JP5163377B2 - 電子部品実装装置およびパーツフィーダ交換用台車 - Google Patents
電子部品実装装置およびパーツフィーダ交換用台車 Download PDFInfo
- Publication number
- JP5163377B2 JP5163377B2 JP2008230767A JP2008230767A JP5163377B2 JP 5163377 B2 JP5163377 B2 JP 5163377B2 JP 2008230767 A JP2008230767 A JP 2008230767A JP 2008230767 A JP2008230767 A JP 2008230767A JP 5163377 B2 JP5163377 B2 JP 5163377B2
- Authority
- JP
- Japan
- Prior art keywords
- connector
- positioning
- carriage
- base
- parts feeder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
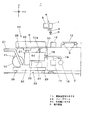
)の基台2には水平面内の基板搬送方向(X軸方向)に基板搬送路3が設けられており、基板搬送路3の上方には基板搬送路3と直交する水平面内の方向(Y軸方向)に平行な2本のY軸テーブル4が設けられている。これら2本のY軸テーブル4の上方には平行な2本のX軸テーブル5が設けられており、各X軸テーブル5は両端部が2本のY軸テーブル4に支持されてY軸方向に移動自在となっている。各X軸テーブル5にはX軸テーブル5に沿って移動自在な移動ステージ6が設けられており、各移動ステージ6にはヘッド部7が設けられている。各ヘッド部7には上下方向(Z軸方向)及びZ軸まわりに移動自在なノズル8が下方に延びて設けられている。
圧発生ユニット16や電源ユニット17は実装装置1内に配設された空圧配管18及び電気配線19を介して上記実装装置側コネクタ15に繋がっている。このため、台車側コネクタ30と実装装置側コネクタ15が接続されることによって、実装装置1側の空圧発生ユニット16や電源ユニット17を台車20側で利用することができるようになる。具体的には、空圧発生ユニット16を空圧源としてテープ切断装置23を駆動するための空圧アクチュエータを使用することができるようになり、電源ユニット17を電源としてテープフィーダ9の制御装置を使用することができるようになる。
限らない。すなわち、位置決めピン51と位置決め部34の位置決め孔34d、エアコネクタ35とエアコネクタ47、雄コネクタ37と雌コネクタ48とはそれぞれ相対向する位置にあるものの、いずれも相互に正しく嵌合して正常な接続状態が実現可能な正確な位置決め状態にはない場合が多い。
を設け、台車側位置合わせ部として位置決め部34に当接するコネクタベースを設けるようにしてもよい。
2 基台
9 テープフィーダ
13 基板
15 実装装置側コネクタ
20 台車
21 ハンドル
22 車体部
28 フィーダベース
30 台車側コネクタ
32 結合部材
33 ボルト
34 位置決め部
34e ガイド面
34d 位置決め孔
35 エアコネクタ
37 雄コネクタ
41 結合部材
43 保持機構
44 保持ボルト
45 圧縮バネ
47 エアコネクタ
48 雌コネクタ
P 電子部品
Claims (2)
- パーツフィーダから供給される電子部品をピックアップして基台上に位置決めされた基板に実装する電子部品実装装置であって、
ハンドルの押し引き操作によって移動自在な車体上に前記パーツフィーダが載置されるフィーダ載置部が設けられたパーツフィーダ交換用台車と、
前記パーツフィーダ交換用台車および前記基台にそれぞれ設けられ、水平方向に設定された第1方向に相互に嵌合することにより、前記パーツフィーダ交換用台車と前記基台との間で少なくとも電気配線を含む配線・配管を接続させる第1コネクタおよび第2コネクタと、
前記第1コネクタ、第2コネクタをそれぞれ前記パーツフィーダ交換用台車、前記基台に保持させる第1コネクタ保持部、第2コネクタ保持部と、
前記パーツフィーダ交換用台車を前記基台にセットする台車装着作業において前記第1コネクタ保持部と第2コネクタ保持部とを相互に接近させることにより、前記第1コネクタと第2コネクタとを前記第1方向と直交する平面内で位置合わせする位置合わせ手段と、
前記台車装着作業時において前記第1コネクタと第2コネクタとの前記第1方向の装着間隔を予め設定された規定間隔に規制する間隔規制手段と、
前記台車装着作業時において前記第1コネクタと第2コネクタとが当接する際の衝撃を緩衝する緩衝手段とを備え、
前記位置合わせ手段は、前記第1コネクタの第1コネクタ保持部に対する前記平面内の相対移動または前記第2コネクタの第2コネクタ保持部に対する前記平面内の相対移動を許容する相対移動許容機構および前記第1コネクタおよび第2コネクタを相互にガイドするガイド機構とを有し、
前記位置合わせ手段は位置決め部と位置決めピンとからなり、
前記位置決め部の先端の当接面には、中央部に溝状に切除した溝部が形成されており、
前記溝部には前記第1方向に貫通する位置決め孔が開口しており、
前記位置決め孔の開孔端部には開口縁部をテーパ状に切除したガイド面が設けられており、
前記位置決めピンは前記位置決め部の前記位置決め孔に嵌合可能な形状となっており、
前記位置決めピンと前記位置決め孔が嵌合することにより、前記第1コネクタと第2コネクタとの前記第1方向と直交する平面内での相対位置が位置合わせされ、
前記位置決め部の前記第1方向への突出寸法が予め設定された前記規定間隔となることを特徴とする電子部品実装装置。 - パーツフィーダから供給される電子部品をピックアップして基台上に位置決めされた基板に実装する電子部品実装装置に交換自在に備えられ、ハンドルの押し引き操作によって移動自在な車体上に、前記パーツフィーダが載置されるフィーダ載置部が設けられたパーツフィーダ交換用台車であって、
前記基台に設けられた第2コネクタと水平方向に設定された第1方向に嵌合することにより、前記パーツフィーダ交換用台車と前記基台との間で少なくとも電気配線を含む配線・配管を接続させる第1コネクタと、
前記第1コネクタを前記パーツフィーダ交換用台車に保持させる第1コネクタ保持部と、
前記パーツフィーダ交換用台車を前記基台にセットする台車装着作業において前記第1コネクタ保持部および前記第2コネクタを前記基台に保持させる第2コネクタ保持部を相互に接近させることにより、前記第1コネクタおよび第2コネクタを前記第1方向と直交する平面内で位置合わせする位置合わせ手段のうち、前記パーツフィーダ交換用台車に配設される台車側位置合わせ部と、
前記台車装着作業時において前記第1コネクタと第2コネクタとの前記第1方向の装着間隔を予め設定された規定間隔に規制する間隔規制手段のうち、前記パーツフィーダ交換用台車に配設される台車側間隔規制部と、
前記台車装着作業時において前記第1コネクタと第2コネクタとが当接する際の衝撃を緩衝する緩衝手段のうち、前記パーツフィーダ交換用台車に配設される台車側緩衝部とを備え、
前記台車側位置合わせ部は、前記第1コネクタの第1コネクタ保持部に対する相対移動を許容する相対移動許容機構および前記第1コネクタおよび第2コネクタを相互にガイドするガイド機構のうち前記パーツフィーダ交換用台車に配設される台車側ガイド部とを有し、
前記位置合わせ手段は前記台車側ガイド部を兼務する位置決め部と位置決めピンとからなり、
前記位置決め部の先端の当接面には、中央部に溝状に切除した溝部が形成されており、
前記溝部には前記第1方向に貫通する位置決め孔が開口しており、
前記位置決め孔の開孔端部には開口縁部をテーパ状に切除したガイド面が設けられており、
前記基台設けられた前記位置決め孔に嵌合可能な形状の前記位置決めピンが嵌合することにより、前記第1コネクタと第2コネクタとの前記第1方向と直交する平面内での相対位置が位置合わせされ、
前記位置決め部の前記第1方向への突出寸法が予め設定された前記規定間隔となることを特徴とするパーツフィーダ交換用台車。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008230767A JP5163377B2 (ja) | 2008-09-09 | 2008-09-09 | 電子部品実装装置およびパーツフィーダ交換用台車 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008230767A JP5163377B2 (ja) | 2008-09-09 | 2008-09-09 | 電子部品実装装置およびパーツフィーダ交換用台車 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010067679A JP2010067679A (ja) | 2010-03-25 |
| JP5163377B2 true JP5163377B2 (ja) | 2013-03-13 |
Family
ID=42193037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008230767A Active JP5163377B2 (ja) | 2008-09-09 | 2008-09-09 | 電子部品実装装置およびパーツフィーダ交換用台車 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5163377B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5574778B2 (ja) * | 2010-03-26 | 2014-08-20 | Juki株式会社 | 部品実装装置 |
| JP5561132B2 (ja) * | 2010-12-02 | 2014-07-30 | パナソニック株式会社 | パーツフィーダ交換用台車 |
| JP6979879B2 (ja) * | 2016-01-28 | 2021-12-15 | 株式会社Fuji | ユニット交換用台車 |
| US20200391499A1 (en) * | 2019-06-13 | 2020-12-17 | Illinois Tool Works Inc. | Automated printer robotic arm |
| JPWO2022145317A1 (ja) * | 2020-12-28 | 2022-07-07 | ||
| JP7777785B2 (ja) * | 2021-08-03 | 2025-12-01 | パナソニックIpマネジメント株式会社 | 部品搭載装置および台車 |
| JPWO2024095316A1 (ja) * | 2022-10-31 | 2024-05-10 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3200980B2 (ja) * | 1992-06-18 | 2001-08-20 | ソニー株式会社 | コネクタ接続分離装置およびコネクタ接続分離方法 |
| JP2736234B2 (ja) * | 1994-11-25 | 1998-04-02 | ジューキ株式会社 | 電子部品供給装置 |
| JPH09245887A (ja) * | 1996-03-07 | 1997-09-19 | Honda Motor Co Ltd | コネクタ及びこのコネクタを取付けた自動車用部品 |
| JPH10172652A (ja) * | 1996-12-09 | 1998-06-26 | Hirose Electric Co Ltd | 電気コネクタ |
| JP4226716B2 (ja) * | 1999-02-22 | 2009-02-18 | Juki株式会社 | 部品搭載装置 |
| JP2006167144A (ja) * | 2004-12-15 | 2006-06-29 | Micro Denshi System:Kk | 引き出し式収納庫の接続構造 |
| JP4670787B2 (ja) * | 2006-10-20 | 2011-04-13 | パナソニック株式会社 | 電子部品実装装置及びパーツフィーダ交換用台車 |
-
2008
- 2008-09-09 JP JP2008230767A patent/JP5163377B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010067679A (ja) | 2010-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5163377B2 (ja) | 電子部品実装装置およびパーツフィーダ交換用台車 | |
| JP7642751B2 (ja) | ユニット交換用台車 | |
| JP4862789B2 (ja) | テープフィーダ交換用台車 | |
| US20230337409A1 (en) | Part feeder and component mounting machine | |
| JP5845415B2 (ja) | フィーダ装着用のアタッチメントおよびフィーダ装着方法 | |
| US20090065149A1 (en) | Tape cutting device and tape feeder changing carriage | |
| JP2013062458A (ja) | フィーダの取付構造 | |
| JP4888287B2 (ja) | テープ切断装置及びテープフィーダ交換用台車 | |
| JP4670787B2 (ja) | 電子部品実装装置及びパーツフィーダ交換用台車 | |
| US11997796B2 (en) | Work device | |
| JP2012119550A (ja) | パーツフィーダ交換用台車 | |
| JP4661796B2 (ja) | 部品実装装置及び作業ヘッドの取り付け方法 | |
| JP7462155B2 (ja) | 部品搭載装置 | |
| JP5434888B2 (ja) | 部品供給装置および部品実装装置 | |
| JP3906730B2 (ja) | 電子部品実装装置 | |
| JP4515942B2 (ja) | 表面実装機用フィーダー交換装置 | |
| JP7745196B2 (ja) | 部品搭載装置 | |
| JP7777785B2 (ja) | 部品搭載装置および台車 | |
| JP7752355B2 (ja) | 部品搭載装置 | |
| JP5563751B2 (ja) | 電子部品装着装置 | |
| JP2026052558A (ja) | モジュールユニットおよび部品実装装置ならびにモジュールユニットの着脱方法 | |
| JP2022031486A (ja) | 部品供給ユニットをセットする方法または退出させる方法 | |
| CN113170608A (zh) | 作业头以及作业机 | |
| JPH03268495A (ja) | 部品挿入装置 | |
| JP2016198834A (ja) | 給電ユニット、作業台及びロボットシステム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100805 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20100914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120126 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120807 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121015 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20121023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121203 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5163377 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |