JP5122253B2 - 加熱装置 - Google Patents
加熱装置 Download PDFInfo
- Publication number
- JP5122253B2 JP5122253B2 JP2007301733A JP2007301733A JP5122253B2 JP 5122253 B2 JP5122253 B2 JP 5122253B2 JP 2007301733 A JP2007301733 A JP 2007301733A JP 2007301733 A JP2007301733 A JP 2007301733A JP 5122253 B2 JP5122253 B2 JP 5122253B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- heating
- heating plate
- temperature
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Resistance Heating (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
加熱装置90は、平らな加熱板91と、この加熱板91の上方に配置されて熱風を供給する熱風発生装置92と、を備える。この加熱装置90では、加熱板91の上にワーク93を載置し、ヒータ94で加熱板91に入熱し、この加熱板91でワーク93を下面側から加熱するとともに、熱風発生装置92からワーク93の上面に向かって熱風を吹き付けて、ワーク93を上面側から加熱する。
図6に示すように、従来の加熱装置90によれば、加熱後のワーク93bには、波打つようにしわが発生する場合がある。このしわは、ワークの下面内における加熱むらと、ワークの下面側と上面側との温度差と、を原因として発生する。
図1は、本発明の一実施形態の加熱装置1の構成を示す断面図である。
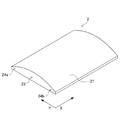
加熱板2の上面は、ワークが載置される載置面21となっており、図2に示すように、この載置面21は湾曲している。より具体的には、X−Y平面内に延びる加熱板2において、載置面21は図2中Y軸で示される一軸方向でのみ湾曲しており、これにより、加熱板2の中央部23は、この加熱板2の両端部24a,24b側に比べて高くなっている。換言すれば、加熱板2の板厚は、中央部23が最も厚く、この中央部23からY軸に沿って両端部24a,24bにかけて薄くなっている。
本実施形態の加熱装置1によれば、加熱板2の載置面21にワーク9を載置し、ヒータ3で入熱された加熱板2によりワーク9を下面側から加熱するとともに、熱風発生装置4によりワーク9の上面に熱風を吹き付けて、ワーク9を上面側から加熱する。
ここで、加熱板2のうちワーク9と接する載置面21を湾曲させて、加熱板2の中央部23を両端部24a,24b側に比べて高くした。よって、熱風発生装置4により熱風を吹き付けると、この熱風は加熱板2の外側に向かって流れやすくなる。その結果、ワーク9の中央部分の加熱効率を向上できるうえに、ワーク9の両端部側の加熱効率も向上できる。
上述の実施形態に基づいて加熱装置を製作し、この湾曲した載置面を有する実施例と、平らな載置面を有する比較例とについて、それぞれ、ワークの昇温試験を行った。次に、この昇温試験の結果について、図3及び図4を参照して説明する。
また、ワークの温度レンジは、実施例によれば、時刻t7において目標温度レンジに達し、比較例によれば、時刻t7よりも遅いt8において目標温度レンジに達する。
したがって、実施例によれば、比較例と比較して、ワークをより速やかに、かつ、むらなく昇温させることができることが判明した。
2…加熱板
21…載置面
3…ヒータ
4…熱風発生装置
9…ワーク
Claims (1)
- ブロー成形に先立って行われる板状のワークの加熱に用いられる加熱装置であって、
ブロー成形に供されるワークが載置される加熱板と、
前記加熱板に入熱するヒータと、
前記加熱板に載置されたワークの上面に熱風を吹き付ける送風手段と、を備え、
前記加熱板のうちワークと接する面は湾曲しており、当該加熱板の中央部分は、当該加熱板の端部側に比べて高いことを特徴とする加熱装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007301733A JP5122253B2 (ja) | 2007-11-21 | 2007-11-21 | 加熱装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007301733A JP5122253B2 (ja) | 2007-11-21 | 2007-11-21 | 加熱装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009125764A JP2009125764A (ja) | 2009-06-11 |
| JP5122253B2 true JP5122253B2 (ja) | 2013-01-16 |
Family
ID=40817209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007301733A Expired - Fee Related JP5122253B2 (ja) | 2007-11-21 | 2007-11-21 | 加熱装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5122253B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102115289B1 (ko) * | 2018-11-14 | 2020-05-26 | 한국생산기술연구원 | 금속 판재의 가열 장치 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5851843Y2 (ja) * | 1978-11-20 | 1983-11-26 | タイガー魔法瓶株式会社 | 分離型電気鍋 |
| JPS62101630U (ja) * | 1985-12-13 | 1987-06-29 | ||
| JPH02303635A (ja) * | 1989-05-16 | 1990-12-17 | Komatsu Ltd | 超塑性ブロー成形装置 |
| JP5286636B2 (ja) * | 2005-12-27 | 2013-09-11 | 新日鐵住金株式会社 | 加熱された金属板材の搬送装置および搬送方法 |
-
2007
- 2007-11-21 JP JP2007301733A patent/JP5122253B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009125764A (ja) | 2009-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4812785B2 (ja) | 被加熱材の加熱装置及び加熱方法 | |
| WO2014068494A1 (en) | Die-quenching apparatus and method of an aluminum alloy material | |
| CN104582940A (zh) | 退火方法、退火夹具和退火装置 | |
| CN106424324B (zh) | 激光分段扫描板材弯曲成形装置及方法 | |
| JP2016145052A (ja) | 加飾成形品の製造方法 | |
| JP5122253B2 (ja) | 加熱装置 | |
| KR20180060188A (ko) | 아크릴 절곡기 | |
| JP5143694B2 (ja) | 金型装置及びこれを用いた成形体の製造方法 | |
| JP5251456B2 (ja) | 半田付け用真空加熱装置 | |
| CN108666230B (zh) | 用于电子产品的整平设备 | |
| JP2011189402A (ja) | 金属板の抵抗加熱方法 | |
| JP5862003B2 (ja) | 電子部品接合装置および電子部品接合方法 | |
| JP2003074885A (ja) | 床暖房パネルの構造及び製造方法 | |
| KR101224363B1 (ko) | 복합 피로특성 평가 장치 | |
| KR102578361B1 (ko) | 차량 디스플레이용 유리 성형금형 구조 | |
| JP6400418B2 (ja) | リブ付曲管の製造方法およびそれに使用する熱処理用治具 | |
| JP4938874B2 (ja) | 板ガラスをミラー形状に切断する方法 | |
| JP2005088508A (ja) | 樹脂シート加熱方法及び装置 | |
| JP2026047676A (ja) | 金属板の熱処理方法 | |
| JP5291408B2 (ja) | 成形体の製造方法及び製造装置 | |
| JP6590847B2 (ja) | 車両用モールディングの製造方法 | |
| JP4985909B2 (ja) | プレス成形品と部品との配置方法 | |
| JP2006205188A (ja) | 超塑性成形法及び超塑性成形装置 | |
| KR20230018314A (ko) | 가열 처리 장치 | |
| JP5075348B2 (ja) | インシュレータの加熱圧縮成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120925 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121024 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5122253 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |