JP5229936B2 - 金属基複合材の製造方法及び金属基複合材 - Google Patents
金属基複合材の製造方法及び金属基複合材 Download PDFInfo
- Publication number
- JP5229936B2 JP5229936B2 JP2007253041A JP2007253041A JP5229936B2 JP 5229936 B2 JP5229936 B2 JP 5229936B2 JP 2007253041 A JP2007253041 A JP 2007253041A JP 2007253041 A JP2007253041 A JP 2007253041A JP 5229936 B2 JP5229936 B2 JP 5229936B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- fiber structure
- compression
- molded body
- matrix composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Inorganic Fibers (AREA)
- Carbon And Carbon Compounds (AREA)
Description
また、強化繊維とマトリックス金属との濡れ性が悪い組合せ(強化繊維にカーボン、マトリックス金属にアルミニウムを選択する場合など)の場合、プリフォームに溶湯を注いだ後に圧力を付与して複合化する技術、いわゆる溶湯鍛造法が広く知られている。この溶湯鍛造法は、溶湯を短時間で凝固させるため、合金組織が緻密であり、鋳巣の無い鋳造物を作製することができ、比較的量産性に優れることが知られている(特許文献1参照。)。
上記方法は、カーボンナノチューブ含有プリフォームが溶湯から受ける圧力により圧縮変形するのを抑制するためのホウ酸アルミニウムをはじめとする強化材と、カーボンナノチューブ同士及びカーボンナノチューブと強化繊維とを結合させるための無機バインダーと、を添加することなどにより、溶湯鍛造時の圧縮変形を抑制している。
また、通常、カーボンナノチューブは、生成時点で既に塊となってしまうことが知られており、嵩密度の高いカーボンナノチューブをそのまま使用してプリフォームを作製すると、プリフォームに溶湯を注いで圧力を付与し複合化する際に、マトリックス合金が十分に含浸せず、合金組織の緻密さを損なわせるおそれがあった。
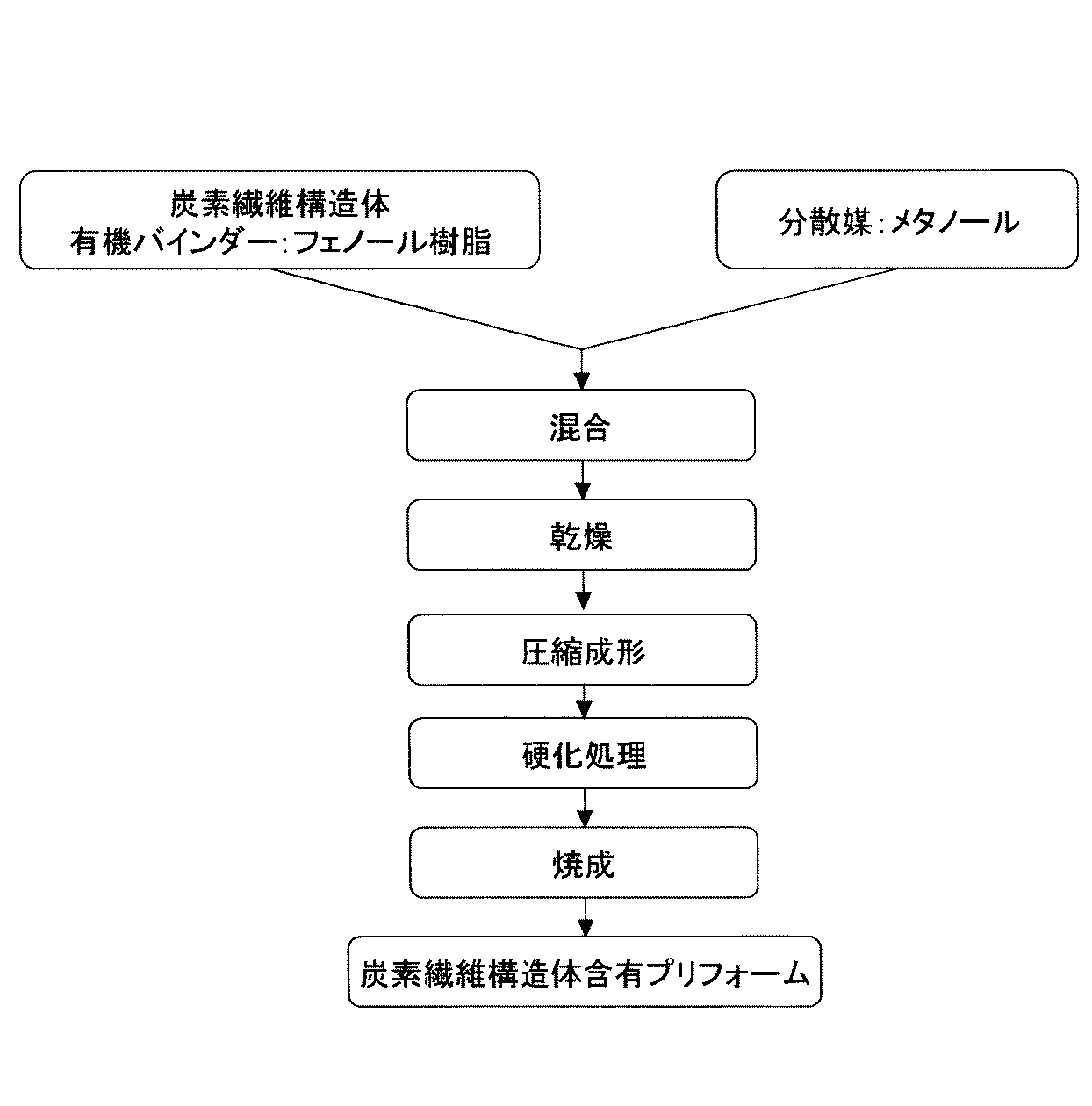
上述の如く、炭素繊維構造体含有プリフォームは、成長過程において成長の起点となる粒状部から複数延出して互いに結合する多層型カーボンナノチューブにより構成された3次元ネットワーク状の炭素繊維構造体、有機バインダー及び分散媒を混合して懸濁液を得る工程(1)と、その懸濁液を乾燥して混合物を得る工程(2)と、その混合物を圧縮成形して圧縮成形体を得る工程(3)と、その圧縮成形体を硬化処理して硬化圧縮成形体を得る工程(4)と、その硬化圧縮成形体を焼成してラマン分光分析法で測定されるID/IGが0.2以下である炭素繊維構造体を含む炭素繊維構造体含有プリフォームを得る工程(5)と、を含む炭素繊維構造体含有プリフォームの製造方法により製造されるものである。
このような構成とすることにより、溶湯鍛造する際の溶湯の含浸開始圧力に耐え得る強度を示すものとなる。また、これを用いた金属基複合材は優れた熱伝導特性を有するものとなる。
これを用いて得られる金属基複合材は、より熱伝導性に優れたものとなるからである。また、得られる炭素繊維構造体含有プリフォームにおいて、強度がより優れたものとなるからである。
このようにして得られる炭素繊維構造体含有プリフォームにおいては、強度が更に優れたものとなる。
なお、圧縮成形体の外形が変化しないよう維持するためには、例えば硬化処理に伴う膨張などを抑制ないし防止するように、型で固定したり、加圧するなどすればよい。
まず、分散媒について詳細に説明する。分散媒としては、詳しくは後述する炭素繊維構造体と有機バインダーとを均一となるように分散させ得るものであれば特に限定されるものではなく、例えば有機溶媒を好適例として挙げることができる。
このような有機溶媒としては、メタノールやプロパノール、エタノールなどのアルコール、ベンゼンやトルエン、キシレンなどの芳香族炭化水素、アセトンやメチルエチルケトンなどのケトン類等を挙げることができるがこれらに限定されるものではない。また、これらは適宜混合して用いてもよい。
なお、このような有機溶媒は、有機バインダーを溶解するものである必要はない。
炭素繊維構造体が、図1の走査型電子顕微鏡(SEM)写真又は図2(a)及び(b)の透過型電子顕微鏡(TEM)写真に示すように、成長過程において成長の起点となる粒状部から複数延出して互いに結合するチューブにより構成された3次元ネットワーク状の炭素繊維構造体であることが望ましい。
このように、微細炭素繊維同士が単に絡合しているものではなく、粒状部において相互に強固に結合されているものであることから、金属、樹脂等を含浸させる際も、当該構造体を保持した状態で、プリフォームを形成しているため、含浸させる圧力によっても炭素繊維がプリフォームの形態を保持することができ、金属マトリックスに配した場合に当該構造体が炭素繊維単体として分散されることなく、構造体のまま金属マトリックス中に分散配合することができる。また、炭素繊維の成長過程において形成された粒状部によって炭素繊維同士が互いに結合されていることから、その構造体自体の熱伝導特性も非常に優れたものとなる。
炭素繊維構造体を構成する多層型カーボンナノチューブの外径を、15〜100nmの範囲のものとするのは、外径が15nm未満であると、後述するように炭素繊維の断面が多角形状とならず、一方、炭素繊維の物性上直径が小さいほど単位量あたりの本数が増えるとともに、炭素繊維の軸方向への長さも長くなり、高い導電性が得られるため、100nmを超える外径を有することは、金属等のマトリックスへ改質剤、添加剤として配される炭素繊維構造体として適当でないためである。なお、多層型カーボンナノチューブの外径としては特に、20〜70nmの範囲内にあることが、より望ましい。この外径範囲のもので、筒状のグラフェンシートが軸直角方向に積層したもの、すなわち多層であるものは、曲がりにくく、弾性、すなわち変形後も元の形状に戻ろうとする性質が付与されるため、炭素繊維構造体が一旦圧縮された後においても、樹脂等のマトリックスに配された後において、疎な構造を採りやすくなる。なお、2400℃以上でアニール処理すると、積層したグラフェンシートの面間隔が狭まり真密度が1.89g/cm3から2.1g/cm3に増加するとともに、炭素繊維の軸直交断面が多角形状となり、この構造の炭素繊維は、積層方向及び炭素繊維を構成する筒状のグラフェンシートの面方向の両方において緻密で欠陥の少ないものとなるため、曲げ剛性(EI)が向上する。
複合化される金属等のマトリックス材の種類によっても左右されるため、全ての場合において適用されるわけではないが、この円相当平均径は、金属等のマトリックス中に配合された場合における当該炭素繊維構造体の最長の長さを決める要因となるものであり、概して、円相当平均径が50μm未満であると、導電性が十分に発揮されないおそれがあり、一方、100μmを超えるものであると、例えば、マトリックス中へ配合する際に大きな粘度上昇が起こり混合分散が困難又は成形性が劣化するおそれがあるためである。
基本的には、遷移金属超微粒子を触媒として炭化水素等の有機化合物をCVD法で化学熱分解して繊維構造体(以下、「中間体」という。)を得、これをさらに高温熱処理する。
原料有機化合物としては、ベンゼン、トルエン、キシレンなどの炭化水素、一酸化炭素(CO)、エタノール等のアルコール類などが使用できる。特に限定されるわけではないが、本発明に用いる繊維構造体を得る上においては、炭素源として、分解温度の異なる少なくとも2つ以上の炭素化合物を用いることが好ましい。なお、本明細書において述べる「少なくとも2つ以上の炭素化合物」とは、必ずしも原料有機化合物として2種以上のものを使用するというものではなく、原料有機化合物としては1種のものを使用した場合であっても、繊維構造体の合成反応過程において、例えば、トルエンやキシレンの水素脱アルキル化(hydrodealkylation)などのような反応を生じて、その後の熱分解反応系においては分解温度の異なる2つ以上の炭素化合物となっているような態様も含むものである。
雰囲気ガスには、アルゴン、ヘリウム、キセノン等の不活性ガスや水素を用いることができる。
また、触媒としては、鉄、コバルト、モリブデンなどの遷移金属又はフェロセン、酢酸金属塩などの遷移金属化合物と、硫黄やチオフェン、硫化鉄などの硫黄化合物との混合物を使用する。
触媒及び炭化水素の混合ガスを800〜1300℃の範囲の一定温度で加熱生成して得られた中間体は、炭素原子から成るパッチ状のシート片を貼り合わせたような(生焼け状態の、不完全な)構造を有し、ラマン分光分析をすると、Dバンドが非常に大きく、欠陥が多い。また、生成した中間体は、未反応原料、非繊維状炭化物、タール分及び触媒金属を含んでいる。
なお、この際、物質構造を保護するために不活性ガス雰囲気中に還元ガスや微量の一酸化炭素ガスを添加してもよい。
上記中間体を2400〜3000℃の範囲の温度でアニール処理すると、炭素原子から成るパッチ状のシート片は、それぞれ結合して複数のグラフェンシート状の層を形成する。
また、このような高温熱処理前若しくは処理後において、炭素繊維構造体の円相当平均径を数cmに解砕処理する工程と、解砕処理された炭素繊維構造体の円相当平均径を50〜100μmに粉砕処理する工程とを経ることで、所望の円相当平均径を有する炭素繊維構造体を得る。なお、解砕処理を経ることなく、粉砕処理を行ってもよい。
また、本発明に用いる炭素繊維構造体を複数有する集合体を、使いやすい形、大きさ、嵩密度に造粒する処理を行ってもよい。さらに好ましくは、反応時に形成された上記構造を有効に活用するために、嵩密度が低い状態(繊維が極力伸びきった状態且つ空隙率が大きい状態)で、アニール処理すると更に金属への導電性付与に効果的である。
上述の如く、炭素繊維構造体含有プリフォームの製造方法は、成長過程において成長の起点となる粒状部から複数延出して互いに結合する多層型カーボンナノチューブにより構成された3次元ネットワーク状をなしラマン分光分析法で測定されるID/IGが0.2以下である炭素繊維構造体、有機バインダー及び分散媒を混合して懸濁液を得る工程(1)と、その懸濁液を乾燥して混合物を得る工程(2)と、その混合物を圧縮成形して圧縮成形体を得る工程(3)と、その圧縮成形体を硬化処理して硬化圧縮成形体を得る工程(4)と、その硬化圧縮成形体を焼成して炭素繊維構造体含有プリフォームを得る工程(5)と、を含む。
このような構成とすることにより、優れた強度、即ち溶湯鍛造する際の溶湯の含浸開始圧力に耐え得る強度を示す炭素繊維構造体含有プリフォームを得ることができる。また、これを用いた金属基複合材は熱伝導特性に優れたものとなる。
ここで、「得られる炭素繊維構造体含有プリフォームの全体積に対して、25体積%以上となるように有機バインダーを添加する」と記載したが、炭素繊維構造体含有プリフォームに有機バインダーが含まれていることを意味するものではない。なお、得られる炭素繊維構造体含有プリフォームは、工程(3)で得られる圧縮成形体とほぼ全体積が同じである。
そして、炭素繊維構造体の添加量は得られる炭素繊維構造体含有プリフォームの全体積に対して、10〜80体積%であることが好ましい。また、有機バインダーの添加量は、得られる炭素繊維構造体含有プリフォームの全体積に対して、25〜75体積%であることがより好ましく、25〜50体積%であることが更に好ましく、25〜30体積%であることが特に好ましい。
炭素繊維構造体の添加量が10体積%未満の場合には、プリフォームとしての強度が十分でないため、溶湯鍛造時にプリフォームが変形してしまうことがある。
また、有機バインダーの添加量が25体積%未満の場合には、炭素繊維構造体同士の結合力が十分でないため、乾燥時にプリフォームにクラックが生じることがある。
このようにして得られる混合物は、工程(3)において圧縮成形体を作製するときの圧縮成形性に優れたものとなると共に、より優れた強度を示す炭素繊維構造体含有プリフォームを得ることができる。また、これを用いた金属基複合材は熱伝導特性がより優れたものとなる。
このようにして得られる炭素繊維構造体含有プリフォームは更に優れた強度を示すものとなる。
なお、圧縮成形体の外形が変化しないようにするには、例えば硬化処理に伴う膨張などを抑制ないし防止するように、型で固定したり、加圧するなどすればよい。例えばホットプレスを適用することもできる。
上述の如く、金属基複合材は、上記炭素繊維構造体含有プリフォームに、溶融したマトリックス金属を含浸させ、固化して成るものである。
このような構成とすることにより、熱伝導特性に優れたものとなる。
その他マトリックス金属の強度や耐熱性を向上させるマグネシウム(Mg)や銅(Cu)、ニッケル(Ni)を適宜添加したAl合金も望ましい。
また、例えばMgを含む軽金属としては、Mg金属単体でもよいが、鋳造性や強度、耐熱性を向上させる効果のある亜鉛(Zn)やアルミニウム(Al)、カルシウム(Ca)、マンガン(Mn)、ケイ素(Si)、ジルコニウム(Zr)、希土類元素(RE)を添加したMg合金を挙げることができる。
なお、希土類元素としては、特に限定されるものではないが、典型的にはセリウム(Ce)やランタン(La)を主成分とするミッシュメタルが挙げれる。
上述の如く、本発明の金属基複合材の製造方法は、上記炭素繊維構造体含有プリフォームに、溶融したマトリックス金属を含浸させ、固化し、次の工程(1)〜(4)のうちいずれかを行う金属基複合材の製造方法である。
