JP5200211B2 - 回転鋸 - Google Patents
回転鋸 Download PDFInfo
- Publication number
- JP5200211B2 JP5200211B2 JP2008104119A JP2008104119A JP5200211B2 JP 5200211 B2 JP5200211 B2 JP 5200211B2 JP 2008104119 A JP2008104119 A JP 2008104119A JP 2008104119 A JP2008104119 A JP 2008104119A JP 5200211 B2 JP5200211 B2 JP 5200211B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- cutting
- rotary saw
- receiving
- cutting blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Sawing (AREA)
Description
2 台金
3 刃台
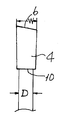
4 切り刃
5 受け刃
6 刃先
7 刃先
8 刃袋
9 スリット
10 基端部
Claims (7)
- 金属製円板よりなる台金の外周に沿って、所定のピッチで鋸歯状に刃台を形成し、各刃台の回転鋸の回転方向前方に、超硬質チップよりなる切り刃を設けた超硬質チップを備えた回転鋸において、各刃台の回転鋸の回転方向後方に超硬質チップよりなる受け刃を設け、該切り刃の高さより該受け刃の高さを低くすると共に、台金の厚みよりも該切り刃及び受け刃の超硬質チップの刃先の幅を大きくしたことを特徴とする回転鋸。
- 該切り刃と受け刃の高さの差hを1〜3mmとした請求項1記載の回転鋸。
- 該切り刃のすくい角αを15〜25°該切り刃4の外径逃げ角βを10〜20°とした請求項1又は2記載の回転鋸。
- 該受け刃5のすくい角γを−25〜−15°受け刃5の外径逃げ角δを−15〜−25°とした請求項1乃至3のいずれか1項に記載の回転鋸。
- 該受け刃5の刃厚wを該切り刃の刃厚Wよりも小さくした請求項1乃至4のいずれか1項に記載の回転鋸。
- 該切り刃及び該受け刃の超硬質チップが、焼結したダイヤモンド、CBN、タングステンカーバイドよりなる超硬質チップである請求項1乃至5のいずれか1項に記載の回転鋸。
- 該回転鋸が木質系被切断材の切断用回転鋸である請求項1乃至6のいずれか1項に記載の回転鋸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008104119A JP5200211B2 (ja) | 2008-03-15 | 2008-03-15 | 回転鋸 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008104119A JP5200211B2 (ja) | 2008-03-15 | 2008-03-15 | 回転鋸 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009220548A JP2009220548A (ja) | 2009-10-01 |
| JP5200211B2 true JP5200211B2 (ja) | 2013-06-05 |
Family
ID=41237849
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008104119A Expired - Fee Related JP5200211B2 (ja) | 2008-03-15 | 2008-03-15 | 回転鋸 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5200211B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5600029B2 (ja) * | 2010-04-19 | 2014-10-01 | アクトテック株式会社 | 回転鋸 |
| JP7589980B2 (ja) * | 2020-12-22 | 2024-11-26 | 有限会社辰野目立加工所 | チップソー |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4625259Y1 (ja) * | 1967-10-26 | 1971-08-31 | ||
| JP3375932B2 (ja) * | 2000-03-10 | 2003-02-10 | 株式会社葛城民芸社 | 鋸 刃 |
| JP4754260B2 (ja) * | 2005-04-28 | 2011-08-24 | 天龍製鋸株式会社 | 丸鋸 |
| JP2006335012A (ja) * | 2005-06-06 | 2006-12-14 | Dia Shoji:Kk | チップソー |
-
2008
- 2008-03-15 JP JP2008104119A patent/JP5200211B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009220548A (ja) | 2009-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4604933A (en) | Carbide-tipped circular saw for metal cutting at low surface speeds | |
| US20150239052A1 (en) | Circular Saw Blade | |
| US6945850B2 (en) | Saw blade with abrasive surface | |
| US6739227B2 (en) | Apparatus and method for providing an enhanced metal cutting saw blade | |
| US6691596B1 (en) | Circular saw blade for cutting fiber cement materials | |
| JP5200211B2 (ja) | 回転鋸 | |
| GB1579010A (en) | Circular saw blade | |
| JP3988659B2 (ja) | ドリル | |
| US5129296A (en) | Non-destructive composite material saw blade and method of using same | |
| JP2929181B2 (ja) | 切削用チップ及び回転切削工具 | |
| US20070234870A1 (en) | Circular Plane Saw | |
| JP3896127B2 (ja) | チップソー | |
| JP5300665B2 (ja) | チップソーの製造方法 | |
| JP2019077080A (ja) | チップソー | |
| JPH10263911A (ja) | 深溝加工用カッター | |
| JP3197520B2 (ja) | ダイヤモンドチップソー | |
| US2922449A (en) | Wobble dado assembly | |
| WO2007120440A2 (en) | Circular saw blade and method and apparatus for manufacturing same | |
| JPH1128670A (ja) | カッティングソー | |
| JP5095621B2 (ja) | 切削用工具の替刃 | |
| JP3148287U (ja) | チップソー | |
| JP6132210B2 (ja) | 繊維質を含有する被削材用の回転切削工具 | |
| WO1998035798A1 (en) | Bandsaw blade | |
| KR20110001491A (ko) | 원형톱날의 절삭력을 강화시킨 가공장치용 커팅수단 | |
| JPS5835370Y2 (ja) | 渦巻き刃ボ−ルエンドミル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090811 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5200211 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160222 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |