JP5240617B2 - 喫煙物品構成要素の移送装置及び方法 - Google Patents
喫煙物品構成要素の移送装置及び方法 Download PDFInfo
- Publication number
- JP5240617B2 JP5240617B2 JP2009529796A JP2009529796A JP5240617B2 JP 5240617 B2 JP5240617 B2 JP 5240617B2 JP 2009529796 A JP2009529796 A JP 2009529796A JP 2009529796 A JP2009529796 A JP 2009529796A JP 5240617 B2 JP5240617 B2 JP 5240617B2
- Authority
- JP
- Japan
- Prior art keywords
- rod
- tube
- hopper
- drum
- rotating drum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 9
- 230000000391 smoking effect Effects 0.000 title description 9
- 238000012546 transfer Methods 0.000 claims description 16
- 230000005484 gravity Effects 0.000 claims description 11
- 238000013019 agitation Methods 0.000 claims description 10
- 235000019504 cigarettes Nutrition 0.000 claims description 10
- 238000003780 insertion Methods 0.000 claims description 8
- 230000037431 insertion Effects 0.000 claims description 8
- 241000208125 Nicotiana Species 0.000 claims description 7
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 7
- 230000007246 mechanism Effects 0.000 description 19
- 230000001360 synchronised effect Effects 0.000 description 6
- 239000000758 substrate Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000002716 delivery method Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
Images







Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/325—Transporting cigarettes during manufacturing from a hopper
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/326—Transporting cigarettes during manufacturing with lateral transferring means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/478—Transport means for filter- or cigarette-rods in view of their assembling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S131/00—Tobacco
- Y10S131/907—Ejection or rejection of finished article due to detected or sensed condition
Description
同じ参照文字が同じ部分を指す添付図面を参照して以下の詳細説明を読むことにより、上に指摘したことに加えて本発明の新しい特徴及び利点が当業者に明らかになるであろう。
代替的に、図2に示すように、押し込み器機構22aは、喫煙物品製造の後の段にロッド10を移送するためにドラム16の下に配置することができる。この実施形態によれば、ケーブル22aは、第1のホイール16からロッド10を直接に係合することができる。
図8は、図7の線8−8に沿った断面図を示すが、基体68及びトラフ85は、真空の品質及び効率を高めるために当接することができるという事実を強調するためにホイールを省略している。
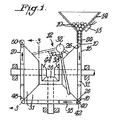
14 ホッパ
16、18、20 ドラム
50 押し込み器
Claims (11)
- ロッド又はチューブを移送する方法であって、
複数のロッド又はチューブをホッパの中に給送する段階と、
撹拌及び重力を使用して前記ホッパを通して前記ロッド又はチューブを給送し、該ロッド又はチューブを一列縦隊スタック構成に整列させる段階と、
第1の連続ケーブル上の押し込み器を用いてタバコ列に挿入するための位置まで前記ロッド又はチューブを移送する段階と、
を含むことを特徴とする方法。 - 前記ロッド又はチューブを前記第1の連続ケーブル上の前記押し込み器と係合させることにより、該ロッド又はチューブを前記ホッパの底部から連続的に取り出し、該ロッド又はチューブを該ホッパから前記タバコ列に挿入するための位置まで移送する段階を含むことを特徴とする請求項1に記載の方法。
- 複数のロッド又はチューブをホッパの中に給送する段階と、
撹拌及び重力を使用して前記ホッパを通して前記ロッド又はチューブを給送し、該ロッド又はチューブを一列縦隊スタック構成に整列させる段階と、
前記ロッド又はチューブを前記ホッパから少なくとも1つの溝を有する回転ドラムに、該ホッパの底部で該ロッド又はチューブの一端を該溝の隆起面と係合させることによって移送し、該ロッド又はチューブを該ホッパから剥がす段階と、
前記ロッド又はチューブに真空を印加して、該ロッド又はチューブを前記ドラムの前記溝内に保持する段階と、
前記回転ドラムから前記真空を取り除くことによって該ドラムから前記ロッド又はチューブを取り出し、該ロッド又はチューブを第1の連続ケーブル上の押し込み器と係合させて、該ロッド又はチューブを該ドラムから前記タバコ列に挿入するための位置まで移送する段階と、
を含むことを特徴とする請求項1に記載の方法。 - 複数のロッド又はチューブをホッパの中に給送する段階と、
撹拌及び重力を使用して前記ホッパを通して前記ロッド又はチューブを給送し、該ロッド又はチューブを一列縦隊スタック構成に整列させる段階と、
前記ロッド又はチューブを前記ホッパから少なくとも1つの溝を有する第1の回転ドラムに、該ホッパの底部で該ロッド又はチューブの一端を該溝の隆起面と係合させることによって移送し、該ロッド又はチューブを該ホッパから剥がす段階と、
前記ロッド又はチューブに真空を印加して、該ロッド又はチューブを前記第1のドラムの前記溝内に保持する段階と、
前記ロッド又はチューブを前記第1のドラムから第2の回転ドラムに、該第1のドラムから前記真空を取り除いて該第2のドラムの溝に真空を印加することにより移送する段階と、
前記ロッド又はチューブを前記第2のドラムから第3の回転ドラムに、該第2の回転ドラムから前記真空を取り除いて該第3の回転ドラムの溝に真空を印加することにより移送する段階と、
前記第3の回転ドラムから前記真空を取り除くことによって該第3のドラムから前記ロッド又はチューブを取り出し、該ロッド又はチューブを前記タバコ列内に挿入するために移送することができるように、該ロッド又はチューブを第1の連続ケーブル上の押し込み器と係合させる段階と、
を含むことを特徴とする請求項1に記載の方法。 - ロッド又はチューブを移送するための装置であって、
撹拌及び重力を使用してロッド又はチューブを給送し、該ロッド又はチューブを積み重ねた一列縦隊構成に整列させることができる、複数のロッド又はチューブを移送ポイントまで給送するためのホッパと、
前記ロッド又はチューブをタバコ列に挿入するために移送することができるように該ロッド又はチューブを連続的に係合するためのケーブル上に押し込み器を有する第1の連続ケーブルと、
を含むことを特徴とする装置。 - 前記タバコ列に挿入するために前記ロッド又はチューブを更に移送するためのケーブル上に押し込み器を有する第2の連続ケーブルを更に含むことを特徴とする請求項5に記載の装置。
- 撹拌及び重力を使用してロッド又はチューブを給送し、該ロッド又はチューブを積み重ねた一列縦隊構成に整列させることができる、複数のロッド又はチューブを移送ポイントまで給送するためのホッパと、
前記ロッド又はチューブを各溝内に保持するための真空を有する少なくとも1つの溝を有する、該ロッド又はチューブの一端を前記ホッパの底部で該溝の隆起面と係合させて該ホッパから該ロッド又はチューブを剥がすことにより該ロッド又はチューブを該ホッパ上の前記移送ポイントから取り出すための回転ドラムと、
前記ロッド又はチューブを前記タバコ列に挿入するために移送することができるように、該ロッド又はチューブをケーブル上の押し込み器と係合させることによって該ロッド又はチューブを前記回転ドラムから取り出すための第1の連続ケーブルと、
を含むことを特徴とする請求項5に記載の装置。 - 前記回転ドラムは、垂直軸線を有し、水平面内で該垂直軸線の周りに回転されることを特徴とする請求項7に記載の装置。
- 前記回転ドラムは、水平軸線を有し、垂直面内で該水平軸線の周りに回転されることを特徴とする請求項7に記載の装置。
- 撹拌及び重力を使用してロッド又はチューブを給送し、該ロッド又はチューブを積み重ねた一列縦隊構成に整列させることができる、複数のロッド又はチューブを移送ポイントまで給送するためのホッパと、
前記ロッド又はチューブを各溝内に保持するための真空を有する少なくとも1つの溝を有する、該ロッド又はチューブの一端を前記ホッパの底部で該溝の隆起面と係合させて該ホッパから該ロッド又はチューブを剥がすことにより該ロッド又はチューブを該ホッパ上の前記移送ポイントから取り出すための第1の回転ドラムと、
第2の回転ドラムの溝に対する真空を取り除くことによって前記ロッド又はチューブを前記第1のドラムから第3のドラムまで移送するための第2の回転ドラムと、
前記第2の回転ドラムから前記真空を取り除いて前記第3の回転ドラムの溝に真空を印加することにより該第2の回転ドラムから前記ロッド又はチューブを取り出すための第3の回転ドラムと、
前記第3の回転ドラムから前記真空を取り除くことによって該第3の回転ドラムから前記ロッド又はチューブを取り出し、該ロッド又はチューブを前記タバコ列に挿入するために移送することができるように該ロッド又はチューブをケーブル上の押し込み器と係合させるための第1の連続ケーブルと、
を含むことを特徴とする請求項5に記載の装置。 - 前記第1のドラム及び前記第2のドラムの少なくとも一方は、各ロッド又はチューブを所定の構成に維持する静止ガイド又は保持フィンガを更に含むことを特徴とする請求項10に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US84716706P | 2006-09-26 | 2006-09-26 | |
| US60/847,167 | 2006-09-26 | ||
| PCT/IB2007/003925 WO2008038150A2 (en) | 2006-09-26 | 2007-09-26 | Smoking article component transfer device and method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010504748A JP2010504748A (ja) | 2010-02-18 |
| JP5240617B2 true JP5240617B2 (ja) | 2013-07-17 |
Family
ID=39230607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009529796A Expired - Fee Related JP5240617B2 (ja) | 2006-09-26 | 2007-09-26 | 喫煙物品構成要素の移送装置及び方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7882843B2 (ja) |
| EP (1) | EP2077732B1 (ja) |
| JP (1) | JP5240617B2 (ja) |
| KR (1) | KR101418622B1 (ja) |
| CN (1) | CN101516216B (ja) |
| BR (1) | BRPI0717255B1 (ja) |
| ES (1) | ES2631027T3 (ja) |
| PL (1) | PL2077732T3 (ja) |
| RU (1) | RU2445905C2 (ja) |
| WO (1) | WO2008038150A2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8448647B2 (en) * | 2009-08-28 | 2013-05-28 | R. J. Reynolds Tobacco Company | Feeder system for rod components of tobacco products |
| GB201419197D0 (en) * | 2014-10-29 | 2014-12-10 | British American Tobacco Co | A rod article distribution apparatus |
| ITUB20154987A1 (it) * | 2015-10-19 | 2017-04-19 | Gd Spa | Dispositivo saldatore e metodo per la sua realizzazione. |
| CN105342003A (zh) * | 2015-11-17 | 2016-02-24 | 南通烟滤嘴有限责任公司 | 细支复合滤棒的成型设备 |
| IT202000013480A1 (it) * | 2020-06-08 | 2021-12-08 | Gd Spa | Metodo e macchina per la produzione di articoli multisegmento |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2538698A (en) * | 1946-12-02 | 1951-01-16 | Mcneill Cyrus | Tobacco stringer |
| GB641141A (en) | 1948-07-02 | 1950-08-02 | Amalgamated Tobacco Corp Ltd | Improvements in filter tip feed mechanism for filter tip cigarette-making machines |
| GB666079A (en) | 1949-04-26 | 1952-02-06 | Amalgamated Tobacco Corp Ltd | Improvements in mechanism for feeding filter tips and cigarettes to filter tip cigarette making machines |
| DE940699C (de) | 1952-12-18 | 1956-03-22 | Kurt Koerber & Co K G | Vorrichtung zum Durchschneiden von Filterstaeben zur Herstellung von Filtermundstueckzigaretten |
| US2902186A (en) * | 1955-02-28 | 1959-09-01 | Koerber & Co Kg | Storing and feeding apparatus for cigarette machines or the like |
| US3067644A (en) * | 1958-04-22 | 1962-12-11 | American Mach & Foundry | Mouthpiece feed |
| GB1162813A (en) * | 1965-09-16 | 1969-08-27 | George Frederick Pembroke | Apparatus for Feeding Mouthpieces for Cigars, Cigarettes and the like |
| CA1069799A (en) * | 1976-04-13 | 1980-01-15 | Molins Limited | Manufacture of filter-tipped cigarettes |
| IT1102986B (it) * | 1978-01-31 | 1985-10-14 | Cir S Pa Divisione Sasib Bolog | Dispositivo per l alimentazione uni forme di oggetti astiformi rotondi in particolare bacchette filtro multiple per sigarette |
| IT1120191B (it) * | 1979-12-11 | 1986-03-19 | Gd Spa | Apparecchiatura di collegamento diretto fra una o piu macchine confezionatrici di sigarette ed una o piu macchine impaccettatrici di sigarette |
| US4489736A (en) * | 1981-12-01 | 1984-12-25 | Molins Plc | Ejection of faulty cigarettes |
| US4886077A (en) * | 1983-09-13 | 1989-12-12 | Korber Ag | Method and apparatus for assembling plain cigarettes with filter rod sections |
| FR2561876B1 (fr) * | 1984-04-02 | 1986-07-18 | Tabacs & Allumettes Ind | Dispositif d'alimentation d'un poste d'operation comme l'identification ou la mesure d'au moins une caracteristique d'une succession d'articles semblables |
| JPH04304875A (ja) * | 1991-04-02 | 1992-10-28 | Japan Tobacco Inc | 棒状物送り出し装置 |
| ITBO20020528A1 (it) | 2002-08-08 | 2004-02-09 | Gd Spa | Macchina per il condizionamento di sigari. |
| DE102005008337A1 (de) | 2005-02-19 | 2006-08-31 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Transportieren stabförmiger Artikel |
-
2007
- 2007-07-30 US US11/830,135 patent/US7882843B2/en active Active
- 2007-09-26 WO PCT/IB2007/003925 patent/WO2008038150A2/en not_active Ceased
- 2007-09-26 ES ES07859053.6T patent/ES2631027T3/es active Active
- 2007-09-26 PL PL07859053T patent/PL2077732T3/pl unknown
- 2007-09-26 CN CN2007800359332A patent/CN101516216B/zh not_active Expired - Fee Related
- 2007-09-26 KR KR1020097007278A patent/KR101418622B1/ko not_active Expired - Fee Related
- 2007-09-26 JP JP2009529796A patent/JP5240617B2/ja not_active Expired - Fee Related
- 2007-09-26 EP EP07859053.6A patent/EP2077732B1/en active Active
- 2007-09-26 RU RU2009115644/13A patent/RU2445905C2/ru active
- 2007-09-26 BR BRPI0717255-9A patent/BRPI0717255B1/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| KR101418622B1 (ko) | 2014-07-14 |
| WO2008038150A2 (en) | 2008-04-03 |
| CN101516216B (zh) | 2013-03-06 |
| EP2077732B1 (en) | 2016-12-14 |
| KR20090075820A (ko) | 2009-07-09 |
| EP2077732A2 (en) | 2009-07-15 |
| US20080073253A1 (en) | 2008-03-27 |
| WO2008038150A3 (en) | 2008-07-31 |
| US7882843B2 (en) | 2011-02-08 |
| BRPI0717255B1 (pt) | 2018-07-03 |
| RU2445905C2 (ru) | 2012-03-27 |
| ES2631027T3 (es) | 2017-08-25 |
| PL2077732T3 (pl) | 2017-06-30 |
| BRPI0717255A2 (pt) | 2013-10-08 |
| JP2010504748A (ja) | 2010-02-18 |
| RU2009115644A (ru) | 2010-11-10 |
| CN101516216A (zh) | 2009-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5240617B2 (ja) | 喫煙物品構成要素の移送装置及び方法 | |
| JP5891250B2 (ja) | ウェブ材料のログから巻取りスピンドルを取り出す装置及び方法 | |
| JP3181612B2 (ja) | フイルタシガレットの製造方法および装置 | |
| CN104220349B (zh) | 用于传送块状产品的设备和方法 | |
| ITBO970201A1 (it) | Metodo e dispositivo per l'allineamento di prodotti. | |
| US20140037416A1 (en) | Method and transfer device for transferring a tube in a tube filling machine | |
| JP5255413B2 (ja) | 整列供給装置 | |
| TW201349367A (zh) | 黏晶裝置 | |
| US10064427B2 (en) | System and method for transferring rod-shaped articles and arrangement and method for retaining rod-shaped articles in a conveyor band | |
| JPH11314753A (ja) | 物品の輸送方法および装置 | |
| CN103635108B (zh) | 运送装置和用于运送物体的方法 | |
| JP5289806B2 (ja) | 搬送装置 | |
| JP2004121990A (ja) | ワーク搬送収納装置及びワーク搬送収納方法 | |
| JP6571181B2 (ja) | ロッド物品分配装置 | |
| JP2007137459A (ja) | パック供給方法及び装置 | |
| CN101287385B (zh) | 用于转移用来制造烟草制品的杆材料棒的单元 | |
| HK1239467B (en) | A rod article distribution apparatus | |
| HK1239467A1 (en) | A rod article distribution apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120730 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121030 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130322 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5240617 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |