JP5121282B2 - 高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品およびその製造方法 - Google Patents
高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品およびその製造方法 Download PDFInfo
- Publication number
- JP5121282B2 JP5121282B2 JP2007097457A JP2007097457A JP5121282B2 JP 5121282 B2 JP5121282 B2 JP 5121282B2 JP 2007097457 A JP2007097457 A JP 2007097457A JP 2007097457 A JP2007097457 A JP 2007097457A JP 5121282 B2 JP5121282 B2 JP 5121282B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel
- speed cold
- excluding
- working
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 125
- 239000010959 steel Substances 0.000 title claims description 125
- 238000005482 strain hardening Methods 0.000 title claims description 69
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000006104 solid solution Substances 0.000 claims description 31
- 238000001816 cooling Methods 0.000 claims description 18
- 239000000126 substance Substances 0.000 claims description 12
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 8
- 239000000203 mixture Substances 0.000 claims description 8
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 5
- 229910052742 iron Inorganic materials 0.000 claims description 4
- 238000003754 machining Methods 0.000 claims description 3
- 238000012545 processing Methods 0.000 description 27
- 230000000694 effects Effects 0.000 description 24
- 238000010438 heat treatment Methods 0.000 description 20
- 238000000034 method Methods 0.000 description 19
- 150000001875 compounds Chemical class 0.000 description 18
- 239000000463 material Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 9
- 229920006395 saturated elastomer Polymers 0.000 description 8
- 230000032683 aging Effects 0.000 description 6
- 238000005336 cracking Methods 0.000 description 6
- 238000010791 quenching Methods 0.000 description 5
- 230000000171 quenching effect Effects 0.000 description 5
- -1 sodium pentacyanonitrosyl iron (III) Chemical compound 0.000 description 5
- 238000005496 tempering Methods 0.000 description 5
- 229910000859 α-Fe Inorganic materials 0.000 description 5
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 238000009628 steelmaking Methods 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 238000009749 continuous casting Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- YRKCREAYFQTBPV-UHFFFAOYSA-N acetylacetone Chemical compound CC(=O)CC(C)=O YRKCREAYFQTBPV-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 238000003483 aging Methods 0.000 description 2
- 229910021529 ammonia Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000010273 cold forging Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 229910001562 pearlite Inorganic materials 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 238000005491 wire drawing Methods 0.000 description 2
- VRZJGENLTNRAIG-UHFFFAOYSA-N 4-[4-(dimethylamino)phenyl]iminonaphthalen-1-one Chemical compound C1=CC(N(C)C)=CC=C1N=C1C2=CC=CC=C2C(=O)C=C1 VRZJGENLTNRAIG-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- OKIZCWYLBDKLSU-UHFFFAOYSA-M N,N,N-Trimethylmethanaminium chloride Chemical compound [Cl-].C[N+](C)(C)C OKIZCWYLBDKLSU-UHFFFAOYSA-M 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000005708 Sodium hypochlorite Substances 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 238000010622 cold drawing Methods 0.000 description 1
- 238000000641 cold extrusion Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000003009 desulfurizing effect Effects 0.000 description 1
- 238000004821 distillation Methods 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000706 filtrate Substances 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- OTYBMLCTZGSZBG-UHFFFAOYSA-L potassium sulfate Chemical compound [K+].[K+].[O-]S([O-])(=O)=O OTYBMLCTZGSZBG-UHFFFAOYSA-L 0.000 description 1
- 229910052939 potassium sulfate Inorganic materials 0.000 description 1
- 235000011151 potassium sulphates Nutrition 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- SUKJFIGYRHOWBL-UHFFFAOYSA-N sodium hypochlorite Chemical compound [Na+].Cl[O-] SUKJFIGYRHOWBL-UHFFFAOYSA-N 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000001256 steam distillation Methods 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Landscapes
- Heat Treatment Of Steel (AREA)
Description
C:0.15超〜0.6%(質量%の意味、以下同じ)、
Si:0.005〜0.6%、
Mn:0.05〜2%、
P:0.05%以下(0%を含まない)、
S:0.05%以下(0%を含まない)、および、
N:0.04%以下(0%を含まない)、
をそれぞれ含有し、残部は鉄及び不可避的不純物からなり、固溶状態としてのNの含有量が0.006%以上であることを特徴とするものである。
Zr:0.2%以下(0%を含まない)、
Ti:0.1%以下(0%を含まない)、
Nb:0.1%以下(0%を含まない)、
V:0.5%以下(0%を含まない)、
Ta:0.1%以下(0%を含まない)、および、
Hf:0.1%以下(0%を含まない)
よりなる群から選ばれる少なくとも1種を含有させることも有効である。
[N]−(14[Al]/27+14[Ti]/47.9+14[Nb]/92.9+14[V]/50.9+14[Zr]/91.2+14[B]/10.8+14[Ta]/180.9+14[Hf]/178.5)≧0.006・・・・(1)式
[式(1)中、[ ]は各元素の鋼中の全含有量(質量%)を表す。]
Ca:0.05%以下(0%を含まない)、
希土類元素(以下、「REM」と省略する):0.05%以下(0%を含まない)、
Mg:0.02%以下(0%を含まない)、
Li:0.02%以下(0%を含まない)、
Pb:0.1%以下(0%を含まない)、および、
Bi:0.1%以下(0%を含まない)
よりなる群から選ばれる少なくとも1種を含有させることも有効である。
H≧(DR+1000)/6・・・(2)式
但し、H:部品強度(Hv)、DR:変形抵抗(MPa)
本発明の高速冷間加工用鋼は、良好な冷間加工性を達成するために、化学成分量が適正化されていることが特徴の一つであるので、以下、鋼の化学成分および固溶N量について説明する。
C(炭素)は、高速冷間加工部品の強度を確保するために必要な元素である。そこでC量を0.15%超と定めた。より好ましくは0.16%以上、さらに好ましくは0.17%以上である。一方、C量が多すぎると被削性および冷間加工性が劣化する。そこでC量の上限を0.6%と定めた。より好ましい上限は、0.5%、さらに好ましくは0.4%である。
Siは製鋼過程において脱酸剤として使用される元素である。Si量が少ないと、脱酸が不足することによって、凝固過程でガスが発生し、これらが欠陥として作用しやすくなるため、変形能を劣化させる。この効果を有効に発揮させる為には0.005%以上添加する必要がある。より好ましい下限は、0.01%である。しかしながら、Siの過剰な添加は、脱酸の効果が飽和し、且つ冷間加工性が劣化する。そのため、上限を0.6%とする。より好ましい上限は、0.5%である。
Mnは製鋼過程において脱酸・脱硫元素として有効な元素である。Mn量が少ないと、結晶粒界にFeSが膜状に析出し、粒界強度を著しく低下させ、変形能を劣化させる。この効果を有効に発揮させる為にはMnを0.05%以上添加する必要がある。より好ましい下限は、0.1%である。しかしながら、Mnの過剰な添加は、冷間加工性を劣化させるため、その上限を2%とする。より好ましい上限は、1.5%である。
Pは不可避的に不純物として含有する元素であるが、Pがフェライトに含有するとフェライト粒界に偏析するので、冷間加工性を劣化させる。また、Pはフェライトを固溶強化させ、変形抵抗を増大させる。従って、冷間加工性の観点からは極力低減することが望ましいが、極端な低減は製鋼コストの増加を招く。そのため、冷間加工性および工程能力を考慮して、上限を0.05%とした。より好ましくは、0.03%以下とするのが良い。但し、P量を0とすることは、工業的に困難である。
Sは不可避的に不純物として含有する元素であるが、MnSの介在物を形成し、変形能を劣化させる。従って、極力低減することが望ましいので、変形能の観点から上限を0.05%とした。好ましい範囲は、0.03%以下である。一方、Sは被削性の向上には有効な元素であり、積極的に含有させる場合もある。被削性を考慮すると、Sは、好ましくは0.002%以上、より好ましくは0.006%以上含有させることが推奨される。
ここでは、鋼中の全N量について説明する。Nは、鋼中に固溶して、冷間加工後の部品強度を向上させる効果を有し、本発明において重要な元素である。しかしながら、鋼中の全N量が過剰であると、固溶N量が過剰となり、冷間加工時に割れが生じることがある。更に、鋼材の内部欠陥や、連続鋳造時のスラブ割れも発生しやすくなる。そこで、鋼の変形能、材質の安定性および連続鋳造時の歩留まり向上の観点から、鋼中の全N量の上限を0.04%と定めた。より好ましい上限は、0.03%である。一方、全N量の下限は特に規定しないが、後述する固溶Nの下限量を満たすため、好ましくは0.007%以上、より好ましくは0.008%以上、さらに好ましくは0.009%以上含有させる。
固溶Nは、上述したように、高速冷間加工後の部品強度を向上させる効果を有する。高速冷間加工後の部品強度の上昇効果を十分に確保するために、その下限を0.006%と定めた。好ましい下限は、0.007%、さらに好ましい下限は、0.008%である。一方、固溶N量が過剰になると、変形能が劣化する。そのため、固溶N量は、好ましくは0.035%以下、より好ましくは0.030%以下、さらに好ましくは0.025%以下である。なお、固溶N量は、当然のことながら、鋼中の全N量を超えることはない。ここで、本発明における「固溶N量」の値は、JIS G 1228に準拠し、鋼中の全N量から全N化合物を差し引くことで鋼中の固溶N量を算出することができる。
Alは、製鋼工程における脱酸元素として有効な元素であり、また鋼の耐割れ性にも有効である。Alは、必要に応じて、好ましくは0.001%以上、より好ましくは0.005%以上で含有させることが推奨される。しかし、AlはNとの親和力が強く、AlNを形成して固溶N量を低減させるため、含有させる場合の上限を0.1%と定めた。Al量は、好ましくは0.05%以下、より好ましくは0.03%以下である。
Zr、Ti、Nb、V、Ta、Hfは、Nと共にN化合物を形成して結晶粒を微細化し、冷間加工後に得られる部品の靱性を高めるために有効な元素である。そこで、必要に応じて、Zrを好ましくは0.002%以上、より好ましくは0.004%以上、Tiを好ましくは0.001%以上、より好ましくは0.002%以上、Nbを好ましくは0.001%以上、より好ましくは0.002%以上、Vを好ましくは0.001%以上、より好ましくは0.002%以上、Taを好ましくは0.003%以上、より好ましくは0.006%以上、Hfを好ましくは0.002%以上、より好ましくは0.004%以上含有させることが推奨される。
Bは、結晶粒界の強度を高めることにより鋼の変形能を向上させる元素である。Crも同様に、鋼の変形能を向上させることができる。そこで必要に応じて、Bを好ましくは0.0001%以上、より好ましくは0.0002%以上、Crを好ましくは0.1%以上、より好ましくは0.2%以上含有させることが推奨される。しかし、BはNとの親和力が強く、BN形成して固溶N量を低減させてしまう。また、BNが過剰になると冷間加工性が低下する。Crも過剰になると変形抵抗を増大し、冷間加工性が低下する。従って、これらの元素を含有させる場合、B量は、0.0015%以下、好ましくは0.001%以下、より好ましくは0.0008%以下、Cr量は、2%以下、好ましくは1.5%以下、より好ましくは1%以下である。
Cuは、鋼材を歪み時効させ硬化させる作用を有するので、加工後の部品強度を向上させることができる。従って、好ましくは0.1%以上、より好ましくは0.5%以上を含有させることが推奨される。しかしながら、過剰に添加しても、その効果が飽和し、含有量に見合う効果が期待できず経済的に不利になる上、冷間加工性の劣化を招き、部品の表面性状を悪化させる等の不具合が生じる。このため、Cuの上限は5%とした。好ましくは4%以下、より好ましくは3%以下である。
Niは、フェライト−パーライト鋼の変形能を向上させるのに有効である。また、Cu添加時に鋼材表面に発生する表面欠陥の防止に有効である。好ましくは0.1%以上、より好ましくは0.5%以上を含有させることが推奨される。そのため、Cuを添加した時には、Cu量と同量か、Cu量の7割以上添加するのが望ましい。しかしながら、5%を超えて添加しても、効果が飽和し添加量に見合う効果が期待できず経済的に不利となる上、逆に冷間加工性が劣化する。そのため、Ni量の上限は5%とした。Ni量は、好ましくは4%以下、より好ましくは3%以下である。
Moは、加工後の硬さ及び変形能を増加させる作用を有している。従って、好ましくは0.04%以上、より好ましくは0.08%以上を含有させることが推奨される。しかしながら、2%を超える添加は冷間加工性を劣化させる。そのため、Mo量の上限は2%とした。Mo量は、好ましくは1.5%以下、より好ましくは1%以下である。
Caは、MnS等の硫化化合物系介在物を球状化させ、鋼の変形能を高めると共に、被削性向上に寄与する元素である。好ましくは0.005%以上、より好ましくは0.01%以上を含有させることが推奨される。しかしながら、過剰に添加してもその効果が飽和し、添加量に見合う効果が期待できず経済的に不利である。そのため、Caの上限は0.05%とした。好ましくは0.04%以下、より好ましくは0.03%以下である。
次に、本発明の高速冷間加工用鋼の製造方法について説明する。本発明の鋼は、固溶N量を0.006%以上含有していることを特徴としている。この固溶N量を確保するためには、(1)鋼中の全N量を増大させ、Nと親和力の高い元素を低減させること、および(2)鋼を所定の温度以上に加熱し、所定の冷却速度以上で冷却することにより、固溶N量を高めること、などが有効である。
鋼がAlなどのNと親和力の強い元素を含有している場合、窒素はAl等とN化合物を形成する結果、固溶N量が低減する。しかし、鋼中の全N量がそれよりも多ければ、Al等が全てNとN化合物を形成したとしても、十分な固溶N量を確保することができる。より具体的には、下記の(1)式を満たすような全N量を確保することにより、0.006%以上の固溶N量を確保することができる。
[N]−(14[Al]/27+14[Ti]/47.9+14[Nb]/92.9+14[V]/50.9+14[Zr]/91.2+14[B]/10.8+14[Ta]/180.9+14[Hf]/178.5)≧0.006・・・・(1)式
[式(1)中、[ ]は各元素の鋼中の全含有量(質量%)を表す。]
また鋼中の化学組成が(1)式を満たさず、AlなどのN化合物が多量に形成されると、十分な固溶N量が確保できなくなる場合は、熱間圧延等で形成したN化合物が固溶体に溶解する温度に鋼を加熱保持した後、急冷して、N化合物の析出を抑制する固溶熱処理により、固溶N量を増大させることができる。具体的には、鋼をAc3点+30℃以上の温度に加熱した後、0.5℃/s以上の冷却速度で500℃以下まで冷却することにより、鋼中の固溶N量を増大させることができる。
加熱保持後に、好ましくは0.5℃/s以上、より好ましくは1℃/s、さらに好ましくは5℃/s以上の冷却速度で、固溶Nが安定して存在できる500℃以下まで、好ましくは450℃以下まで冷却することにより、N化合物の析出を抑制して、十分な固溶N量を確保することができる。
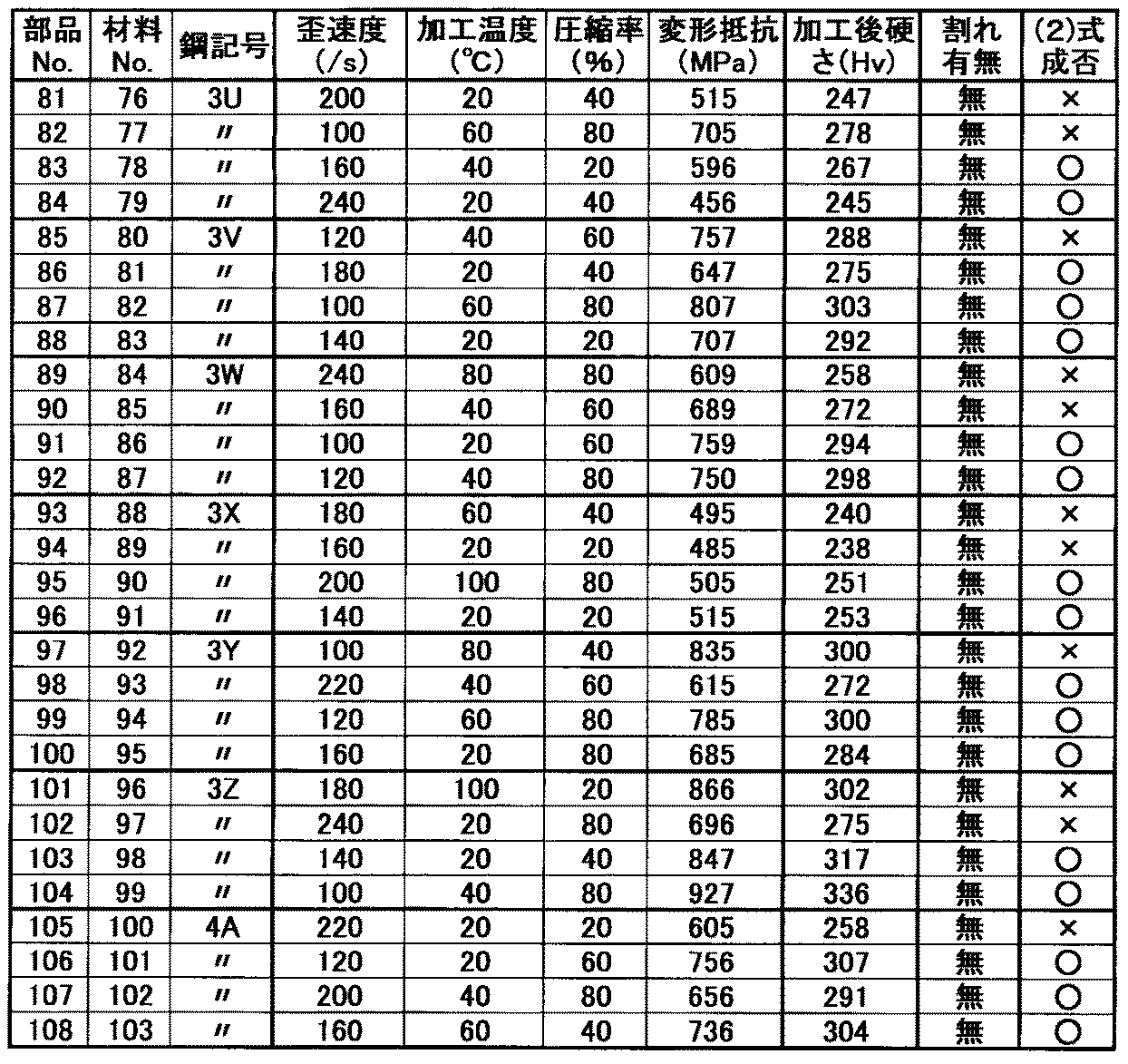
本発明は、上記化学組成および固溶Nを含有する鋼を高速冷間加工に供することを特徴の1つとしている。本発明の鋼は、固溶Nを比較的多量に含有するが、それにもかかわらず、良好な冷間加工性を維持するためには、本発明の鋼を、好ましくは100/s以上、より好ましくは150/s以上、さらに好ましくは200/s以上の歪み速度で冷間加工することが推奨される。一方、歪み速度が速すぎると、断熱的な温度上昇が生じ、割れが発生しやすくなるため、歪み速度の上限値は、好ましくは500/s以下、より好ましくは450/s以下、さらに好ましくは400/s以下である。
H≧(DR+1000)/6・・・(2)式
但し、H:部品強度(Hv)、DR:変形抵抗(MPa)である。
Claims (13)
- C:0.15超〜0.6%(質量%の意味、以下同じ)、
Si:0.005〜0.6%、
Mn:0.05〜2%、
P:0.05%以下(0%を含まない)、
S:0.05%以下(0%を含まない)、
N:0.007〜0.04%、および、
Al:0.1%以下(0%を含まない)
をそれぞれ含有し、残部は鉄及び不可避的不純物からなり、固溶状態としてのNの含有量が0.006%以上であることを特徴とする歪み速度が100/s以上の高速冷間加工用鋼。 - さらに、
Zr:0.2%以下(0%を含まない)、
Ti:0.1%以下(0%を含まない)、
Nb:0.1%以下(0%を含まない)、
V:0.5%以下(0%を含まない)、
Ta:0.1%以下(0%を含まない)、および、
Hf:0.1%以下(0%を含まない)
よりなる群から選ばれる少なくとも1種を含有する請求項1に記載の高速冷間加工用鋼。 - さらに、B:0.0015%以下(0%を含まない)および/またはCr:2%以下(0%を含まない)を含有する請求項1又は請求項2に記載の高速冷間加工用鋼。
- 下記(1)式を満足する請求項1ないし請求項3のいずれかに記載の高速冷間加工用鋼。
[N]−(14[Al]/27+14[Ti]/47.9+14[Nb]/92.9+14[V]/50.9+14[Zr]/91.2+14[B]/10.8+14[Ta]/180.9+14[Hf]/178.5)≧0.006・・・・(1)式
[式(1)中、[ ]は各元素の鋼中の全含有量(質量%)を表す。] - さらに、Cu:5%以下(0%を含まない)を含有する請求項1ないし請求項4のいずれかに記載の高速冷間加工用鋼。
- さらに、Ni:5%以下(0%を含まない)および/またはCo:5%以下(0%を含まない)を含有する請求項1ないし請求項5のいずれかに記載の高速冷間加工用鋼。
- さらに、Mo:2%以下(0%を含まない)および/またはW:2%以下(0%を含まない)を含有する請求項1ないし請求項6のいずれかに記載の高速冷間加工用鋼。
- さらに、
Ca:0.05%以下(0%を含まない)、
希土類元素:0.05%以下(0%を含まない)、
Mg:0.02%以下(0%を含まない)、
Li:0.02%以下(0%を含まない)、
Pb:0.1%以下(0%を含まない)、および、
Bi:0.1%以下(0%を含まない)
よりなる群から選ばれる少なくとも1種を含有する請求項1ないし請求項7のいずれかに記載の高速冷間加工用鋼。 - 請求項1ないし請求項8のいずれかに記載の高速冷間加工用鋼を加工温度200℃以下、歪み速度が100/秒以上で高速冷間加工することを特徴とする高速冷間加工部品の製造方法。
- 請求項1ないし請求項8のいずれかに記載の高速冷間加工用鋼を歪み速度が100/秒以上で高速冷間加工することを特徴とする高速冷間加工部品の製造方法。
- 請求項1ないし請求項8のいずれかに記載の高速冷間加工用鋼の製造方法であって、当該高速冷間加工用鋼と同じ化学組成を有する鋼を、Ac3点+30℃以上の温度に加熱し、Ac3点+30℃以上の温度領域で熱間加工した後、冷却速度0.5℃/s以上で500℃以下まで冷却することを特徴とする歪み速度が100/秒以上の高速冷間加工用鋼の製造方法。
- 請求項1ないし請求項8のいずれかに記載の高速冷間加工用鋼の製造方法であって、当該高速冷間加工用鋼と同じ化学組成を有する鋼を、Ac3点+30℃以上の温度に加熱した後、冷却速度0.5℃/s以上で500℃以下まで冷却することを特徴とする歪み速度が100/秒以上の高速冷間加工用鋼の製造方法。
- 請求項1ないし請求項8のいずれかに記載の高速冷間加工用鋼を加工温度200℃以下、歪み速度100/s以上で高速冷間加工することにより製造される高速冷間加工部品であって、高速冷間加工後の部品強度(H)、及び高速冷間加工中の変形抵抗の最大値(DR)が下記(2)式を満たしていることを特徴とする高速冷間加工部品。
H≧(DR+1000)/6・・・(2)式
但し、H:部品強度(Hv)、DR:変形抵抗(MPa)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007097457A JP5121282B2 (ja) | 2007-04-03 | 2007-04-03 | 高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品およびその製造方法 |
| US11/950,715 US20080156403A1 (en) | 2006-12-28 | 2007-12-05 | Steel for high-speed cold working and method for production thereof, and part formed by high-speed cold working and method for production thereof |
| EP07023882A EP1939309A1 (en) | 2006-12-28 | 2007-12-10 | Steel for high-speed cold working and method for production thereof, and part formed by high-speed cold working and method for production thereof |
| KR1020070138127A KR20080063137A (ko) | 2006-12-28 | 2007-12-27 | 고속 냉간 가공용 강 및 그 제조 방법, 및 고속 냉간 가공부품 및 그 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007097457A JP5121282B2 (ja) | 2007-04-03 | 2007-04-03 | 高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008255398A JP2008255398A (ja) | 2008-10-23 |
| JP5121282B2 true JP5121282B2 (ja) | 2013-01-16 |
Family
ID=39979274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007097457A Expired - Fee Related JP5121282B2 (ja) | 2006-12-28 | 2007-04-03 | 高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5121282B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4934481B2 (ja) * | 2007-04-10 | 2012-05-16 | 株式会社神戸製鋼所 | 高速冷間加工用鋼、並びに高速冷間加工部品およびその製造方法 |
| JP5114189B2 (ja) * | 2007-12-26 | 2013-01-09 | 株式会社神戸製鋼所 | 冷間加工用鋼およびその製造方法ならびに冷間加工鋼部品 |
| KR101253852B1 (ko) * | 2009-08-04 | 2013-04-12 | 주식회사 포스코 | 고인성 비조질 압연재, 신선재 및 그 제조방법 |
| CN102560045B (zh) * | 2010-12-22 | 2014-10-01 | 中国科学院金属研究所 | 块体纳米结构低碳钢及其制备方法 |
| KR101325317B1 (ko) * | 2011-07-15 | 2013-11-08 | 주식회사 포스코 | 수소지연파괴 저항성이 우수한 선재와 그 제조방법 및 이를 이용한 고강도 볼트와 그 제조방법 |
| JP2015040335A (ja) * | 2013-08-22 | 2015-03-02 | 株式会社神戸製鋼所 | 被削性に優れた機械構造用鋼 |
| CN107002193B (zh) * | 2014-11-18 | 2019-01-22 | 新日铁住金株式会社 | 冷锻部件用轧制棒钢或轧制线材 |
| WO2016080308A1 (ja) * | 2014-11-18 | 2016-05-26 | 新日鐵住金株式会社 | 冷間鍛造部品用圧延棒鋼または圧延線材 |
| JP6427272B2 (ja) * | 2015-06-29 | 2018-11-21 | 新日鐵住金株式会社 | ボルト |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3798251B2 (ja) * | 2001-03-08 | 2006-07-19 | 愛知製鋼株式会社 | 自動車用足廻り鍛造品の製造方法 |
| JP3906852B2 (ja) * | 2004-06-30 | 2007-04-18 | 住友電気工業株式会社 | 高導電率高強度トロリ線の製造方法および高導電率高強度トロリ線 |
-
2007
- 2007-04-03 JP JP2007097457A patent/JP5121282B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008255398A (ja) | 2008-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4295314B2 (ja) | 高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品の製造方法 | |
| JP5121282B2 (ja) | 高速冷間加工用鋼及びその製造方法、並びに高速冷間加工部品およびその製造方法 | |
| JP6058439B2 (ja) | 冷間加工性と加工後の表面硬さに優れる熱延鋼板 | |
| JP4193998B1 (ja) | 被削性に優れた機械構造用鋼およびその製造方法 | |
| JP6427272B2 (ja) | ボルト | |
| US8312751B2 (en) | Method for producing high alloy pipe | |
| JP4900127B2 (ja) | 高周波焼入れ用鋼材及びその製造方法 | |
| JP5297145B2 (ja) | 冷間鍛造性に優れる機械構造用鋼材および冷間鍛造部品 | |
| JP5114189B2 (ja) | 冷間加工用鋼およびその製造方法ならびに冷間加工鋼部品 | |
| CN106232847B (zh) | 强冷加工性和加工后的硬度优异的热轧钢板 | |
| JP2016060961A (ja) | 高い靭性と軟化抵抗性を有する高速度工具鋼 | |
| JP6058508B2 (ja) | 冷間加工性と加工後の表面性状および硬さに優れる熱延鋼板 | |
| JP4909247B2 (ja) | 冷間加工性にすぐれた鋼材および冷間加工部品 | |
| JP7333729B2 (ja) | フェライト系ステンレス棒鋼、自動車燃料系部品および自動車燃料系部材 | |
| KR101657792B1 (ko) | 흑연화 열처리용 강재 및 피삭성이 우수한 흑연강 | |
| JP2021127486A (ja) | 製造性及び熱伝導率に優れる熱間工具鋼 | |
| JP2018131654A (ja) | 優れた靱性および軟化抵抗性を有する熱間工具鋼 | |
| JP2007107020A (ja) | 工具寿命に優れたbn快削鋼 | |
| JP3581028B2 (ja) | 熱間工具鋼及びその熱間工具鋼からなる高温用部材 | |
| JP4934481B2 (ja) | 高速冷間加工用鋼、並びに高速冷間加工部品およびその製造方法 | |
| JP5363882B2 (ja) | 冷間加工用鋼材、冷間加工用鋼材の製造方法、機械構造用部品の製造方法及び機械構造用部品 | |
| JP5385574B2 (ja) | 冷間鍛造性に優れた機械構造用鋼材および冷間鍛造鋼部品 | |
| JP5379511B2 (ja) | 冷間加工性に優れた機械構造用鋼材および冷間加工鋼部品 | |
| JP5286217B2 (ja) | 熱間加工性、冷間加工性、および冷間加工後の硬さに優れた機械構造用鋼 | |
| JP5297146B2 (ja) | 冷間鍛造性に優れる機械構造用鋼材および冷間鍛造部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121023 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5121282 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |