JP5241151B2 - しぼ加工表面を有する樹脂成形品 - Google Patents
しぼ加工表面を有する樹脂成形品 Download PDFInfo
- Publication number
- JP5241151B2 JP5241151B2 JP2007155785A JP2007155785A JP5241151B2 JP 5241151 B2 JP5241151 B2 JP 5241151B2 JP 2007155785 A JP2007155785 A JP 2007155785A JP 2007155785 A JP2007155785 A JP 2007155785A JP 5241151 B2 JP5241151 B2 JP 5241151B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- molded product
- tray
- resin molded
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Description
このような加工方法の中に、樹脂成形品の表面形状によって、所望の外観や触感を付与する技術としてしぼ加工があり、樹脂成形品の表面加工方法として慣用されている。
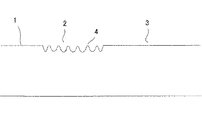
すなわち、従来公知のしぼ加工を施された樹脂成形品においては、その表面においてしぼ加工を施された部分が、しぼ加工を施された部分の表面より盛り上がっているために、表面平滑性が求められる樹脂成形品には、しぼ加工を施すことができなかった。
このような、表面にしぼ加工された樹脂加工品の不具合については、それを改善する提案はなされていない。
本発明により、良好な外観や触感を与え、かつしぼ加工による不都合がない樹脂成形品が提供される。
本発明により、良好な外観や触感を与え、かつ従来のしぼ加工部分により生じる不都合がない樹脂製トレイが提供される。
また、しぼ加工による凹凸は、断面視で種々の形状を取ることができる。
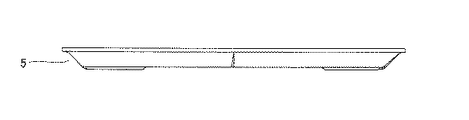
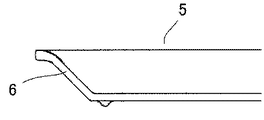
樹脂製トレイの形状は、特に限定されるものではなく、使用目的に応じて適宜選択することができる。たとえば、給仕用に用いられるトレイでは、通常食器の転落を防ぐため、縁部に上方突起部を有する浅い底を持った容器状に成形される。大きさもまた、特に限定されるものではなく、使用目的に応じて適宜選択することができる。
樹脂として、アクリルニトリル−ブタジエン−スチレン共重合体を用い、前記段落[0015]に記載された金型を用いて、射出成形方法によって、樹脂製トレイを成形した。
得られた樹脂製トレイのサイズは、縦33cm、横33cmで、平面部の厚さは2.5mmであった。
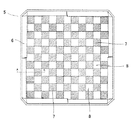
平面部表面には、図4に示すような、2.5cm四方のゴバン目状に、しぼ加工部分と、しぼ加工されていない平滑部分が縦横交互に配置された、市松模様が構成されている。
得られた樹脂製トレイの平面部において、隣接するしぼ加工部分と、しぼ加工されていない部分を任意に10箇所(表1の1〜10)、ハイトゲージにダイヤルゲージをセットした測定器で、測定精度1/100mmとして測定した。
結果を表1に示すが、しぼ加工部分の高さは、しぼ加工されていない部分に対する高低差で表した。(−)は低いことを表す。高低差の平均値は、0.008mmであった。
なお、得られた樹脂製トレイの平面部の断面写真を図7として示した。
本発明により、良好な外観や触感を与え、かつ従来のしぼ加工部分により生じる不都合がない樹脂製トレイが提供される。
2.しぼ加工部分
3.平滑部分
4.しぼ加工部分の頂点
5.樹脂製トレイ
6.上方突起部
7.樹脂製トレイのしぼ加工部分
8.樹脂トレイの平滑部分
Claims (4)
- 射出成形法または圧縮成形法によって成形されたトレイであって、表面に複数のしぼ加工された部分と、複数のしぼ加工されていない部分を有し、しぼ加工された部分が表面の面積の30〜60%を占めており、しぼ加工部分の凹凸の頂点が、しぼ加工されていない部分の表面と、ほぼ同一の平面上にある樹脂製トレイ。
- 前記しぼ加工部分の凹凸の頂点と、前記しぼ加工されていない部分の表面の平均高低差が、0.1mm以下であることを特徴とする請求項1に記載の樹脂製トレイ。
- 前記複数のしぼ加工された部分と複数のしぼ加工されていない部分が、縦横に交互に配置されて市松模様を構成していることを特徴とする請求項1または2に記載の樹脂製トレイ。
- 前記トレイの表面が滑り止め加工されていることを特徴とする請求項1〜3のいずれかに記載の樹脂製トレイ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007155785A JP5241151B2 (ja) | 2007-06-12 | 2007-06-12 | しぼ加工表面を有する樹脂成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007155785A JP5241151B2 (ja) | 2007-06-12 | 2007-06-12 | しぼ加工表面を有する樹脂成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008307723A JP2008307723A (ja) | 2008-12-25 |
| JP5241151B2 true JP5241151B2 (ja) | 2013-07-17 |
Family
ID=40235772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007155785A Active JP5241151B2 (ja) | 2007-06-12 | 2007-06-12 | しぼ加工表面を有する樹脂成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5241151B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6144607A (ja) * | 1984-08-10 | 1986-03-04 | Toyoda Gosei Co Ltd | シボ製品の製造方法 |
| IT1202081B (it) * | 1985-01-25 | 1989-02-02 | Nespak Spa | Dispositivo particolarmente adatto per la goffratura interna di vassoi ricavati da foglia di materia plastica espansa mediante termoformatrici continue |
| JPS63149806U (ja) * | 1987-03-20 | 1988-10-03 |
-
2007
- 2007-06-12 JP JP2007155785A patent/JP5241151B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008307723A (ja) | 2008-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3550197A (en) | Molds for blowing engraved appearing bottles without the use of engraved molds | |
| JP2018008512A (ja) | 樹脂成形品及びその製造方法 | |
| JP5241151B2 (ja) | しぼ加工表面を有する樹脂成形品 | |
| JP2023537737A (ja) | 射出金型 | |
| US20090293333A1 (en) | Contoured artwork | |
| CN104768770B (zh) | 塑料成型件 | |
| CN203055323U (zh) | 塑制品模内标签 | |
| KR101614298B1 (ko) | 에칭용 저광택 방오 마이크로패턴 전사 필름을 이용한 금형의 제조 방법 | |
| TWI328531B (ja) | ||
| USD638227S1 (en) | Synthetic resin paper | |
| JP7043856B2 (ja) | 加飾物品の製造方法および成形加工装置 | |
| JP5651503B2 (ja) | 発泡成形体 | |
| EP1790498A1 (en) | Industrial production process of imitation marble objects obtained from thermoforming material | |
| CN205615165U (zh) | 裸视立体浮雕烫印薄膜 | |
| CN215552255U (zh) | 一种立体鳄鱼皮纹理面板 | |
| CN215992889U (zh) | 一种服装设计用打样板 | |
| TW201507839A (zh) | 模內成型浮雕結構與製法 | |
| JP3240115U (ja) | こたつ用の収納ケース | |
| CN202187233U (zh) | 一种具有龟裂花纹的合成革 | |
| KR200423972Y1 (ko) | 수저 받침대 | |
| CN216546033U (zh) | 一种汽车内饰包覆皮革及汽车内饰件 | |
| CN213849587U (zh) | 一种多功能美术用具放置架 | |
| EP3687754A1 (en) | Textured hardcoat films | |
| JPH0585562A (ja) | 表面光沢差を有する包装材料 | |
| JPS61219608A (ja) | 樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100610 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100614 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130402 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5241151 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |