図1は、本発明の一実施形態である部品実装装置100の概略図である。図示するように、部品実装装置100は、供給装置110と、装着装置120と、異常検出装置130と、全体制御装置140と、演算装置150と、入力部170と、出力部171と、通信IF部172と、を備え、これらはバス173を介して相互に接続されている。
供給装置110は、フィーダベース111と、IF部112と、を備える。
フィーダベース111は、図2(フィーダベース111、ヘッド121、ビーム122及び第二センサ132の概略図)に示されているように、複数のフィーダ111aが配置される。
フィーダ111aは、後述する全体制御装置140の指示に応じて、フィーダ111aの保持している部品が吸着ノズル123に吸着された場合に、フィーダ111aの保持している残りの部品を吸着ノズル123の吸着可能な位置にまで搬送する。
IF部112は、バス173を介して情報の送受信を行うためのインタフェースである。
装着装置120は、ヘッド121と、ビーム122と、吸着ノズル123と、駆動制御部124と、IF部125と、を備える。
ヘッド121は、図2に示されているように、ビーム122に沿って、一つの軸方向(図2では、X方向)に移動させることができるようにされている。
ビーム122は、図2に示されているように、ガイド122aに沿って、ヘッド121が移動する軸方向と交差する他の軸方向(図2では、Y方向)に移動することができるようにされている。
吸着ノズル123は、図3(ヘッド121の下面図)に示されているように、ヘッド121の下面にあるヘッド回転部121aに、円状に複数個配置されており、ヘッド回転部121aを回転させることにより、吸着ノズル123の位置を変えることができるようにされている。
そして、ヘッド121及びビーム122をX方向及びY方向に移動させ、ヘッド回転部122aを回転させること、により、予め定められた吸着ノズル123で、フィーダベース111に装着されているフィーダ111aより部品を吸着し、基板180の予め定められた位置に部品を装着できるようにされている。
なお、ヘッド121に装着することのできる吸着ノズル123の種類は複数あり、部品実装装置100を作動させる前に、ユーザ等は、複数種類の吸着ノズル123の中から実装に用いる吸着ノズル123を選択し、ヘッド121の所定の位置に接続する。
駆動制御部124は、後述する全体制御装置140からの指示に応じて、後述する装着情報テーブル143aで特定される装着順序及び装着位置に部品を装着するよう、ヘッド121、ヘッド回転部121a、ビーム122及び吸着ノズル123を制御する。
また、駆動制御部124は、吸着ノズル123で部品を吸着するよう制御した際に、部品を吸着したことを示す吸着情報を、IF部125を介して、演算装置150に送信する処理を行う。
IF部125は、バス173を介して情報の送受信を行うためのインタフェースである。
異常検出装置130は、第一センサ131と、第二センサ132と、検出制御部133と、IF部134と、を備える。
第一センサ131は、吸着ノズル123及び吸着ノズル123に吸着された部品の側面形状を検出するセンサであり、本実施形態においてはラインセンサを用いている。図3に示されているように、第一センサ131は、ヘッド121の下方であって、ノズル121の側方に配置されており、吸着ノズル123が部品を吸着した後に、吸着した部品と吸着ノズル123の側面形状を計測する。
第一センサ131が計測した吸着した部品と吸着ノズル123の側面形状の例を図4(吸着ノズル123及び部品131bの側面形状を撮像した画像131aの概略図)に示す。図4において、画像131aには、吸着ノズル123の側面形状と、部品131bの側面形状と、が示されている。
第二センサ132は、吸着ノズル123に吸着された部品の下面形状を検出するセンサであり、本実施形態においてはカメラを用いている。図2に示されているように、第二センサ132は、フィーダベース111と基板180との間に配置されている。
そして、駆動制御部124は、吸着ノズル123が部品を吸着した後にビーム122が基板180の上方に移動する間に、吸着ノズル123が第二センサ132の上方を通過するようにヘッド121、ビーム122を制御し、第二センサ132は、上方を通過する部品を撮像する。
検出制御部133は、第一センサ131が計測した側面形状と、第二センサ132が下方から撮影した下面形状と、について、例えば、パターンマッチング等により異常の有無を判定し、異常があると判定した場合には演算装置150に、異常の発生を特定する異常発生情報を出力する。
IF部134は、バス173を介して情報の送受信を行うためのインタフェースである。
なお、本実施形態においては、異常検出装置130は、第一センサ131及び第二センサ132で取得される画像データを用いて、部品及び部品の吸着姿勢の異常を検知するようにしているが、このような態様に限定されず、部品及び部品の吸着姿勢の少なくとも何れか一方の異常を検知することができるものであれば、どのようなセンサを用いてもよい。
全体制御装置140は、記憶部141と、全体制御部146と、IF部147と、を備える。
記憶部141は、部品配置情報記憶領域142と、装着情報記憶領域143と、装置情報記憶領域144と、部品情報記憶領域145と、を備える。
部品配置情報記憶領域142には、供給装置110で供給される部品の供給位置を特定する部品配置情報が記憶される。例えば、本実施形態においては、図5(部品配置情報テーブル142aの概略図)に示されるような部品配置情報テーブル142aが記憶されている。
図示するように、部品配置情報テーブル142aは、搭載位置番号フィールド142bと、部品種番号フィールド142cと、を有する。
搭載位置番号フィールド142bには、後述する部品種番号フィールド142cで特定される種類の部品を保持するフィーダ111aのフィーダベース111における搭載位置を特定する情報が格納される。ここで、本実施形態においては、フィーダベース111における搭載位置を特定する情報として、フィーダベース111における搭載位置を一意に識別するための識別情報である搭載位置番号が格納される。
部品種番号フィールド142cには、搭載位置番号フィールド142bで特定されるフィーダベース111の搭載位置に搭載されるフィーダ111aが保持する部品の種類を特定する情報が格納される。ここで、本実施形態においては、部品の種類を特定する情報として、各々の部品の種類を一意に識別するための識別情報である部品種番号が格納される。
装着情報記憶領域143には、部品の装着順序及び吸着順序と、部品を基板に装着する位置と、部品を吸着する吸着ノズル123の位置と、部品の供給位置と、を特定する装着情報が記憶される。例えば、本実施形態においては、図6(装着情報テーブル143aの概略図)に示されるような装着情報テーブル143aが記憶されている。
図示するように、装着情報テーブル143aは、順序フィールド143bと、部品装着座標フィールド143cと、吸着ノズル番号フィールド143dと、搭載位置番号フィールド143eと、吸着実施フィールド143fと、を有している。
順序フィールド143bには、部品の装着順序と、部品の吸着順序と、を特定する情報が格納される。ここで、本実施形態においては、部品の装着順序及び吸着順序が同じになるようにしているが、これらが別々の順番になるようにしてもよい。
部品装着座標フィールド143cには、搭載位置番号フィールド143fで特定される搭載位置から吸着される種類の部品を、基板180に装着する位置を特定する情報が格納される。
吸着ノズル番号フィールド143dには、搭載位置番号フィールド143fで特定される搭載位置に配置される種類の部品を吸着する吸着ノズル123のヘッド121における位置を特定する情報が格納される。ここで、位置を特定する情報として、ヘッド121において吸着ノズル123を搭載する位置に対して一意となるように割り振られた吸着ノズル番号が格納される。
搭載位置番号フィールド143eには、順序フィールド143bで特定される順番において、部品装着座標フィールド143cで特定される座標に装着される部品を保持するフィーダ111aのフィーダベース111における搭載位置を特定する情報が格納される。ここで、本実施形態においては、フィーダベース111における搭載位置を特定する情報として、フィーダベース111における搭載位置を一意に識別するための識別情報である搭載位置番号が格納される。
吸着実施フィールド143fには、部品装着装置110が部品の吸着及び装着を実施している順番(レコード)を特定する情報が格納される。
例えば、本実施形態においては、全体制御装置140より装着装置110に対して、部品を基板に装着する位置と、部品を吸着する吸着ノズル123の位置と、部品の供給位置と、を特定した吸着指示を出す際に、装着情報テーブル143aの対応するレコードの吸着実施フィールド143fに「1」の記号が入力され、当該レコードの一つ前のレコードの吸着実施フィールド143fに格納された「1」の記号を削除する(対応するレコードが装着情報テーブル143aの最上位のレコードの場合には削除は行わない)。
装置情報記憶領域144には、装着装置120のヘッド121に装着された吸着ノズル123の種類を特定する装置情報が記憶される。例えば、本実施形態においては、図7(装置情報テーブル144aの概略図)に示すような装置情報テーブル144aが記憶される。
図示するように、装置情報テーブル144aは、吸着ノズル番号フィールド144bと、吸着ノズル種フィールド144cと、吸着ノズルIDフィールド144dと、を有する。
吸着ノズル番号フィールド144bには、後述する吸着ノズルIDフィールド144dで特定される吸着ノズル123を、ヘッド121に装着する位置を特定する情報が格納される。ここで、本実施形態においては、位置を特定する情報として、ヘッド121において吸着ノズル123を搭載する位置に対して一意となるように割り振られた吸着ノズル番号が格納される。
吸着ノズル種フィールド144cには、後述する吸着ノズルIDフィールド144dで特定される吸着ノズル123の種類を特定する情報が格納される。
吸着ノズルIDフィールド144dには、吸着ノズル番号フィールド144bで特定される位置に装着される吸着ノズル123を特定する情報が格納される。ここで、本実施形態においては、吸着ノズル123を特定する情報として、各々の吸着ノズル123を一意に識別するための識別情報である吸着ノズルIDが格納される。
部品情報記憶領域145には、基板180に装着する部品の種類及び特徴を特定する部品情報が記憶される。例えば、本実施形態においては、図8(部品情報テーブル145aの概略図)に示すような部品情報テーブル145aが記憶される。
図示するように、部品情報テーブル145aは、部品種番号フィールド145bと、部品供給方法フィールド145cと、を有する。
部品種番号フィールド145bには、部品の種類を特定する情報が格納される。ここで、本実施形態においては、部品の種類を特定する情報として、部品の種類を一意に識別するための識別情報である部品種番号が格納される。
部品供給方法フィールド145cには、部品種番号フィールド145bで特定される種類の部品を、フィーダ111aにおいて供給する供給方法が格納される。ここで、本実施形態においては、供給方法として、「紙テープ」又は「エンボステープ」の何れかが格納されるが、このような態様に限定されるものではない。
なお、記憶部141に記憶される情報は、入力部170又は通信IF部172を介して外部から入力される。
全体制御部146は、供給装置110、装着装置120、異常検出装置130、演算装置150、入力部170、出力部171及び通信IF部172で行う処理を制御する。
例えば、全体制御部146は、供給装置110及び装着装置120に対して、祖着情報テーブル143で特定される順番、吸着ノズル123及び装着座標に部品が装着されるように必要な指示を出力する。
また、全体制御部146は、必要なタイミングで部品及び当該部品の吸着姿勢の異常を検出するように、異常検出装置130に必要な指示を出力する。
IF部147は、バス173を介して情報の送受信を行うためのインタフェースである。
図9は、演算装置150の概略図である。図示するように、演算装置150は、記憶部151と、制御部158と、入力部163と、出力部164と、IF部165と、を備える。
記憶部151は、取得情報記憶領域152と、装置稼動情報記憶領域153と、生産実績情報記憶領域154と、メンテナンス履歴情報記憶領域155と、評価情報記憶領域156と、を備える。
取得情報記憶領域152には、全体制御装置140より取得した、部品配置情報テーブル142a、装着情報テーブル143a、装置情報テーブル144a及び部品情報テーブル145aが記憶される。
なお、これらのテーブルに格納される情報が、全体制御装置140において更新された場合には、例えば、全体制御装置140より更新された情報又は更新されたテーブルが演算装置150に送信され、演算装置150においても更新されるものとする(後述する演算制御部159が更新)。
装置稼動情報記憶領域153には、部品実装装置100の行った動作の履歴(ここでは、部品の供給方法毎の吸着回数)を特定する装置稼動情報が記憶される。例えば、本実施形態においては、図10(装置稼動情報テーブル153aの概略図)に示されているような装置稼動情報テーブル153aが記憶される。
図示するように、装置稼動情報テーブル153aは、吸着ノズルIDフィールド153bと、部品供給方法ごとの累積吸着回数格納領域153cと、を有する。
吸着ノズルIDフィールド153bには、ヘッド121に装着される吸着ノズル123を特定する情報が格納される。ここで、本実施形態においては、吸着ノズル123を特定する情報として、各々の吸着ノズル123を一意に識別するための識別情報である吸着ノズルIDが格納される。
部品供給方法ごとの累積吸着回数格納領域153cは、紙テープ累積吸着回数フィールド153dと、エンボステープ累積吸着回数フィールド153eと、を有する。
紙テープ累積吸着回数フィールド153dには、吸着ノズルIDフィールド153bで特定される吸着ノズル123が、供給方法が紙テープであるフィーダ111aより部品を吸着した回数を特定する情報が格納される。
エンボステープ累計吸着回数フィールド153eには、吸着ノズルIDフィールド153bで特定される吸着ノズル123が、供給方法がエンボステープであるフィーダ111aより部品を吸着した回数を特定する情報が格納される。
なお、本実施形態においては、部品の供給方法として、エンボステープ又は紙テープを想定しているが、このような態様に限定されるものではなく、他の供給の方法に関する各種の情報を対象としてもよい。また、本実施形態では、部品の吸着回数を格納しているが、このような態様に限定されず、部品実装装置100の動作回数と関係する他の指標を対象としてもよい。
生産実績情報記憶領域154には、特定の時間帯毎に、部品実装装置110が行った動作回数と、当該動作回数のうち失敗した動作回数と、を特定する生産実績情報が記憶される。例えば、本実施形態においては、図11(生産実績情報テーブル154aの概略図)に示されているような生産実績情報テーブル154aが記憶されている。
図示するように、生産実績情報テーブル154aは、吸着ノズルID行154bと、時間帯列154cと、回数格納領域154dと、を有する。
吸着ノズルID行154bには、ヘッド121に装着される吸着ノズル123を特定する情報が格納される。ここで、本実施形態においては、吸着ノズル123を特定する情報として、各々の吸着ノズル123を一意に識別するための識別情報である吸着ノズルIDが格納される。
時間帯列154cには、部品実装装置110が動作した年月日時間帯を特定する情報が格納される。
回数格納領域154dは、吸着ノズルID行154bと、時間帯列154cと、に対応する欄毎に、吸着回数フィールド154eと、吸着異常回数フィールド154fと、を有する。
吸着回数フィールド154eには、吸着ノズルID行154bで特定される吸着ノズル123が、時間帯列154cで特定される年月日時間帯において、部品を吸着した回数を特定する情報が格納される。
吸着異常回数フィールド154fには、吸着ノズルID行154bで特定される吸着ノズル123が、時間帯列154cで特定される年月日時間帯において、部品を吸着した回数のうち、異常が検出された回数を特定する情報が格納される。
メンテナンス履歴情報記憶領域155には、実施されたメンテナンス毎に、実施されたメンテナンスの種類と、実施されたメンテナンスの効果と、実施されたメンテナンスの対象となる部分と、メンテナンスが実施された時点における当該部分の動作回数と、を特定するメンテナンス履歴情報が記憶される。例えば、本実施形態においては、図12(メンテナンス履歴情報テーブル155aの概略図)に示されるようなメンテナンス履歴情報テーブル155aが記憶されている。
図示するように、メンテナンス履歴情報記憶テーブル155aは、メンテナンスIDフィールド155bと、メンテナンス種フィールド155cと、メンテナンス効果フィールド155dと、メンテナンス有効性フィールド155eと、吸着ノズル種フィールド155fと、部品供給方法毎の吸着回数格納領域155gと、を有する。
メンテナンスIDフィールド155bには、実施されたメンテナンスを特定する情報が格納される。ここで、本実施形態においては、実施されたメンテナンスを特定する情報として、実施されたメンテナンスを一意に識別するためのメンテナンスIDが格納される。なお、本実施形態においては、メンテナンスIDとして、メンテナンスが実施される順序において、「1」から順に自然数を割り振っているがこのような態様に限定されるものではない。
メンテナンス種フィールド155cには、メンテナンスIDフィールド155bで特定されるメンテナンスの種類を特定する情報が格納される。
メンテナンス効果フィールド155dには、メンテナンスIDフィールド155bで特定されるメンテナンスの効果を特定する情報が格納される。ここで、メンテナンスの効果とは、例えば、部品実装装置100に発生する異常の減少率や一定時間の基板の生産量などである。
メンテナンス有効性フィールド155eには、メンテナンスIDフィールド155bで特定されるメンテナンスについて、メンテナンス効果フィールド155dで特定されるメンテナンスの効果が有効なものであったか否かを特定する情報が格納される。ここで、本実施形態においては、有効なものであった場合には「1」が格納され、有効なものではなかった場合には「0」が格納される。
吸着ノズル種フィールド155fには、メンテナンスIDフィールド155bで特定されるメンテナンスが実施された吸着ノズル123の種類を特定する情報が格納される。
部品供給方法毎の吸着回数格納領域155gは、紙テープ吸着回数フィールド155hと、エンボステープ吸着回数フィールド155iと、を有する。
紙テープ吸着回数フィールド155hには、メンテナンスIDフィールド155bで特定されるメンテナンスが行われた時点において、吸着ノズル種155fで特定される種類の吸着ノズル123が、供給方法が紙テープであるフィーダ111aより部品を吸着した回数を特定する情報が格納される。
エンボステープ吸着回数フィールド155iには、メンテナンスIDフィールド155bで特定されるメンテナンスが行われた時点において、吸着ノズル種155fで特定される種類の吸着ノズル123が、供給方法がエンボステープであるフィーダ111aより部品を吸着した回数を特定する情報が格納される。
評価情報記憶領域156には、吸着ノズル種及びメンテナンス種の組合せ毎に、メンテナンスの必要性を判断するための評価値と、メンテナンス実施の効果の予測値と、を特定する評価情報が記憶される。例えば、本実施形態においては、図13(評価情報テーブル156aの概略図)に示されるような評価情報テーブル156aが記憶される。
図示するように、評価情報テーブル156aは、吸着ノズル種欄156bと、メンテナンス種欄156cと、部品供給方法フィールド156dと、補正値フィールド156eと、基準値フィールド156fと、効果予測値フィールド156gと、を有する。
吸着ノズル種欄156bには、吸着ノズル123の種類を特定する情報が格納される。
メンテナンス種欄156cには、メンテナンスの種類を特定する情報が格納される。
部品供給方法フィールド156dには、部品供給方法の種類を特定する情報が格納される。
補正値フィールド156eには、吸着ノズル種156bで特定される種類の吸着ノズル123について、メンテナンス種フィールド156cで特定される種類のメンテナンスを行う必要性を判定する際に、部品供給方法フィールド156dで特定される部品供給方法での吸着回数を補正する補正値を特定する情報が格納される。
基準値フィールド156fには、吸着ノズル種156bで特定される種類の吸着ノズル123について、メンテナンス種フィールド156cで特定される種類のメンテナンスを行う必要性を判定する基準となる基準値を特定する情報が格納される。
効果予測値フィールド156gには、吸着ノズル種156bで特定される種類の吸着ノズル123について、メンテナンス種フィールド156cで特定される種類のメンテナンスが行われた際の効果を予測する効果予測値を特定する情報が格納される。
制御部158は、演算制御部159と、効果算出部160と、必要性判定部161と、を備える。
演算制御部159は、演算装置150での処理の全体を制御する。
また、演算制御部159は、全体制御装置140より必要な情報を取得し、取得情報記憶領域152に記憶し、更新する処理を行う。
さらに、演算制御部159は、装着装置120及び異常検出装置130より必要な情報を取得し、装置稼働情報テーブル153a及び生産実績情報テーブル154aに格納し、これらのテーブルを更新する処理を行う。
効果算出部160は、装置稼働情報テーブル153a及び生産実績情報テーブル154aに格納された情報に基づいて、メンテナンスの効果及び有効性を判定し、メンテナンス履歴情報テーブル155aに格納する処理を行う。
必要性判定部161は、メンテナンス履歴情報テーブル155aに格納された情報に基づいて、部品供給方法毎の吸着回数を補正する補正値と、メンテナンスを行う必要性を判定する基準となる基準値と、メンテナンスが行われた際の効果を予測する効果予測値と、を算出して、評価情報テーブル156aに格納する処理を行う。
入力部163は、情報の入力を受け付ける。
出力部164は、情報を出力する。
IF部165は、バス173を介して情報の送受信を行うためのインタフェースである。
以上に記載した演算装置150は、例えば、図14(コンピュータ900の概略図)に示すような、CPU(Central Processing Unit)901と、メモリ902と、HDD(Hard Disk Drive)等の外部記憶装置903と、CD(Compact Disk)やDVD(Digital Versatile Disk)等の可搬性を有する記憶媒体904に対して情報を読み書きする読書装置905と、キーボードやマウスなどの入力装置906と、ディスプレイなどの出力装置907と、バスに接続するためのI/F(InterFace)908と、を備えた一般的なコンピュータ900で実現できる。
例えば、記憶部151は、CPU901がメモリ902又は外部記憶装置903を利用することにより実現可能であり、制御部158は、外部記憶装置903に記憶されている所定のプログラムをメモリ902にロードしてCPU901で実行することで実現可能であり、入力部163は、CPU901が入力装置906を利用することで実現可能であり、出力部164は、CPU901が出力装置907を利用することで実現可能であり、IF部165は、CPU901がI/F908を利用することで実現可能である。
この所定のプログラムは、読書装置905を介して記憶媒体904から、あるいは、図示されていない通信装置を介してネットワークから、外部記憶装置903にダウンロードされ、それから、メモリ902上にロードされてCPU901により実行されるようにしてもよい。また、読書装置905を介して記憶媒体904から、あるいは、図示されていない通信装置を介してネットワークから、メモリ902上に直接ロードされ、CPU901により実行されるようにしてもよい。
図15は、装着装置110が部品を吸着した際の演算装置150での処理を示すフローチャートである。
まず、演算制御部159が、IF部165を介して、装着装置120より、部品を吸着したことを示す吸着情報を受信すると(S10でYES)、この吸着情報を受信した年月日時刻を吸着時刻として取得する(S11)。ここで、ステップS11で取得した吸着時刻をt1とする。
次に、演算制御部159は、取得情報記憶領域152に記憶されている装着情報テーブル143aの吸着実施フィールド143fに「1」が格納されたレコードを検索し、当該レコードの吸着ノズル番号フィールド143dに格納されている吸着ノズル番号及び搭載位置番号フィールド143eに格納されている搭載位置番号を読み込む(S12)。
次に、演算制御部159は、取得情報記憶領域152に記憶されている装置情報テーブル144aの吸着ノズル番号フィールド144bに、ステップS12で読み込んだ吸着ノズル番号が格納されているレコードを特定し、特定したレコードの吸着ノズルIDフィールド144dに格納されている吸着ノズルIDを読み込む(S13)。
次に、演算制御部159は、取得情報記憶領域152に記憶されている部品配置情報テーブル142aの搭載位置番号フィールド142bに、ステップS12で読み込んだ搭載位置番号が格納されているレコードを特定し、特定したレコードの部品種番号フィールド142cに格納されている部品種番号を読み込む(S14)。
次に、演算制御部159は、取得情報記憶領域152に記憶されている部品情報テーブル145aの部品種番号フィールド145bに、ステップS14で読み込んだ部品種番号が格納されているレコードを特定し、特定したレコードの部品供給方法フィールド145cに格納されている部品供給方法を読み込む(S15)。
次に、演算制御部159は、装置稼動情報テーブル153aの吸着ノズルIDフィールド153bに、ステップS13で読み込んだ吸着ノズルIDが格納されているレコードを特定し、ステップS15で読み込んだ部品供給方法が「紙テープ」であれば、特定したレコードの紙テープ累積吸着回数フィールド153dに格納されている紙テープ累積吸着回数に「1」を加算し、ステップS15で読み込んだ部品供給方法が「エンボステープ」であれば、エンボステープ累積吸着回数フィールド153eに格納されているエンボステープ累積吸着回数に「1」を加算する(S16)。
次に、演算制御部159は、生産実績情報テーブル154aの時間帯列154cに、吸着時刻t1を含む時間帯が格納されている行を特定し、生産実績情報テーブル154aの吸着ノズルIDフィールド154bに、ステップS13で読み込んだ吸着ノズルIDが格納されている列を特定し、特定した行と列とに対応する欄の吸着回数フィールド154eに「1」を加算する(S17)。
次に、演算制御部159は、ステップS10で吸着情報を受信してから次の吸着情報を受信するまでの間に、または、ステップS10で吸着情報を受信してから予め定められた時間を経過するまでの間に、IF部165を介して、異常検出装置130より吸着異常の発生を示す異常発生情報を受信した場合には(S18でYes)、生産実績情報テーブル154aの時間帯列154cに、吸着時刻t1を含む時間帯が格納されている行を特定し、生産実績情報テーブル154aの吸着ノズルIDフィールド154bに、ステップS13で読み込んだ吸着ノズルIDと同一のデータが格納されている列を特定し、特定した行と列とに対応する欄の吸着異常回数フィールド154fに「1」を加算する(S19)。
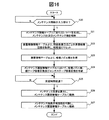
図16は、演算装置150の効果算出部160がメンテナンスの効果を算出し、有効性を判断する処理を示すフローチャートである。
まず、演算装置150の効果算出部160は、メンテナンスが実施されると、入力部170を介して、実施されたメンテナンスの対象となった部品のID(ここでは、吸着ノズルID)と、実施されたメンテナンスの種類であるメンテナンス種と、メンテナンスが実施された時刻と、を特定する情報の入力を受け付け(S20でYes)、ステップS21に進む。
例えば、本実施形態においては、効果算出部160は、図17(メンテナンス指示入力画面181の概略図)に示すようなメンテナンス指示入力画面181を出力部171に表示して、入力部170を介して、必要な情報の入力を受け付ける。
図示するようにメンテナンス指示入力画面181は、メンテナンス種入力領域181aと、吸着ノズルID入力領域181bと、メンテナンス実施時刻入力領域181cと、入力完了指示入力領域181dと、を有する。
メンテナンス種入力領域181aでは、実施されたメンテナンスの種類を特定するメンテナンス種の入力を受け付け、吸着ノズルID入力領域181bでは、メンテナンスされた吸着ノズルIDの入力を受け付け、メンテナンス実施時刻入力領域181cでは、メンテナンスが実施された年月日時刻の入力を受け付ける。
そして、効果算出部160は、入力部170を介して、これらの入力領域に必要な情報が入力され、入力完了指示入力領域181dを選択した実行指示の入力が行われると、ステップS21に進む。なお、ステップS20で、メンテナンス実施時刻入力領域181cを介して入力を受け付けた年月日時刻をメンテナンス実行時刻t2という。
ステップS21では、効果算出部160は、メンテナンス履歴情報テーブル155aのメンテナンスIDフィールド155bに、最も大きな数値が格納されているレコードを特定し、特定したレコードの次に新たなレコードを生成し、生成したレコードのメンテナンスIDフィールド155bに当該最も大きな数値に「1」を加算したメンテナンスIDを格納するとともに、生成したレコードのメンテナンス種フィールド155cに、ステップS20で入力を受け付けたメンテナンス種を特定する情報を格納する。
なお、メンテナンス履歴情報テーブル155aのメンテナンスIDフィールド155bに数値が記憶されていない場合には、効果算出部160は、メンテナンス履歴情報テーブル155aに新たなレコードを生成し、生成したレコードのメンテナンスIDフィールド155bに「1」を格納する。
次に、効果算出部160は、装置稼動情報テーブル153aの吸着ノズルIDフィールド153bに、ステップS20で入力を受け付けた吸着ノズルIDが格納されたレコードを特定し、特定したレコードの紙テープ累積吸着回数フィールド153dに格納されている紙テープ累積吸着回数と、特定したレコードのエンボステープ累積吸着回数フィールド153eに格納されているエンボステープ累積吸着回数と、を読み込み、特定したレコードの紙テープ累積吸着回数フィールド153d及びエンボステープ累積吸着回数フィールド153eの値を初期値(ここでは、「0」)にリセットする(S22)。
次に、効果算出部160は、取得情報記憶領域152に記憶されている装置情報テーブル144aの吸着ノズルIDフィールド114dに、ステップS20で入力を受け付けた吸着ノズルIDが格納されているレコードを特定し、特定したレコードの吸着ノズル種フィールド144cに格納されている吸着ノズル種を読み込む(S23)。
次に、効果算出部160は、メンテナンス履歴情報テーブル155aのステップS21で生成したレコードの吸着ノズル種フィールド155fに、ステップS23で読み込んだ吸着ノズル種を格納し、当該レコードの紙テープ吸着回数フィールド155hに、ステップS22で読み込んだ紙テープ累積吸着回数を格納し、当該レコードのエンボステープ吸着回数フィールド155iに、ステップS22で読み込んだエンボステープ累積吸着回数を格納する(S24)。
次に、効果算出部160は、メンテナンス実行時刻t2から予め定められた時間が経過したか否かを確認する(S25)。そして、予め定められた時間が経過した場合には(ステップS25でYes)、ステップS26に進む。
ここで、この予め定められた時間は、ユーザや設計者などが設定した一定回数の動作を部品実装装置100が完了することのできる時間とし、生産実績情報テーブル154aにおいて、メンテナンス実行時刻t2が含まれる時間帯の次の時間帯における吸着回数及び吸着異常回数を確定することのできる時間とする。ここで、メンテナンス実行時刻t2から予め定められた時間が経過した年月日時刻を完了時刻t3という。
ステップS26では、効果算出部160は、ステップS20で入力を受け付けたメンテナンスの効果を算出して、ステップS21で新たに追加したレコードのメンテナンス効果フィールド155dに格納する。
例えば、効果算出部160は、生産実績情報テーブル154aの時間帯列154cにおいて、メンテナンス実行時刻t2が含まれる時間帯が格納されている行の一つ前の行(一つ前の時間帯の行)を特定し、また、吸着ノズルID行154bに、ステップS20で入力を受け付けた吸着ノズルIDが格納されている列を特定し、特定した行と列とに対応する欄の吸着回数フィールド154d及び吸着異常回数フィールド154eに格納されている吸着回数及び吸着異常回数を、メンテナンス前吸着回数及びメンテナンス前吸着異常回数として読み込む。
さらに、効果算出部160は、生産実績情報テーブル154aの時間帯列154cにおいて、完了時刻t3が含まれる時間帯が格納されている行の一つ前の行(一つ前の時間帯の行)を特定し、また、吸着ノズルID行154bに、ステップS20で入力を受け付けた吸着ノズルIDが格納されている列を特定し、特定した行と列とに対応する欄の吸着回数フィールド154d及び吸着異常回数フィールド154eに格納されている吸着回数及び吸着異常回数を、メンテナンス後吸着回数及びメンテナンス後吸着異常回数として読み込む。
そして、効果算出部160は、下記の(1)式により、メンテナンス効果kを算出する。
但し、M1はメンテナンス前吸着回数、M2はメンテナンス前吸着異常回数、G1はメンテナンス後吸着回数、G2はメンテナンス後吸着異常回数、である。
次に、効果算出部160は、ステップS26で(1)式により算出したメンテナンス効果の有効性を判断して、有効と判断した場合には、ステップS21で新たに追加したレコードのメンテナンス有効性フィールド155eに「1」を格納し、有効と判断できなかった場合には、ステップS21で新たに追加したレコードのメンテナンス有効性フィールド155eに「0」を格納する(S27)。
例えば、効果算出部160は、ステップS26で(1)式により算出したメンテナンス効果の値が、ユーザや設計者などによって設定された閾値を上回った場合には、メンテナンス効果が有効と判断し、当該メンテナンス効果の値が閾値を上回っていない場合には、メンテナンス効果を有効とは判断しない。
図18は、演算装置150の必要性判定部161が、メンテナンスの必要性を判定するための判定値を算出する処理を示すフローチャートである。
まず、演算装置150の必要性判定部161は、メンテナンス履歴情報テーブル155aのメンテナンスIDフィールド155bに記憶されている数値の最大値が、ユーザや設計者などによって設定された閾値を上回っている場合には(S30でYes)、ステップS31に進む。
次に、必要性判定部161は、部品実装装置100の部品供給方法毎の吸着回数の範囲に対応させて、メンテナンスが行われた回数全体に占める有効なメンテナンスの回数の割合を算出する(S31)。
例えば、本実施形態においては、必要性判定部161は、図19(有効率情報テーブル182の概略図)に示すような有効率情報テーブル182を作成する。
図示するように、有効率情報テーブル182は、吸着ノズル種欄182aと、メンテナンス種欄182bと、紙テープ吸着回数列182cと、エンボステープ吸着回数行182dと、有効率格納領域182eと、有し、紙テープ吸着回数列182cで特定される紙テープからの吸着回数の範囲、および、エンボステープ吸着回数行182dで特定されるエンボステープからの吸着回数の範囲、に対応する有効率格納領域182eの各々の欄は、有効回数フィールド182fと、無効回数フィールド182gと、有効率フィールド182hと、を有する。
吸着ノズル種欄182aには、吸着ノズル123の種類を特定する情報が格納される。
メンテナンス種欄182bには、メンテナンスの種類を特定する情報が格納される。
紙テープ吸着回数列182cには、吸着ノズル種欄182aで特定される吸着ノズル123で紙テープのフィーダ111aより部品を吸着した回数である紙テープ吸着回数の範囲を特定する情報が格納される。
エンボステープ吸着回数行182dには、吸着ノズル種欄182aで特定される吸着ノズル123でエンボステープのフィーダ111aより部品を吸着した回数であるエンボステープ吸着回数の範囲を特定する情報が格納される。
有効回数フィールド182fには、吸着ノズル種欄182aで特定される吸着ノズル123の吸着回数が、紙テープ吸着回数列182cで特定される紙テープ吸着回数の範囲、および、エンボステープ吸着回数行182dで特定されるエンボステープ吸着回数の範囲、に含まれる場合に、メンテナンス種欄182bで特定されるメンテナンスが行われ、当該メンテナンスが有効と判断された回数である有効回数を特定する情報が格納される。
無効回数フィールド182gには、吸着ノズル種欄182aで特定される吸着ノズル123の吸着回数が、紙テープ吸着回数列182cで特定される紙テープ吸着回数の範囲、および、エンボステープ吸着回数行182dで特定されるエンボステープ吸着回数の範囲、に含まれる場合に、メンテナンス種欄182bで特定されるメンテナンスが行われ、当該メンテナンスが有効と判断されなかった回数である無効回数を特定する情報が格納される。
有効率フィールド182hには、吸着ノズル種欄182aで特定される吸着ノズル123の吸着回数が、紙テープ吸着回数列182cで特定される紙テープ吸着回数の範囲、および、エンボステープ吸着回数行182dで特定されるエンボステープ吸着回数の範囲、に含まれる場合に、メンテナンス種欄182bで特定されるメンテナンスが行われ、当該メンテナンスが有効に働いた割合を特定する情報が格納される。
なお、ステップS31での処理は、図20を用いて後述する。
図18に戻り、次に、必要性判定部161は、有効率情報テーブル182を用いて、吸着ノズル種及びメンテナンス種毎に、メンテナンスの必要性を判定するための基準値および補正値を算出する(S32)。ステップS32での処理は、図21を用いて後述する。
なお、ステップS32で算出された基準値及び補正値は、吸着ノズル種及びメンテナンス種に対応させて、評価情報テーブル156aに格納される。
次に、必要性判定部161は、評価情報テーブル156aに格納された基準値及び補正値を用いて、メンテナンスの効果の予測値を算出する(S33)。
例えば、必要性判定部161は、評価情報テーブル156aの吸着ノズル種欄156bに格納されている吸着ノズル種と、メンテナンス種欄156cに格納されているメンテナンス種と、を読み込み、メンテナンス履歴情報テーブル155aのメンテナンス種フィールド155c及び吸着ノズル種155fに、読み込んだメンテナンス種及び吸着ノズル種が格納され、かつ、メンテナンス有効性フィールド155eに「1」が格納されている全てのレコードを特定し、特定した全てのレコードのメンテナンス効果フィールド155dに格納されているメンテナンス効果を読み込み、読み込んだメンテナンス効果の平均値を算出する。
そして、必要性判定部161は、吸着ノズル種及びメンテナンス種を読み込んだ評価情報テーブル156aの効果予測値フィールド156gに、算出したメンテナンス効果の平均値を効果予測値として格納する。
次に、必要性判定部161は、評価情報テーブル156aに格納された基準値、補正値及び効果予測値を用いて、メンテナンスの必要性を判定する(S34)。ステップS34での処理は、図23を用いて後述する。
図20は、演算装置150の必要性判定部161が、メンテナンスの行われた回数全体に占める有効なメンテナンスの回数の割合を算出する処理を示すフローチャートである。
まず、演算装置150の必要性判定部161は、メンテナンスIDに対応するインデックスiを初期値(ここでは、「1」)にする(S40)。
次に、必要性判定部161は、メンテナンス履歴情報テーブル155aのメンテナンスIDフィールド155bに、iの値と等しい値が格納されているレコードを特定し、特定したレコードのメンテナンス種フィールド155cに格納されているメンテナンス種と、メンテナンス有効性フィールド155eに格納されている値と、を読み込む(S41)。
次に、必要性判定部161は、メンテナンス履歴情報テーブル155aのメンテナンスIDフィールド155bに、iの値と等しい値が格納されているレコードを特定し、特定したレコードの吸着ノズル種フィールド155fに格納されている吸着ノズル種、紙テープ吸着回数フィールド155hに格納されている紙テープ吸着回数、および、エンボステープ吸着回数フィールド155iに格納されているエンボステープ吸着回数、を読み込む(S42)。
次に、必要性判定部161は、ステップS41で読み込んだメンテンス種と、ステップS42で読み込んだ吸着ノズル種と、がメンテナンス種欄182b及び吸着ノズル種欄182aに格納されている有効率情報テーブル182において、紙テープ吸着回数列182cに、ステップS42で読み込んだ紙テープ吸着回数が含まれる行と、エンボステープ吸着回数行182dに、ステップS42で読み込んだエンボステープ吸着回数が含まれる列と、を特定し、特定した行及び列に対応する有効率格納領域182eの欄において、ステップS41で読み込んだメンテナンス有効性の値が「1」の場合には、有効回数フィールド182fの値に「1」を加算し、ステップS41で読み込んだメンテナンス有効性の値が「0」の場合には、無効回数フィールド182gの値に「1」を加算する(S43)。
次に、必要性判定部161は、インデックスiに「1」をインクリメントする(S44)。
そして、必要性判定部161は、メンテナンス履歴情報テーブル155aにおいて、インデックスiに対応するメンテナンスIDがメンテナンスIDフィールド155bに格納されているレコードが存在するか否かを確認し(S45)、このようなレコードがある場合には(ステップS45でYes)ステップS41に戻り処理を繰り返し、このようなレコードがない場合には(ステップS45でNo)ステップS46に進む。
ステップS46では、必要性判定部161は、全ての有効率情報テーブル182において、各々の行及び列に対応する有効率の値を算出して、算出した値を有効率フィールド182hに格納する処理を行う。
例えば、ステップS46において、必要性判定部161は、有効率情報テーブル182の紙テープ吸着回数列182cのある行及びエンボステープ吸着回数行182dに対応する有効率フィールド182hにデータを書き込む場合には、当該行及び当該列に対応する欄の有効回数フィールド182fに格納されている有効回数と、当該行及び当該列に対応する欄の無効回数フィールド182gに格納されている無効回数と、を読み込み、読み込んだ有効回数及び無効回数がともに「0」である場合には、この欄の有効率フィールド182hに「0」を格納し、読み込んだ有効回数及び無効回数の少なくとも何れか一方が「0」でない場合には、下記の(2)式により有効率eを算出して、有効率フィールド182hに格納する。
図21は、演算装置150の必要性判定部161が、メンテナンスの必要性を判定するための基準値および補正値を算出する処理を示すフローチャートである。
ここで、本実施形態においては、演算装置150の必要性判定部161は、全ての有効率情報テーブル182について、図22(メンテナンス履歴グラフ183の概略図)に示すようなメンテナンス履歴グラフ183を作成して、メンテナンスの必要性を判定するための基準値および補正値を算出する。
まず、必要性判定部161は、有効率情報テーブル182について、吸着ノズル種欄182aに格納されている吸着ノズル種と、メンテナンス種欄182bに格納されているメンテナンス種と、を読み込み、読み込んだ吸着ノズル種及びメンテナンス種を吸着ノズル種欄183a及びメンテナンス種欄183bに格納したメンテナンス履歴グラフ183を生成し、ユーザや設計者などが設定した閾値u3及び閾値u4を用いて、紙テープ吸着回数列182cに対応する全ての行と、エンボステープ吸着回数行182dに対応する全ての列と、に対応する有効率フィールド182hに格納されている有効率について、(u3+u4)以下、かつ、(u3−u4)以上、であるか否かを評価し、(u3+u4)以下、かつ、(u3−u4)以上、である場合は、当該有効率が属する紙テープ吸着回数列182cに格納されている紙テープ吸着回数の範囲を読み込み、読み込んだ紙テープ吸着回数の範囲の中間値を、生成したメンテナンス履歴グラフ183のY軸183cの座標とし、当該有効率が属するエンボステープ吸着回数行182dに格納されているエンボステープ吸着回数の範囲の中間値を、生成したメンテナンス履歴グラフ183のX軸183dの座標とした、メンテナンス点をプロットする(S50)。
ここで、閾値u3は、ユーザや設計者などがメンテナンスの必要性を判定する基準を表しており、メンテナンスの有効に働く確率がv%以上になった場合に部品実装装置100のメンテナンスを実施したい、とユーザや設計者などが考える場合には、ユーザや設計者などは閾値u3にvを設定する。
また、閾値u4は、閾値u3の周辺の値を許容するための範囲を特定する閾値である。即ち、閾値u3とは異なるが、メンテナンスの有効に働く確率が特定の範囲にある場合にメンテナンスを実施したいと考える場合には、この範囲の最大値又は最小値と閾値u3との差分を閾値u4とする。例えば、本実施形態においては、閾値u3には50が、閾値u4には10が、設定されているものとする。
ここで、ステップS50でj番目にプロットしたメンテナンス点のX軸183dの座標をxjと、Y軸183cの座標をyjとし、ステップS50でプロットしたメンテナンス点の総数をnとする。
次に、必要性判定部161は、メンテナンス履歴グラフ183において、n個のメンテナンス点から近似線183eまでの距離の分散が、最小となるように近似線183eを決定する(S51)。
例えば、本実施形態においては、本実施形態では近似線183eを直線として、下記の(3)式により近似線183eを求める。
ここで、xは近似線183eのX軸183dの座標、yは近似線183eのY軸183cの座標、xjはj番目のメンテナンス点のX軸183dの座標、yjはj番目のメンテナンス点のY軸183cの座標、nはメンテナンス点の総数、である。
なお、(3)式において、ある時点における吸着ノズル123のエンボステープの吸着回数Aをxに、紙テープの吸着回数Bをyに、代入した場合に、(3)式の左辺が0よりも小さいときには、メンテナンス履歴グラフ183おいて、座標(A,B)のメンテナンス点は、近似線183eの左下に位置する。そして、近似線183eの左下の領域では、過去の履歴データにおいて有効に働いたメンテナンスの割合が、閾値u3(u3±u4)よりも小さい確率が高いために、メンテナンス実施の必要性は小さいと考えられる。
一方、(3)式の左辺が0よりも大きい場合には、メンテナンス履歴グラフ183において、メンテナンス点(A,B)は、近似線183eの右上に位置する。そして、近似線183eの右上の領域では、過去の履歴データにおいて有効に働いたメンテナンスの割合が閾値u3(u3±u4)よりも大きい確率が高いために、メンテナンス実施の必要性は大きいと考えることができる。
図21に戻り、次に、必要性判定部161は、評価情報記憶領域156から、ステップS50で読み込んだ吸着ノズル種及びメンテナンス種が、吸着ノズル種欄156b及びメンテナンス種欄156cに格納されている評価情報テーブル156aを特定し、特定した評価情報テーブル156aの部品供給方法フィールド156dに「紙テープ」を特定する情報が格納されているレコードを特定し、特定したレコードの補正値フィールド156eに(3)式のbの値を格納し、特定したレコードの部品供給方法フィールド156dに「エンボステープ」を特定する情報が格納されているレコードを特定し、特定したレコードの補正値フィールド156eに(3)式のaの値を格納し、特定した評価情報テーブル156aの基準値フィールド156fに(3)式のcの値を格納する(S52)。
即ち、ステップS52では、最小二乗法による近似方程式の各変数(ここでは、紙テープからの吸着回数とエンボステープからの吸着回数)の係数に比例する値を当該各変数の補正値とし、当該近似方程式の定数項(切片)に比例する値を有効性判断の基準値とする。ここで、これらの係数及び定数項(切片)と、補正値及び基準値と、の比率については、係数及び定数項(切片)において同じ比率であれば任意の値を採用することができる。
図23は、演算装置150の必要性判定部161が、メンテナンスの必要性を判定する処理を示すフローチャートである。
まず、演算装置150の必要性判定部161は、入力部170を介してメンテナンスの必要性判定処理の実行命令を受けると(S60でYes)、ステップS61に進む。
ここで、例えば、本実施形態においては、必要性判定部161は、ステップS60において図24(必要性指示入力画面184の概略図)に示すような必要性指示入力画面184を出力部171に出力し、入力部170を介して必要な情報の入力を受け付ける。
図示するように、必要性指示入力画面184は、吸着ノズルID入力領域184aと、メンテナンス種入力領域184bと、メンテナンス必要判定指示入力領域184cと、を備える。
吸着ノズルID入力領域184aでは、メンテナンス効果の予測値を算出する吸着ノズル123の識別情報である吸着ノズルIDの入力を受け付ける。
メンテナンス種入力領域184bでは、メンテナンスの種類を特定するメンテナンス種の入力を受け付ける。
そして、吸着ノズルID入力領域184aに吸着ノズルIDが入力され、メンテナンス種入力領域184bにメンテナンス種が入力され、メンテナンス必要判定指示入力領域184cを選択した実行指示が入力部170を介して入力されることにより、必要性判定部161は、図23のステップS61に進む。
図23に戻り、必要性判定部161は、必要性指示入力画面184において、入力部170を介して、必要な情報の入力が行われると、取得情報記憶領域152に記憶されている装置情報テーブル144aにおいて、吸着ノズルIDフィールド144dにステップS60で入力を受け付けた吸着ノズルIDが格納されているレコードを特定し、特定したレコードの吸着ノズル種フィールド144cに格納されている吸着ノズル種を読み込む(S61)。
次に、必要性判定部161は、装置稼動情報テーブル153aの吸着ノズルIDフィールド153bに、ステップS60で入力を受け付けた吸着ノズルIDが格納されているレコードを特定し、特定したレコードの紙テープ累積吸着回数フィールド153dに格納されている紙テープ累積吸着回数、および、特定したレコードのエンボステープ累積吸着回数フィールド153eに格納されているエンボステープ累積吸着回数、を読み込む(S62)。
次に、必要性判定部161は、評価情報記憶領域156より、評価情報グループ156aの中から、吸着ノズル種欄156bにステップS61で読み込んだ吸着ノズル種が格納され、かつ、メンテナンス種欄156cにステップS60で入力を受け付けたメンテナンス種が格納されている評価情報テーブル156aを特定し、特定した評価情報テーブル156aにおいて、部品供給方法フィールド156dに「紙テープ」を特定する情報が格納されているレコードの補正値フィールド156eに格納されている紙テープの補正値と、部品供給方法フィールド156dに「エンボステープ」を特定する情報が格納されているレコードの補正値フィールド156eに格納されているエンボステープの補正値と、基準値フィールド156fに格納されている基準値と、効果予測値フィールド156gに格納されている効果予測値と、を読み込む(S63)。
次に、必要性判定部161は、下記の(4)式を用いて、値dを算出する。
そして、必要性判定部161は、値dが「0」以上である場合には、メンテナンスが必要であると判断し、値dが「0」よりも小さい場合には、メンテナンスが必要ではないと判断して、出力部171又は通信IF部172を介して、所定の出力画面を出力する(S64)。
図25は、ステップS64での出力画面185の概略図である。
図示するように、出力画面185は、吸着ノズルID表示領域185aと、メンテナンス種表示領域185bと、メンテナンス必要性表示領域185cと、効果予測値表示領域185dと、を備える。
吸着ノズルID表示領域185aには、ステップS60で入力を受け付けた吸着ノズルIDを特定する情報が表示される。
メンテナンス種表示領域185bには、ステップS60で入力を受け付けたメンテナンス種を特定する情報が表示される。
メンテナンス必要性表示領域185cには、上述のようにして算出されたメンテナンスの必要性の有無を特定する情報が表示される。
効果予測値表示領域185dには、ステップS63で読み込まれた効果予測値を特定する情報が表示される。
図1に戻り、入力部170は、情報の入力を受け付けるための入力装置であって、例えば、マウスやキーボードなどによって構成することができる。
出力部171は、情報を出力する出力装置であって、例えば、ディスプレイなどによって構成することができる。
通信IF部172は、他の装置と情報の送受信を行うためのインタフェースである。
バス173は、供給装置110、装着装置120、異常検出装置130、全体制御装置140、演算装置150、入力部160、出力部170及び通信IF部172を連結する通信路である。
以上のように、本実施形態によれば、過去に行われたメンテナンスの効果より、部品の供給方法毎の累積吸着回数を補正する補正値、補正された累積吸着回数と比較するための基準値、および、メンテナンス効果の予測値、を算出することができるため、個々の部品実装装置100の属性や環境に応じて、メンテナンスの要否を判断することができるようになる。
以上に記載した実施形態においては、演算装置150は、演算装置150が組み込まれている部品実装装置100の全体制御装置140からデータを収集しているが、このような様態に限定されず、例えば、通信IF部172を介して他の装置から評価情報テーブル156aの作成に用いるデータを収集してもよい。
以上に記載した実施形態においては、メンテナンスを行う部品を吸着ノズルとしているが、このような態様に限定されず、他の部品についても、動作属性毎の動作回数に応じて、メンテナンスの必要性等を算出することができる。
また、以上に記載した実施形態においては、吸着ノズルの部品供給方法として、紙テープとエンボステープとの二つの方法を想定しているが、このような態様に限定されず、もっと多くの部品供給方法を対象とすることも可能である。このような場合でも、図18のステップS32では、最小二乗法による近似方程式の各変数(動作属性毎の動作回数)の係数に比例する値を当該各変数の補正値とし、当該近似方程式の定数項(切片)に比例する値を有効性判断の基準値とすればよい。
さらに、以上に記載した実施形態においては、(1)式に示されているように、メンテナンス前とメンテナンス後の有効に吸着された吸着回数の割合の変化量でメンテンスの効果を算出しているが、このような態様に限定されず、例えば、メンテナンス前とメンテナンス後の有効に吸着された吸着回数の変化量や変化割合、でメンテナンス効果を算出することも可能であり、さらに、メンテナンス前とメンテナンス後の有効に吸着されなかった吸着回数の割合の変化量、有効に吸着されなかった吸着回数の変化量や変化割合でメンテナンス効果を算出することも可能である。
また、本実施形態においては、図22に示すメンテナンス点の座標は、部品供給方法毎(動作属性毎)に予め定められた吸着回数(動作回数)の範囲の中点を用いているが、このような態様に限定されず、当該範囲に含まれる任意の値(例えば、当該範囲に含まれる吸着回数の平均値)を用いることが可能である。
さらに、以上に記載した実施形態においては、供給装置110、装着装置120、異常検出装置130、全体制御装置140、演算装置150、入力部170、出力部171及び通信IF部172をバス173を介して相互に接続しているが、このような態様に限定されず、例えば、LAN(Local Area Network)やWAN(Wide Area Network)等のネットワークに接続されていてもよい。特に、演算装置150を他のネットワーク経由で、通信IF部172を介して、供給装置110、装着装置120、異常検出装置130、全体制御装置140、演算装置150、入力部170及び出力部171、と情報の送受信を行うことができるようにしてもよい。
さらに、本実施形態においては、入力部170及び出力部171を介して、情報の入力及び出力を行っているが、このような態様に限定されず、例えば、演算装置150に備えられている入力部163や出力部164を用いて、情報の入力及び出力を行うことも可能である。
加えて、本実施形態においては、部品実装装置100は、供給装置110、装着装置120、異常検出装置130、全体制御装置140、演算装置150、入力部170、出力部171及び通信IF部172で構成されているが、このような態様に限定されず、これらの装置で行っている機能を統合又は分割することにより、装置をまとめたり分散させたりすることも可能である。