(1)多層型カーボンナノチューブ近傍のアルミニウムを引張方向に降伏させ得る応力を発生する温度Tσである150℃より高い温度に昇温し、保持した後、室温まで徐冷する。
(2)150℃より高い温度に昇温し、保持した後、150℃より低い温度まで徐冷し、更に、150℃より高い温度に昇温し、保持した後、150℃より低い温度まで徐冷する処理を1回以上行った後、室温まで徐冷する。
(3)150℃より高い温度に昇温し、保持することなく、室温まで徐冷する。
(4)150℃より高い温度に昇温し、保持することなく、150℃より低い温度まで徐冷し、更に、150℃より高い温度に昇温し、保持することなく、150℃より低い温度まで徐冷する処理を1回以上行った後、室温まで徐冷する。
このような温度Tσをまたぐような熱処理方法とすることにより、熱伝導特性に優れたものを得ることができる。また、高温(マトリックス金属がAlの場合では、約150℃以上である。)における熱膨張係数の増加の抑制能、換言すれば寸法変化の抑制能が向上したものを得ることができる。
従って、温度Tσ以上に昇温し、ある温度で保持する熱処理より、温度Tσより高い温度に昇温し、保持した後又は保持することなく、温度Tσより低い温度まで徐冷する処理を繰り返す熱処理の方が、残留応力をより効果的に緩和させることができ、より少ない熱エネルギーで残留応力を緩和することが可能になる。
また、「徐冷」とは、冷却によって複合材に歪みが導入されない程度の降温速度による冷却であり、その降温速度は、例えば5℃/分とすればよいが、これに限定されるものではない。
なお、マトリックス金属としては、上述したものを同様に適用することができる。
上述の如く、本発明の金属基複合材は、上記本発明の金属基複合材の製造方法により製造されたものである。
このような構成とすることにより、熱伝導特性に優れたものとなる。また、高温(マトリックス金属がAlの場合は、約150℃以上である。)における熱膨張係数の増加の抑制能、換言すれば寸法変化の抑制能を向上させることができる。
ここで、マトリックス金属としては、上述したものを同様に適用することができる。
図5は、炭素繊維構造体含有プリフォームの製造方法の一例を示すフローチャートである。同図に示すように、まず、炭素繊維構造体(多層型カーボンナノチューブの長手方向に対する軸直交断面の平均径:50nm)と、有機バインダーとしてのフェノール樹脂と、分散媒としてのメタノールを用意した。
次に、メタノール中に、得ようとする炭素繊維構造体含有プリフォームの全体積に対して、炭素繊維構造体を15体積%となるように、更にフェノール樹脂を7.5体積%となるように添加し、約5分間撹拌混合して、懸濁液を得た。
次に、得られた懸濁液を乾燥炉において、大気中、70℃で、1時間乾燥させて、混合物を得た。
次に、得られた混合物を図6に示すような内径40mmの成形型を用いて、図7に示すような圧縮成形体(直径40mm、厚み6mm)を得た。なお、図6は、用いた成形型の断面図であり、同図に示すように、成形型10は、ダイ11と下パンチ12と上パンチ13から構成される。また、図7は、得られた圧縮成形体の上面図(a)及び側面図(b)である。
次に、得られた圧縮成形体を乾燥炉において、大気中、150℃で、10分間熱処理し、フェノール樹脂を硬化(硬化処理)させ、硬化圧縮成形体を得た。
次に、硬化圧縮成形体を焼成炉において、Ar中、2500℃で、20分間焼成して、本例の炭素繊維構造体含有プリフォームを得た。
混合物を得るに当たり、得られた懸濁液を乾燥炉において、大気中、40℃で、20分間乾燥させて、混合物(メタノールを含有している。)を得た以外は、参考例1と同様の操作を繰り返して、本例の炭素繊維構造体含有プリフォームを得た。
混合物を得るに当たり、得られた懸濁液を乾燥炉において、大気中、40℃で、20分間乾燥させて、混合物(メタノールを含有している。)を得、硬化圧縮成形体を得るに当たり、得られた圧縮成形体の外形が変化しないように型で固定して、大気中、150℃で、10分間熱処理し、フェノール樹脂を硬化(硬化処理)させ、硬化圧縮成形体を得た以外は、参考例1と同様の操作を繰り返して、本例の炭素繊維構造体含有プリフォームを得た。
図8は、比較例1の炭素繊維構造体含有プリフォームの製造方法を示すフローチャートである。同図に示すように、まず、参考例1と同様の炭素繊維構造体と、強化材としてのホウ酸アルミニウムウィスカ(四国化成製、商品名:アルボレックス)と、無機バインダーとしてのシリカゾルと、分散媒としての純水/エタノールの混合液を用意した。一方で、凝集剤としてのアクリル系凝集剤と、PH調整剤としてのアンモニアを更に用意した。
純水とエタノールの混合液中に、得ようとする炭素繊維構造体含有プリフォームの全体積に対して、炭素繊維構造体を15体積%となるように、更にホウ酸アルミニウムを15体積%となるように添加し、次いで、シリカゾルを添加し、次いで、アクリル系凝集剤を添加し、次いで、アンモニアを添加してPHを9〜10に調整し、次いで、撹拌混合し、次いで、これをろ過してフィルタを介して脱水し、更に、自然乾燥させ、しかる後、成形して、グリーン体を得た。
得られたグリーン体を窒素雰囲気下、1000℃で、1時間焼成して、本例の炭素繊維構造体含有プリフォームを得た。
(強度評価)
上記各例の炭素繊維構造体含有プリフォームを用いて、圧縮試験を行い、座屈強度を測定した。得られた結果を表1に示す。表1中の座屈強度評価において、「◎」は予想される溶湯の含浸開始圧力より座屈強度が著しく高いこと、「○」は予想される溶湯の含浸開始圧力より高いこと、「△」は予想される溶湯の含浸開始圧力より座屈強度が若干高いこと、を示す。
上記各例の炭素繊維構造体含有プリフォームを用いて、これを加熱(予熱温度:700℃)した後、マトリックス金属としてのAl金属単体(JIS‐H 4000で規定されるA1050P)を用いて、溶湯鍛造(鋳込み温度:700〜750℃、加圧力:80〜100MPa)することにより、各例の金属基複合材(インゴット)を得た。
得られたインゴットから試験片を切り出し、熱伝導率を測定し、加圧鋳造した鋳物の非複合化部から切り出した試験片の熱伝導率と比較して向上効果を判断した。得られた結果を表1に併記する。表1中の熱伝導特性評価において、「◎」は効果が著しく大きいこと、「△」は若干の効果があったこと、を示す。
したがって、強化材を添加せずとも予想される含浸開始圧力より座屈強度が高い炭素繊維構造体含有プリフォームを製造することができることが分かる。
また、参考例1〜3に係るプリフォームに、溶融したアルミニウムを含浸させ、固化して得られた金属基複合材は、比較例1に係るプリフォームに、溶融したアルミニウムを含浸させ、固化して得られた金属基複合材より熱伝導率が著しく高く、熱伝導特性が優れていることが分かる。
現時点においては、座屈強度や熱伝導特性の観点から、参考例2及び3が最も良好な結果をもたらすものと思われる。
参考例3の炭素繊維構造体含有プリフォームを用い、熱伝導特性評価の場合と同様の方法により金属基複合材を作製し、これらをJIS Z 2285に定められた試験片形状に加工した。更に、各熱処理(図9参照。)を施した。
得られた試験片の0〜300℃における熱膨張係数を測定した。得られた結果を図9に示す。
なお、同図には、比較のために、アルミニウムマトリックスの結果も追加してある。
また、同図中の「1h熱処理材」とは、300℃で1時間の熱処理を施したものを意味しており、「4h熱処理材」とは、300℃で4時間の熱処理を施したものを意味している。
また、上記範囲における熱膨張係数を熱処理時間別にまとめると表2のようになる。
参考例3の炭素繊維構造体含有プリフォームを用い、熱伝導特性評価の場合と同様の方法により金属基複合材を作製し、これらをJIS Z 2285に定められた試験片形状に加工した。
また、加工した試験片の一種につき、300℃まで昇温(5℃/分)し、4時間保持(上記熱膨張特性評価1の「4h熱処理材」と同様の熱処理)した後、室温まで徐冷(5℃/分)する熱処理方法(1)を施した。
一方、加工した試験片の他種につき、300℃まで昇温(5℃/分)し、保持することなく室温まで徐冷(5℃/分)する工程を3回繰り返す熱処理方法(2)を施した。
得られた試験片の0〜300℃における熱膨張係数を測定した。測定した結果と熱処理に要した熱エネルギーを表3に示す。
なお、表3中の「◎」はアルミニウムマトリックスの未処理材と比較して熱膨張係数の増加を著しく抑制したこと、「○」は熱膨張係数の増加を抑制したことを示す。
11 ダイ
12 下パンチ
13 上パンチ
Claims (10)
- 成長過程において成長の起点となる粒状部から複数延出して互いに結合する多層型カーボンナノチューブにより構成された3次元ネットワーク状の炭素繊維構造体と、有機バインダーと、分散媒とを混合して懸濁液を得る工程(1)と、
上記懸濁液を乾燥して混合物を得る工程(2)と、
上記混合物を圧縮成形して圧縮成形体を得る工程(3)と、
上記圧縮成形体を硬化処理して硬化圧縮成形体を得る工程(4)と、
上記硬化圧縮成形体を焼成してラマン分光分析法で測定されるI D /I G が0.2以下である炭素繊維構造体を含む炭素繊維構造体含有プリフォームを得る工程(5)と、
を含む炭素繊維構造体含有プリフォームの製造方法により製造される炭素繊維構造体含有プリフォームに、溶融したアルミニウムを含浸させ、固化し、150℃より高い温度に昇温し、保持した後、室温まで徐冷することを特徴とする金属基複合材の製造方法。 - 成長過程において成長の起点となる粒状部から複数延出して互いに結合する多層型カーボンナノチューブにより構成された3次元ネットワーク状の炭素繊維構造体と、有機バインダーと、分散媒とを混合して懸濁液を得る工程(1)と、
上記懸濁液を乾燥して混合物を得る工程(2)と、
上記混合物を圧縮成形して圧縮成形体を得る工程(3)と、
上記圧縮成形体を硬化処理して硬化圧縮成形体を得る工程(4)と、
上記硬化圧縮成形体を焼成してラマン分光分析法で測定されるI D /I G が0.2以下である炭素繊維構造体を含む炭素繊維構造体含有プリフォームを得る工程(5)と、
を含む炭素繊維構造体含有プリフォームの製造方法により製造される炭素繊維構造体含有プリフォームに、溶融したアルミニウムを含浸させ、固化し、150℃より高い温度に昇温し、保持した後、150℃より低い温度まで徐冷し、更に、150℃より高い温度に昇温し、保持した後、150℃より低い温度まで徐冷する処理を1回以上行った後、室温まで徐冷することを特徴とする金属基複合材の製造方法。 - 成長過程において成長の起点となる粒状部から複数延出して互いに結合する多層型カーボンナノチューブにより構成された3次元ネットワーク状の炭素繊維構造体と、有機バインダーと、分散媒とを混合して懸濁液を得る工程(1)と、
上記懸濁液を乾燥して混合物を得る工程(2)と、
上記混合物を圧縮成形して圧縮成形体を得る工程(3)と、
上記圧縮成形体を硬化処理して硬化圧縮成形体を得る工程(4)と、
上記硬化圧縮成形体を焼成してラマン分光分析法で測定されるI D /I G が0.2以下である炭素繊維構造体を含む炭素繊維構造体含有プリフォームを得る工程(5)と、
を含む炭素繊維構造体含有プリフォームの製造方法により製造される炭素繊維構造体含有プリフォームに、溶融したアルミニウムを含浸させ、固化し、150℃より高い温度に昇温し、保持することなく、室温まで徐冷することを特徴とする金属基複合材の製造方法。 - 成長過程において成長の起点となる粒状部から複数延出して互いに結合する多層型カーボンナノチューブにより構成された3次元ネットワーク状の炭素繊維構造体と、有機バインダーと、分散媒とを混合して懸濁液を得る工程(1)と、
上記懸濁液を乾燥して混合物を得る工程(2)と、
上記混合物を圧縮成形して圧縮成形体を得る工程(3)と、
上記圧縮成形体を硬化処理して硬化圧縮成形体を得る工程(4)と、
上記硬化圧縮成形体を焼成してラマン分光分析法で測定されるI D /I G が0.2以下である炭素繊維構造体を含む炭素繊維構造体含有プリフォームを得る工程(5)と、
を含む炭素繊維構造体含有プリフォームの製造方法により製造される炭素繊維構造体含有プリフォームに、溶融したアルミニウムを含浸させ、固化し、150℃より高い温度に昇温し、保持することなく、150℃より低い温度まで徐冷し、更に、150℃より高い温度に昇温し、保持することなく、150℃より低い温度まで徐冷する処理を1回以上行った後、室温まで徐冷することを特徴とする金属基複合材の製造方法。 - 上記多層型カーボンナノチューブは、チューブの長手方向に対する直交断面の最大径が15〜100nmであることを特徴とする請求項1〜4のいずれか1つの項に記載の金属基複合材の製造方法。
- 上記多層型カーボンナノチューブは、チューブの長手方向に対する直交断面が多角形をなすことを特徴とする請求項1〜5のいずれか1つの項に記載の金属基複合材の製造方法。
- 上記炭素繊維構造体は、面積基準の円相当平均径が50〜100μmであることを特徴とする請求項1〜6のいずれか1つの項に記載の金属基複合材の製造方法。
- 上記炭素繊維構造体は、嵩密度が0.0001〜0.05g/cm 3 であることを特徴とする請求項1〜7のいずれか1つの項に記載の金属基複合材の製造方法。
- 上記工程(1)における炭素繊維構造体、有機バインダー及び分散媒の混合に際し、得られる炭素繊維構造体含有プリフォームの全体積に対して、炭素繊維構造体及び有機バインダーを、それぞれ10体積%以上及び25体積%以上となるように添加することを特徴とする請求項1〜8のいずれか1つの項に記載の金属基複合材の製造方法。
- 請求項1〜9のいずれか1つの項に記載の金属基複合材の製造方法により製造されることを特徴とする金属基複合材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007253041A JP5229936B2 (ja) | 2007-02-14 | 2007-09-28 | 金属基複合材の製造方法及び金属基複合材 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007032916 | 2007-02-14 | ||
| JP2007032916 | 2007-02-14 | ||
| JP2007253041A JP5229936B2 (ja) | 2007-02-14 | 2007-09-28 | 金属基複合材の製造方法及び金属基複合材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008223133A JP2008223133A (ja) | 2008-09-25 |
| JP5229936B2 true JP5229936B2 (ja) | 2013-07-03 |
Family
ID=39842085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007253041A Expired - Fee Related JP5229936B2 (ja) | 2007-02-14 | 2007-09-28 | 金属基複合材の製造方法及び金属基複合材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5229936B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101474844B1 (ko) * | 2014-04-09 | 2014-12-22 | 주식회사 리온 | 분광 분석 센서 및 이의 제조 방법 |
| CN112030044B (zh) * | 2020-08-21 | 2021-09-24 | 武汉轻工大学 | 一种碳纳米管增强铝基复合材料及其制备方法 |
| US11982624B2 (en) | 2020-10-26 | 2024-05-14 | Battelle Savannah River Alliance, Llc | Carbon fiber classification using raman spectroscopy |
| CN115385707B (zh) * | 2021-05-20 | 2023-08-08 | 中国科学院上海硅酸盐研究所 | 一种高体积分数碳粘结短切碳纤维复合材料的制备方法 |
| JP7810583B2 (ja) * | 2022-03-22 | 2026-02-03 | イビデン株式会社 | 防炎構造体の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59177336A (ja) * | 1983-03-25 | 1984-10-08 | Nippon Denso Co Ltd | 繊維強化金属複合材料の製造方法 |
| JP2001107203A (ja) * | 1999-09-30 | 2001-04-17 | Yazaki Corp | 複合材料及びその製造方法 |
| JP4412052B2 (ja) * | 2003-10-28 | 2010-02-10 | 富士ゼロックス株式会社 | 複合材およびその製造方法 |
| WO2006078064A1 (en) * | 2005-01-21 | 2006-07-27 | Showa Denko K.K. | Heat-resistant sliding resin composition, production process and use thereof |
| JP4570553B2 (ja) * | 2005-11-18 | 2010-10-27 | 保土谷化学工業株式会社 | 複合材料 |
-
2007
- 2007-09-28 JP JP2007253041A patent/JP5229936B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008223133A (ja) | 2008-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Han et al. | A review on the processing technologies of carbon nanotube/silicon carbide composites | |
| JP3776111B1 (ja) | 炭素繊維構造体 | |
| EP1637617B1 (en) | Composite metal material, a method of producing it and its use in brakes. | |
| JP5229936B2 (ja) | 金属基複合材の製造方法及び金属基複合材 | |
| JP2008248457A (ja) | 炭素繊維複合体および炭素繊維複合体の製造方法 | |
| US7011785B2 (en) | Process for producing hollow bodies comprising fiber-reinforced ceramic materials | |
| EP1300379B1 (de) | Verfahren zur Herstellung von Hohlkörpern aus faserverstärkten keramischen Materialien | |
| CA2958409A1 (en) | Titanium-based compositions, methods of manufacture and uses thereof | |
| US20190249059A1 (en) | Silicon carbide production method and silicon carbide composite material | |
| JP2011011922A (ja) | カーボン/シリコンカーバイド系複合材料 | |
| Peng et al. | An optimized process for in situ formation of multi-walled carbon nanotubes in templated pores of polymer-derived silicon oxycarbide | |
| JP2007077457A (ja) | 金属基カーボンナノチューブ複合材料及びその製造方法 | |
| WO2007102575A1 (ja) | 微細炭素繊維構造体 | |
| KR101413996B1 (ko) | 카본 하이브리드 필러를 포함하는 방열 복합체 및 그 제조방법 | |
| US8052918B2 (en) | Carbon-based material and method of producing the same, and composite material and method of producing the same | |
| JP2007254886A (ja) | 複合材料 | |
| JP2019214073A (ja) | 窒化ホウ素ナノチューブ強化アルミニウム複合鋳造物の製造方法、窒化ホウ素ナノチューブ強化アルミニウム複合鋳造物、及び窒化ホウ素ナノチューブ強化アルミニウム複合鋳造物製造用マスターバッチ | |
| KR101755988B1 (ko) | 나노카본 강화 알루미늄 복합재 및 그 제조방법 | |
| Wang et al. | Thermal expansion of boron nitride nanotubes and additively manufactured ceramic nanocomposites | |
| Liang et al. | Processing and characterization of multi-walled carbon nanotubes containing alumina-carbon refractories prepared by nanocomposite powder technology | |
| WO2007058297A1 (ja) | 炭素繊維構造体 | |
| JP2008266702A (ja) | 金属基炭素繊維複合材及びその製造方法 | |
| JPWO2006027879A1 (ja) | 炭素繊維Ti−Al複合材料及びその製造方法 | |
| JP2007016286A (ja) | 金属基複合材及びその製造方法 | |
| JP5988667B2 (ja) | 金属間化合物強化複合材料及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100728 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121018 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130315 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160329 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |