、所望のポリウレタンフォーム成形品としたものが用いられている。しかし、加熱圧縮時の熱によりポリウレタンフォームの黄変が促進され、その後の経時変化によってポリウレタンフォーム成形品に著しい黄変を生じさせる問題があった。 In addition, because it is necessary to maintain a predetermined shape for clothing pad materials (bra pads, shoulder pads), etc., polyurethane foam that has been processed to a specified thickness is plastically deformed by heat compression that is pressed with a thermoforming mold. And molded into a desired polyurethane foam molded product. However, there has been a problem that yellowing of the polyurethane foam is promoted by heat at the time of heat compression, and that the polyurethane foam molded product is markedly yellowed by the subsequent change over time.
本発明は前記の点に鑑みなされたものであって、賦形のための加熱圧縮による黄変の悪影響を抑え、その後の経時変化による黄変を少なくできるポリウレタンフォーム成形品の製造方法の提供を目的とする。 The present invention has been made in view of the above points, and provides a method for producing a polyurethane foam molded article capable of suppressing the adverse effect of yellowing due to heat compression for shaping and lessening yellowing due to subsequent aging. Objective.
請求項1の発明は、ジチオカルバミン酸塩化合物を含むポリウレタンフォームを加熱圧縮により塑性変形させて賦形するポリウレタンフォーム成形品の製造方法に係る。 The invention of claim 1 relates to a method for manufacturing a polyurethane foam molded article shaping by plastically deformed by heat compressing polyurethane foam containing dithiocarbamate compound.
請求項2の発明は、請求項1において、前記ジチオカルバミン酸塩化合物の量が、前記ポリウレタンフォームの発泡原料におけるポリオール100重量部に対して0.1〜2.0重量部であることを特徴とする。 The invention of claim 2 is characterized in that, in claim 1, the amount of the dithiocarbamate compound is 0.1 to 2.0 parts by weight with respect to 100 parts by weight of polyol in the foaming raw material of the polyurethane foam. To do.
本発明によれば、ポリウレタンフォームにジチオカルバミン酸塩化合物が含まれていることにより、賦形のための加熱圧縮による黄変に対する悪影響を抑え、その後の経時変化による黄変を少なくすることができる。 According to the present invention, since the polyurethane foam contains a dithiocarbamate compound, adverse effects on yellowing due to heat compression for shaping can be suppressed, and yellowing due to subsequent aging can be reduced.
本発明のポリウレタンフォーム成形品は、ジチオカルバミン酸塩化合物を含むポリウレタンフォームが加熱圧縮により塑性変形して賦形されたものである。 The polyurethane foam molded article of the present invention is formed by plastic deformation of a polyurethane foam containing a dithiocarbamate compound by heat compression.
前記ポリウレタンフォームは、ポリオール、ポリイソシアネート、発泡剤、触媒、ジチオカルバミン酸塩化合物及び適宜の添加剤を含む発泡原料を発泡させたものである。 The polyurethane foam is obtained by foaming a foaming raw material containing a polyol, a polyisocyanate, a foaming agent, a catalyst, a dithiocarbamate compound and an appropriate additive.
本発明において使用されるポリオールは、軟質ポリウレタンフォーム用として知られているエーテル系ポリオールまたはエステル系ポリオールを用いることができる。エーテル系ポリオールとしては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、ブチレングリコール、ネオペンチルグリコール、グリセリン、ペンタエリスリトール、トリメチロールプロパン、ソルビトール、シュークロース等の多価アルコール、またはその多価アルコールにエチレンオキサイド、プロピレンオキサイド等のアルキレンオキサイドを付加したポリエーテルポリオールを挙げることができる。また、エステル系ポリオールとしては、マロン酸、コハク酸、アジピン酸等の脂肪族カルボン酸やフタル酸等の芳香族カルボン酸と、エチレングリコール、ジエチレングリコール、プロピレングリコール等の脂肪族グリコール等とから重縮合して得られたポリエステルポリオールを使用することもできる。 As the polyol used in the present invention, an ether-based polyol or an ester-based polyol known for use in flexible polyurethane foams can be used. Examples of ether polyols include polyhydric alcohols such as ethylene glycol, diethylene glycol, propylene glycol, dipropylene glycol, butylene glycol, neopentyl glycol, glycerin, pentaerythritol, trimethylolpropane, sorbitol, and sucrose, or polyhydric alcohols thereof. The polyether polyol which added alkylene oxides, such as ethylene oxide and a propylene oxide, can be mentioned. As ester polyols, polycondensation of aliphatic carboxylic acids such as malonic acid, succinic acid and adipic acid and aromatic carboxylic acids such as phthalic acid and aliphatic glycols such as ethylene glycol, diethylene glycol and propylene glycol. The polyester polyol obtained in this way can also be used.
ポリイソシアネートとしては、軟質ポリウレタンフォーム用として公知のものを使用できる。すなわち、イソシアネート基を2以上有する芳香族系、脂肪族系、脂環族系ポリイソシアネートの何れか1種あるいはそれらの2種以上が用いられる。 As the polyisocyanate, those known for flexible polyurethane foams can be used. That is, one or more of aromatic, aliphatic, and alicyclic polyisocyanates having two or more isocyanate groups are used.
芳香族系ポリイソシアネートは芳香環を有するポリイソシアネートをいい、例えばトルエンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート、ナフタレンジイソシアネート、キシリレンジイソシアネート、ポリメリックポリイソシアネート(クルードMDI)等を挙げることができる。一方、脂肪族系ポリイソシアネートは直鎖状の炭化水素鎖にイソシアネート基がついたポリイソシアネートをいい、例えばテトラメチレンジイソシアネート、ペンタメチレンジイソシアネート、ヘキサメチレンジイソシアネート、リジンジイソシアネート等を挙げることができる。また、脂環族系ポリイソシアネートとは、環状炭化水素鎖にイソシアネート基がついたポリイソシアネートをいい、イソホロンジイソシアネート(IPDI)、ジシクロヘキサメタンジイソシアネート等を挙げることができる。なお、その他プレポリマーも使用することができる。 The aromatic polyisocyanate refers to a polyisocyanate having an aromatic ring, and examples thereof include toluene diisocyanate (TDI), diphenylmethane diisocyanate, naphthalene diisocyanate, xylylene diisocyanate, and polymeric polyisocyanate (crude MDI). On the other hand, the aliphatic polyisocyanate refers to a polyisocyanate having an isocyanate group attached to a linear hydrocarbon chain, and examples thereof include tetramethylene diisocyanate, pentamethylene diisocyanate, hexamethylene diisocyanate, and lysine diisocyanate. The alicyclic polyisocyanate refers to a polyisocyanate having an isocyanate group on a cyclic hydrocarbon chain, and examples thereof include isophorone diisocyanate (IPDI) and dicyclohexamethane diisocyanate. Other prepolymers can also be used.
発泡剤としては、軟質ポリウレタンフォーム用として公知のものを使用できる。例えば、水、ペンタン、シクロペンタン、ヘキサン、シクロヘキサン、ジクロロメタン、炭酸ガス等を挙げることができ、特に水は発泡剤として好適である。発泡剤の量は、ポリオール100重量部に対して0.5〜5.0重量部程度が好適である。 As the foaming agent, those known for flexible polyurethane foams can be used. For example, water, pentane, cyclopentane, hexane, cyclohexane, dichloromethane, carbon dioxide gas and the like can be mentioned, and water is particularly suitable as a blowing agent. The amount of the blowing agent is preferably about 0.5 to 5.0 parts by weight with respect to 100 parts by weight of the polyol.
触媒としては、軟質ポリウレタンフォーム用として公知のものを用いることができ、例えば、トリエチルアミン、トリエチレンジアミン、ジエタノールアミン、ジメチルアミノモルフォリン、N−エチルモルホリン、テトラメチルグアニジン等のアミン触媒や、スタナスオクトエートやジブチルチンジラウレート等の錫触媒やフェニル水銀プロピオン酸塩あるいはオクテン酸鉛等の金属触媒(有機金属触媒とも称される。)を挙げることができる。触媒の一般的な量は、ポリオール100重量部に対して0.01〜2.0重量部程度である。 As the catalyst, those known for flexible polyurethane foams can be used, such as amine catalysts such as triethylamine, triethylenediamine, diethanolamine, dimethylaminomorpholine, N-ethylmorpholine, tetramethylguanidine, stannous octoate, and the like. And tin catalysts such as dibutyltin dilaurate and metal catalysts (also referred to as organometallic catalysts) such as phenylmercury propionate or lead octenoate. The general amount of the catalyst is about 0.01 to 2.0 parts by weight with respect to 100 parts by weight of the polyol.
ジチオカルバミン酸塩化合物としては、ペンタメチレンジチオカルバミン酸ピペリジン塩、ピペコリルジチオカルバミン酸ピペコリン塩、ジメチルジチオカルバミン酸亜鉛、ジエチルジチオカルバミン酸亜鉛、ジブチルジチオカルバミン酸亜鉛、N−エチル−N−フェニルジチオカルバミン酸亜鉛、N−ペンタメチレンジチオカルバミン酸亜鉛、ジベンジルジチオカルバミン酸亜鉛、ジエチルジチオカルバミン酸ナトリウム、ジブチルジチオカルバミン酸ナトリウム、ジメチルジチオカルバミン酸銅、ジメチルジチオカルバミン酸第2鉄、ジエチルジチオカルバミン酸テルル等が挙げられる。前記ジチオカルバミン酸塩化合物の量は、前記ポリオール100重量部に対して0.1〜2重量部、好ましくは0.2〜1.0重量部である。前記ジチオカルバミン酸塩化合物の量が0.1重量部未満の場合、ポリウレタンフォーム成形品の黄変防止効果が得難くなり、一方、2重量部を超えると黄変防止に対する必要量以上の添加となり、また酸分が高くなることにより、良好なポリウレタンフォームが得難くなる。 Examples of the dithiocarbamate compound include pentamethylenedithiocarbamate piperidine salt, pipecolyldithiocarbamate pipecoline salt, zinc dimethyldithiocarbamate, zinc diethyldithiocarbamate, zinc dibutyldithiocarbamate, zinc N-ethyl-N-phenyldithiocarbamate, N- Examples include zinc pentamethylenedithiocarbamate, zinc dibenzyldithiocarbamate, sodium diethyldithiocarbamate, sodium dibutyldithiocarbamate, copper dimethyldithiocarbamate, ferric dimethyldithiocarbamate, and tellurium diethyldithiocarbamate. The amount of the dithiocarbamate compound is 0.1 to 2 parts by weight, preferably 0.2 to 1.0 parts by weight, based on 100 parts by weight of the polyol. When the amount of the dithiocarbamate compound is less than 0.1 parts by weight, it becomes difficult to obtain the yellowing prevention effect of the polyurethane foam molded product, whereas when it exceeds 2 parts by weight, it becomes an addition more than the necessary amount for preventing yellowing Moreover, it becomes difficult to obtain a good polyurethane foam by increasing the acid content.
その他、整泡剤、顔料、酸化防止剤、光安定剤、紫外線吸収剤、架橋剤などの添加剤を適宜配合することができる。整泡剤は、軟質ポリウレタンフォームに用いられるものであればよく、シリコーン系整泡剤、含フッ素化合物系整泡剤および公知の界面活性剤を挙げることができる。顔料は、求められる色に応じたものが用いられる。特に衣料用パッド材のポリウレタンフォームにおける顔料としては白顔料が好ましい。酸化防止剤は、フェノール系、アミン系等のラジカル連鎖禁止剤(一次酸化防止剤)、及びイオウ系、リン系等の過酸化物分解剤(二次酸化防止剤)等があり、両者を併用すれば相乗効果が得られる。光安定剤は、ヒンダードピペリジン骨格を持つヒンダードアミン等を使用することができる。紫外線吸収剤は、ベンゾトリアゾール系、ベンゾフェノン系、ベンゾエート系、シアノアクリレート系等を挙げることができる。架橋剤は、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、グリセリン、ジエタノールアミン、トリエタノールアミン、エチレンジアミン等を挙げることができる。 In addition, additives such as foam stabilizers, pigments, antioxidants, light stabilizers, ultraviolet absorbers, and crosslinking agents can be appropriately blended. Any foam stabilizer may be used as long as it is used for flexible polyurethane foams, and examples thereof include silicone foam stabilizers, fluorine-containing compound foam stabilizers, and known surfactants. As the pigment, those according to the required color are used. In particular, a white pigment is preferable as the pigment in the polyurethane foam of the clothing pad material. Antioxidants include phenol-based and amine-based radical chain inhibitors (primary antioxidants) and sulfur-based and phosphorus-based peroxide decomposers (secondary antioxidants). If this is done, a synergistic effect can be obtained. As the light stabilizer, a hindered amine having a hindered piperidine skeleton can be used. Examples of the ultraviolet absorber include benzotriazole, benzophenone, benzoate, and cyanoacrylate. Examples of the crosslinking agent include ethylene glycol, 1,3-propanediol, 1,4-butanediol, glycerin, diethanolamine, triethanolamine, and ethylenediamine.
また、前記加熱圧縮前のポリウレタンフォームは、前記発泡原料をスラブ発泡法により発泡させたスラブ発泡品を所定サイズに裁断したものからなる。前記スラブ発泡法は、前記発泡原料を所定の配合で調製した後、前記発泡原料を常温大気圧下で反応させる方法であり、軟質ポリウレタンフォームの製造方法として公知の方法である。具体的には、前記ポリオール、ポリイソシアネート、発泡剤、触媒、ジチオカルバミン酸塩化合物及び適宜の添加剤からなる発泡原料を攪拌機で混合し、前記攪拌混合発泡原料を、一方向へ移動するコンベアベルト上に吐出させてコンベアベルト上で発泡させることにより行われる。 Moreover, the polyurethane foam before the heat compression consists of a slab foamed product obtained by foaming the foaming material by a slab foaming method and cut into a predetermined size. The slab foaming method is a method in which the foaming raw material is prepared with a predetermined composition, and then the foaming raw material is reacted at room temperature and atmospheric pressure, and is a known method for producing flexible polyurethane foam. Specifically, a foaming raw material composed of the polyol, polyisocyanate, foaming agent, catalyst, dithiocarbamate compound and appropriate additives is mixed with a stirrer, and the stirring mixed foaming raw material is moved on a conveyor belt moving in one direction. It is carried out by making it discharge and making it foam on a conveyor belt.
前記裁断後のポリウレタンフォームは、所定形状の型面を有する熱成形型でプレスして加熱圧縮成形することにより、塑性変形して賦形され、所望形状のポリウレタンフォーム成形品とされる。 The polyurethane foam after the cutting is pressed by a thermoforming mold having a mold surface of a predetermined shape and subjected to heat compression molding to be plastically deformed to obtain a polyurethane foam molded product having a desired shape.
前記加熱圧縮は、ポリウレタンフォームを塑性変形可能な熱成形型の温度、圧縮時間、圧縮程度とされる。具体的には、前記熱成形型の温度が160℃〜250℃、プレス時間が2〜8分が好ましく、より好ましくは熱成形型の温度が180℃〜230℃、プレス時間が3〜6分であり、加熱圧縮成形するポリウレタンフォームの厚みによって前記範囲内で設定される。加熱圧縮時の圧縮程度は、ポリウレタンフォームが熱成形型の型面に沿って変形できる圧縮程度であればよく、具体的には、熱成形型の型面形状や、加熱圧縮成形するポリウレタンフォームの密度や、ポリウレタンフォーム成形品に求められる硬さ等に応じて決定される。 The heat compression is set to the temperature, compression time, and compression level of a thermoforming mold that can plastically deform polyurethane foam. Specifically, the temperature of the thermoforming die is preferably 160 ° C. to 250 ° C. and the pressing time is preferably 2 to 8 minutes, more preferably the temperature of the thermo forming die is 180 ° C. to 230 ° C. and the pressing time is 3 to 6 minutes. It is set within the above range depending on the thickness of the polyurethane foam to be heat compression molded. The compression degree at the time of heat compression may be a compression degree that allows the polyurethane foam to be deformed along the mold surface of the thermoforming mold. Specifically, the mold surface shape of the thermoforming mold or the polyurethane foam to be heat compression molded It is determined according to the density, hardness required of the polyurethane foam molded product, and the like.
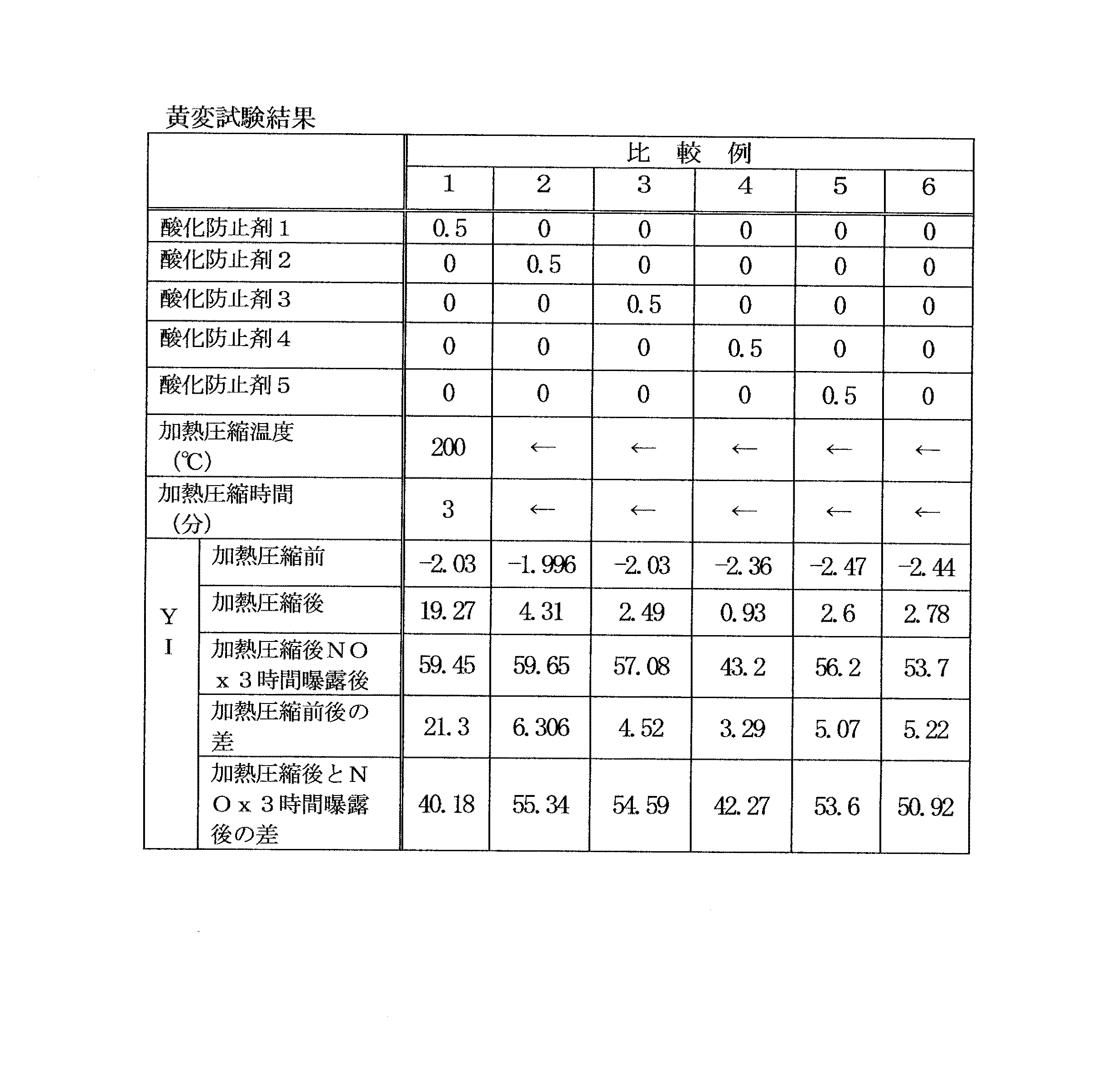
以下この発明の実施例について、比較例とともに具体的に説明する。表1及び表2に示す各成分を同表中の配合割合とした発泡原料を、攪拌機で混合してコンベアベルト上に吐出し、大気圧下、常温で発泡させるスラブ発泡法によりポリウレタンフォームを形成した。実施例1〜3はジチオカルバミン酸塩化合物を異ならせたもの、実施例4〜5,8〜9はジチオカルバミン酸塩化合物の量を変化させたもの、実施例5〜7はその後の加熱圧縮時における加熱温度を変化させるためのものである。また、比較例1〜5は実施例におけるジチオカルバミン酸塩化合物1〜3に代えて酸化防止剤1〜5を用いたもの、比較例6はジチオカルバミン酸塩化合物と酸化防止剤の何れをも含まないものである。 Examples of the present invention will be specifically described below together with comparative examples. Polyurethane foam is formed by the slab foaming method in which each of the ingredients shown in Tables 1 and 2 is mixed with the mixing ratios in the same table, mixed with a stirrer, discharged onto a conveyor belt, and foamed at room temperature under atmospheric pressure. did. Those Examples 1-3 having different dithiocarbamate compounds, those examples 4~5,8~9 is obtained by changing the amount of dithiocarbamate compounds, when Examples 5-7 are then heat compression This is for changing the heating temperature. Further, Comparative Examples 1 to 5 were obtained by using antioxidants 1 to 5 in place of the dithiocarbamate compounds 1 to 3 in Examples, and Comparative Example 6 did not include any of the dithiocarbamate compound and the antioxidant. Is.
なお、表中のポリオールは品名:サンニックスGP3050F(ポリオキシアルキレンポリオール、OHV=56、分子量3000)、三洋化成工業株式会社製、アミン触媒は33LV(トリエチレンジアミン33%プロピレングリコール溶液)、中京油脂株式会社製、錫触媒は品名:MRH−110(ジブチルチンジラウレート)、城北化学工業株式会社製、整泡剤は品名:F650(シリコーン整泡剤)、信越化学工業株式会社製、ポリイソシアネートは品名:コロネート T−80(トルエンジイソシアネート)、日本ポリウレタン工業株式会社製、ジチオカルバミン酸塩化合物1は品名:ノクセラーZTC(ジベンジルジチオカルバミン酸亜鉛)、大内新興化学工業株式会社製、ジチオカルバミン酸塩化合物2は品名:ノクセラーEZ(ジエチルジチオカルバミン酸亜鉛)、大内新興化学工業株式会社製、ジチオカルバミン酸塩化合物3は品名:ノクセラーZP(N−ペンタメチレンジチオカルバミン酸亜鉛)、大内新興化学工業株式会社製、酸化防止剤1は品名:ノクセラーM(2−メルカプトベンゾチアゾール)、大内新興化学工業株式会社製、酸化防止剤2は品名:ノクセラーMSA−G(N−オキシジエチレンベンゾチアゾール−2−スルフェンアミド)、大内新興化学工業株式会社製、酸化防止剤3は品名:ノクラックMB(2−メルカプトベンゾイミダゾール)、大内新興化学工業株式会社製、酸化防止剤4は品名JP−308E(トリス(2−エチルヘキシル)ホスファイト)、城北化学工業株式会社製、酸化防止剤5は品名AO−503(チオエーテル系酸化防止剤)、旭電化工業株式会社製である。 The polyols in the table are product names: SANNICS GP3050F (polyoxyalkylene polyol, OHV = 56, molecular weight 3000), manufactured by Sanyo Chemical Industries, Ltd., amine catalyst is 33LV (triethylenediamine 33% propylene glycol solution), Chukyo Yushi Co., Ltd. Made by company, tin catalyst is product name: MRH-110 (dibutyltin dilaurate), manufactured by Johoku Chemical Industry Co., Ltd., foam stabilizer is product name: F650 (silicone foam stabilizer), manufactured by Shin-Etsu Chemical Co., Ltd., polyisocyanate is product name: Coronate T-80 (toluene diisocyanate), manufactured by Nippon Polyurethane Industry Co., Ltd., dithiocarbamate compound 1 is product name: Noxeller ZTC (zinc dibenzyldithiocarbamate), manufactured by Ouchi Shinsei Chemical Co., Ltd., dithiocarbamate compound 2 is product name : Noxeller EZ (Zinc diethyldithiocarbamate), manufactured by Ouchi Shinsei Kagaku Kogyo Co., Ltd., dithiocarbamate compound 3 is product name: Noxeller ZP (Z-N-pentamethylenedithiocarbamate zinc), manufactured by Ouchi Eki Kagaku Kogyo Co., Ltd., antioxidant 1 Product name: Noxeller M (2-mercaptobenzothiazole), manufactured by Ouchi Shinsei Chemical Co., Ltd., Antioxidant 2 is product name: Noxeller MSA-G (N-oxydiethylenebenzothiazole-2-sulfenamide), Ouchi Shinsei Made by Chemical Industry Co., Ltd., Antioxidant 3 is product name: NOCRACK MB (2-mercaptobenzimidazole), manufactured by Ouchi Shinsei Chemical Co., Ltd., Antioxidant 4 is product name JP-308E (Tris (2-ethylhexyl) phosphite) ), Manufactured by Johoku Chemical Industry Co., Ltd., antioxidant 5 is product name AO-503 (thioether acid) Inhibitor), it is made by Asahi Denka Kogyo Co., Ltd..
このようにして得られたポリウレタンフォームのスラブ発泡品から、厚み10mm×50mm×50mmに裁断して試験片を形成した。この試験片に対して、YI値測定器(COLOUR COMPUTER SM−4、スガ試験機製)で加熱圧縮前のYI値(初期YI値)を測定した。 The polyurethane foam slab foam product thus obtained was cut into a thickness of 10 mm × 50 mm × 50 mm to form a test piece. With respect to this test piece, the YI value (initial YI value) before heating and compression was measured with a YI value measuring device (COLOUR COMPUTER SM-4, manufactured by Suga Test Instruments).
また、前記厚み10mm×50mm×50mmに裁断された試験片を、所定温度にした熱成形型を用いて50%の厚み(5mm)に所定時間加熱圧縮することにより塑性変形させ、型面形状に賦形されたポリウレタンフォーム成形品を得た。なお、熱成形型の型面形状は平板状である。加熱圧縮温度(熱成形型の温度)、加熱縮時間は表3及び表4に示す通りである。また、このようにして得られたポリウレタンフォーム成形品に対して加熱圧縮後のYI値と、NOxガスに3時間曝露させるNOx3時間曝露後のYI値とを測定した。NOx3時間曝露の方法は、まず、ポリウレタンフォーム成形品をデシケータにセットし、99.9%の二酸化窒素をシリンジで約2ml(ミリリットル)採取し、デシケータ内に注入する。400rpm、5分間攪拌した後、二酸化窒素ガスを検知管(ガステック製)で濃度測定すると、およそ10ppmになる。その状態で3時間放置した後にポリウレタンフォーム成形品を取り出してYI値を測定した。さらに、前記加熱圧縮前のYI値と加熱圧縮後のY1値との差及び前記加熱圧縮後のYI値とNOx3時間曝露後のYI値の差をそれぞれ求めた。YI値の測定結果及び差は表3及び4に示すとおりである。 Further, the test piece cut to a thickness of 10 mm × 50 mm × 50 mm is plastically deformed by heating and compressing it to a thickness of 50% (5 mm) for a predetermined time by using a thermoforming mold at a predetermined temperature, so that a mold surface shape is obtained. A shaped polyurethane foam molded article was obtained. The mold surface shape of the thermoforming die is a flat plate shape. Tables 3 and 4 show the heat compression temperature (temperature of the thermoforming mold) and the heat shrinkage time. Moreover, the YI value after heat-compression and the YI value after exposure to NOx gas for 3 hours were measured for the polyurethane foam molded article thus obtained. In the NOx 3 hour exposure method, first, a polyurethane foam molded article is set in a desiccator, and about 2 ml (milliliter) of 99.9% nitrogen dioxide is collected with a syringe and injected into the desiccator. After stirring at 400 rpm for 5 minutes, when the concentration of nitrogen dioxide gas is measured with a detector tube (manufactured by Gastec), it becomes approximately 10 ppm. After leaving in that state for 3 hours, the polyurethane foam molded article was taken out and the YI value was measured. Furthermore, the difference between the YI value before the heat compression and the Y1 value after the heat compression, and the difference between the YI value after the heat compression and the YI value after the NOx 3 hour exposure were obtained. The measurement results and differences of YI values are as shown in Tables 3 and 4.
表3及び表4から明らかなように、ジチオカルバミン酸塩化合物を含む実施例1〜9のポリウレタンフォーム成形品は、ジチオカルバミン酸塩化合物を含まない比較例1〜6のポリウレタンフォーム成形品と比べて、加熱圧縮後のYI値とNOx3時間曝露後のYI値の差が小さく、黄変が抑えられていることがわかる。このことから、ジチオカルバミン酸塩化合物を含む実施例1〜9のポリウレタンフォーム成形品は、加熱圧縮による黄変に対する悪影響が少なく、加熱圧縮後の経時変化によっても黄変し難いものであることがわかる。したがって、加熱圧縮による塑性変形品からなる本発明のポリウレタンフォーム成形品は、加熱圧縮による黄変に対する悪影響が少なく、その後の経時変化によって黄変し難いものであり、特に黄変防止が求められる衣料用として好適なものである。
Table 3 and Table 4, a polyurethane foam molded article of Example 1-9 containing dithiocarbamate compounds, compared to Comparative Examples 1-6 containing no dithiocarbamate compound polyurethane foam moldings, It can be seen that the difference between the YI value after heat compression and the YI value after exposure to NOx for 3 hours is small, and yellowing is suppressed. From this, it can be seen that the polyurethane foam molded articles of Examples 1 to 9 containing the dithiocarbamate compound have little adverse effect on yellowing due to heat compression, and are hardly yellowed due to changes over time after heat compression. . Therefore, the polyurethane foam molded article of the present invention comprising a plastically deformed product by heat compression has little adverse effect on yellowing due to heat compression and is difficult to yellow due to subsequent aging, and particularly clothing that requires prevention of yellowing. It is suitable for use.
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006065417A JP5116981B2 (en) | 2006-03-10 | 2006-03-10 | Method for producing polyurethane foam molded article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006065417A JP5116981B2 (en) | 2006-03-10 | 2006-03-10 | Method for producing polyurethane foam molded article |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007238841A JP2007238841A (en) | 2007-09-20 |
| JP5116981B2 true JP5116981B2 (en) | 2013-01-09 |
Family
ID=38584690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006065417A Expired - Lifetime JP5116981B2 (en) | 2006-03-10 | 2006-03-10 | Method for producing polyurethane foam molded article |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5116981B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025062632A1 (en) * | 2023-09-22 | 2025-03-27 | 株式会社イノアックコーポレーション | Laminate, pad for clothing, and polyurethane foam |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3884849A (en) * | 1973-12-26 | 1975-05-20 | Gen Tire & Rubber Co | Flame retardant flexible urethane foams |
| JPS56135545A (en) * | 1980-03-27 | 1981-10-23 | Mitui Toatsu Chem Inc | Polyurethane composition |
| JPS56135546A (en) * | 1980-03-28 | 1981-10-23 | Mitui Toatsu Chem Inc | Heat-resistant polyurethane composition |
| JP4158037B2 (en) * | 2003-01-08 | 2008-10-01 | 株式会社イノアックコーポレーション | Sealing material for air conditioner |
| JP5080004B2 (en) * | 2005-06-28 | 2012-11-21 | 株式会社イノアックコーポレーション | Polyurethane foam |
| JP4629589B2 (en) * | 2005-06-28 | 2011-02-09 | 株式会社イノアックコーポレーション | Polyurethane foam |
-
2006
- 2006-03-10 JP JP2006065417A patent/JP5116981B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007238841A (en) | 2007-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101313409B1 (en) | Flexible polyurethane foam and process for producing the same | |
| CN101842405B (en) | Catalyzed viscoelastic foams using bismuth salts | |
| US20040014830A1 (en) | Composition for use in flexible polyurethane foams | |
| KR20090082177A (en) | Process for producing flexible polyurethane foam | |
| JP2010275551A (en) | Method for producing flexible polyurethane foam with low release | |
| CN101580575A (en) | Flexible polyurethane foam and process for producing the same | |
| JP2012046589A (en) | Polyurethane foam | |
| ES2214282T3 (en) | (POLYUREA) POLYURETHANS WITH IMPROVED PHYSICAL PROPERTIES. | |
| HK14795A (en) | Microcellular polyurethane polymers prepared from isocyanate-terminated poly(oxytetramethylene) glycol prepolymers | |
| JP5030765B2 (en) | Non-yellowing flexible polyurethane foam | |
| JP5394777B2 (en) | Water-resistant polyurethane foam | |
| JP6903870B2 (en) | Composition for molding flexible polyurethane foam | |
| JP5014827B2 (en) | Flexible polyurethane foam | |
| US20100087617A1 (en) | Composition capable of forming yellowing-free, low-hardness polyurethane elastomer, and method for producing yellowing-free, low-hardness polyurethane elastomer using the same | |
| MXPA03008624A (en) | Process for the preparation fo polyurethane foams. | |
| JP2008266451A (en) | Flexible polyurethane foam | |
| JP5116981B2 (en) | Method for producing polyurethane foam molded article | |
| JP4540545B2 (en) | Flexible polyurethane foam moldings | |
| JP5391416B2 (en) | Water-resistant polyurethane foam | |
| JP4792240B2 (en) | Waterproof material made of polyurethane foam | |
| JP6599255B2 (en) | Method for producing urethane foam for elastic elastic member | |
| JP6218306B2 (en) | Polyurethane foam | |
| JP4275686B2 (en) | Method for producing polyurethane foam | |
| JP5271548B2 (en) | Hardly discolorable soft polyurethane foam | |
| JP6989724B1 (en) | Casting polyurethane elastomer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121017 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5116981 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |