JP5249643B2 - 固体酸化物形燃料電池の製造方法およびこれを用いて製造された固体酸化物形燃料電池 - Google Patents
固体酸化物形燃料電池の製造方法およびこれを用いて製造された固体酸化物形燃料電池 Download PDFInfo
- Publication number
- JP5249643B2 JP5249643B2 JP2008156726A JP2008156726A JP5249643B2 JP 5249643 B2 JP5249643 B2 JP 5249643B2 JP 2008156726 A JP2008156726 A JP 2008156726A JP 2008156726 A JP2008156726 A JP 2008156726A JP 5249643 B2 JP5249643 B2 JP 5249643B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel cell
- solid oxide
- oxide fuel
- screen
- slurry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Inert Electrodes (AREA)
- Fuel Cell (AREA)
Description
この燃料極、電解質、空気極およびインターコネクタの成膜には、製造コスト面の有利さのため、たとえば、特許文献1に示されるようなスクリーン印刷によって構成材料のスラリーを塗布するものが用いられている。こうして、成膜されたものは、焼成して固化されている。
このため、たとえば、インターコネクタのように、隣り合う単位発電素子の向き合う成膜部分の間に成膜されるものでは、スラリーが切り立った単位発電素子の成膜部分から大きな抵抗を受けて底部まで至らない、あるいは、単位発電素子の成膜部分により分断されてインターコネクタが単位発電素子の成膜部分を十分に覆わない事態となり、固体酸化物形燃料電池の品質を低下させる可能性があった。また、これは、燃料極の上にそれを覆うように成膜される電解質の場合でも同様な傾向にある。
本発明にかかる機能膜の形成方法は、多孔質の基体上に燃料極、電解質および空気極からなる複数の単素子と該単素子間を接続するインターコネクタとを、少なくともその一部はスクリーン印刷によって構成材料のスラリーを塗布して成膜する塗布工程を有する固体酸化物形燃料電池の製造方法であって、前記スクリーン印刷は、スクリーンが露出した露出空間部の縁部内側部分の少なくとも一部が縁部に向かって前記スクリーンの露出割合を順次減少するように形成された緩和塗布部と、前記緩和塗布部の内側に設けられた全塗布部とが形成されたスクリーン版を用いて行われることを特徴とする。
これにより、塗布面に塗布された塗布部分は、端部付近の厚さが端部に向けて順次小さくなるので、滑らかな傾斜面を形成することができる。この塗布部分を覆うようにスラリーが塗布される場合、傾斜面のために抵抗が少ないので、塗布されるスラリーが底部まで至らない、あるいは、先の塗布部分により分断される事態となることを抑制できる。
これらにより、燃料極、電解質、空気極およびインターコネクタは隙間無く、緻密に形成されるので、隙間等による不具合が少ない高品質な固体酸化物形燃料電池を製造することができる。
管状の基体では、周方向に塗布される塗布部分の始端と終端とが近接して対向する。
燃料極、電解質、空気極およびインターコネクタの厚さを確保するためには、スクリーン印刷によって複数回構成材料のスラリーを塗布する必要があるが、周方向で連続した塗布を行うために、この段差部分が重ならないように周方向にずらされている。このため、この段差部分に次のスラリーを重ねて塗布することになるが、始端部および終端部を傾斜させるようにすることによって、その間に重ねて塗布するスラリーを入り易くすることができる。燃料極、電解質、空気極およびインターコネクタはそれぞれ隙間無く、緻密に形成されるので、隙間等による不具合が少ない高品質な固体酸化物形燃料電池を製造することができる。
図1は、本実施形態にかかる固体酸化物形燃料電池1の製造方法を用いて製造された固体酸化物形燃料電池1の断面を概略的に示す部分断面図である。
固体酸化物形燃料電池1は、基体管(基体)3上に軸線方向に複数の発電素子(単素子)5が間隔を空けて形成され、これらの発電素子5が電気的に直列接続された構造とされている。
発電素子5は、燃料側の電極である燃料極7と、空気側の電極である空気極9と、これらの間にありイオンのみを通す電解質11と構成されている。
空気極9は、たとえば、ランタンストロンチウム系の材料で形成され、空気から酸素イオンを生成するものである。
インターコネクタ13は、基体管3に接触しており燃料ガスと空気とを遮断できるための緻密構造と電子導電体との機能を必要とする。
まず、基体管3が、たとえば、カルシア安定化ジルコニア(CSZ)を材料とし、押出成形により管状に製作される。基体管3は乾燥され、次工程に移る。
この成膜工程では、スクリーン印刷が用いられる。このスクリーン印刷の成膜作業について図2および図3により説明する。
図示しない支持部材が、対象物である基体管3を回転可能に、かつ、上下動可能に支持している。基体管3の上方に、それと対向してスキージ15が上下動可能に設けられている。枠19に取り付けられたスクリーン版17が、スキージ15と基体管3との間を横方向に移動可能とされている。
そして、スキージ15がスクリーン版17を基体管3に押圧した状態で、図3に示されるようにスクリーン版17が横方向(図2、図3中、右方向)に移動するとともに基体管3が図3中時計回りに回転する。
これにより、スラリー21が基体管3上に転写され、成膜される。
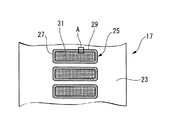
塗布パターン25は、成膜する部分の形状、大きさに合わせて形成されている。
塗布パターン25の縁部27の内側には、緩和塗布部(縁部内側部分)29が設けられている。
緩和塗布部29の内側は、スクリーンが完全に露出した全塗布部31とされている。
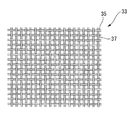
スクリーン版17は、スクリーン33を用いて作成される。スクリーン33は、図5に示されるように、たとえば、ナイロン糸の横糸35と縦糸37とがクロスするように編まれたものである。
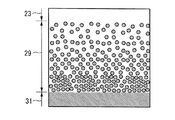
スクリーン印刷に用いられるスクリーン33は、2.54cm(1インチ)当りの糸の数であるメッシュが、たとえば、100〜400で、開口率が30〜60%である。開口率は、図6に示されるように隣り合う横糸35と縦糸37とで形成される空間39の面積が空間39を囲う横糸35および縦糸37の中心位置で形成される空間41の面積に占める割合である。
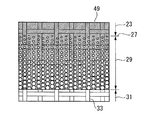
全塗布部31に相当する部分は、ベタ刷りとされている。緩和塗布部29に相当する部分は、印刷された部分の割合が全塗布部31に相当する部分から離れるにしたがって小さくなるように印刷されている。マスキング部23に相当する部分には印刷が施されていない。
図7に示されるように、このスクリーン33の感光乳剤43側の上に印刷されたフィルム45を重ねる。
なお、印刷されたフィルム45を用いることなく、感光乳剤43の上に直接印刷するようにしてもよい。
紫外線ランプ47によってフィルム45側から紫外線を所定時間照射(露光)する。その後、フィルム45を取り除いて感光乳剤43に水をかけ、感光を停止(現像)させる。
これにより、図9に示されるように印刷のない部分は感光して硬化した感光乳剤43がスクリーン33に固着してスラリー21を透過しない膜49状となる。一方、感光していない印刷部分は水で感光乳剤43が流れ、インクを透過するスクリーン33が露出した状態となる。
緩和塗布部29に相当する部分では、膜49が部分的に形成されている。また、膜49のないスクリーン33が露出している露出割合は、全塗布部31に相当する部分からマスキング部23に相当する部分、すなわち、縁部27に向かって順次小さくなる。
燃料極7は、たとえば、酸化ニッケル、イットリア安定化ジルコニアの各粉末を所定量混合し、溶媒を加えてスラリー21を形成する。
このスラリー21をスクリーン版17の塗布パターン25を覆うように付着させ、上述のようにスクリーン印刷を行う。スクリーン印刷は、所要の厚さを得られるように数回繰り返される。
次いで、インターコネクタ13を隣り合う発電素子5の電解質11と燃料極7との間に複数回のスクリーン印刷によって成膜する。インターコネクタ13の場合は、チタネート系の粉末を所定量混合し、溶媒を加えてスラリー21を形成する。
次いで、空気極9用のスクリーン版17を製作し、複数回のスクリーン印刷によって電解質11およびインターコネクタ13を覆うように空気極9の成膜を行う。空気極9は、ランタンストロンチウム系の粉末を所定量混合し、溶媒を加えてスラリー21を形成する。
空気極9の成膜が終わると、電気炉を用いて焼成する。
この成膜部分51の間に成膜される第二成膜部分55(たとえば、インターコネクタ13)は、成膜部分51の上面と垂直面53とで形成される角部から大きな抵抗を受けて基体管3まで至らない(図12(b))、あるいは、成膜部分51により分断されて一部が成膜部分51を覆わない(図12(a))事態となっていた。
これにより、基体管3上に塗布された成膜部分51は、端部付近の厚さが端部に向けて順次小さくなるので、滑らかな傾斜面57を形成することができる。
この成膜部分51の間に成膜される第二成膜部分55はスクリーン印刷時にスラリー21が押し込まれる際、傾斜面57のために受ける抵抗が少ないので、塗布されるスラリー21が基体管3まで至らない、あるいは、成膜部分51により分断される事態となることを抑制できる。
一方、燃料極7、電解質11、空気極9およびインターコネクタ13の厚さを確保するためには、それぞれスクリーン印刷によって複数回スラリー21を塗布する必要がある。これらは周方向で連続して成膜される必要があるため、この段差部分が重ならないように周方向にずらされている。
このため、この段差部分に次のスラリー21を重ねて塗布することになるが、本実施形態では、上述のように緩和塗布部29が設けられているので、始端部61および終端部63が徐々に薄くなる。これにより始端部61および終端部63は傾斜が大きくなって広く開放されるので、その間に重ねて塗布する第二成膜部分65のスラリー21が入り易くなる。
したがって、第二成膜部分65は基体管3に至るように形成されるので、燃料極7、電解質11、インターコネクタ13および空気極9はそれぞれ隙間無く、緻密に形成され、隙間等による性能劣化が少ない高性能な固体酸化物形燃料電池1を製造することができる。
たとえば、本実施形態は円筒形状の基体管3を用いた固体酸化物形燃料電池1であるが、これに限定されるものではなく、たとえば、平板型の基体を用いた固体酸化物形燃料電池1に適用してもよい。
3 基体管
5 発電素子
7 燃料極
9 空気極
11 電解質
13 インターコネクタ
17 スクリーン版
25 塗布パターン
27 縁部
29 緩和塗布部
33 スクリーン
Claims (3)
- 多孔質の基体上に燃料極、電解質および空気極からなる複数の単素子と該単素子間を接続するインターコネクタとを、少なくともその一部はスクリーン印刷によって構成材料のスラリーを塗布して成膜する塗布工程を有する固体酸化物形燃料電池の製造方法であって、
前記スクリーン印刷は、スクリーンが露出した露出空間部の縁部内側部分の少なくとも一部が縁部に向かって前記スクリーンの露出割合を順次減少するように形成された緩和塗布部と、前記緩和塗布部の内側に設けられた全塗布部とが形成されたスクリーン版を用いて行われることを特徴とする固体酸化物形燃料電池の製造方法。 - 前記基体は、管状とされていることを特徴とする請求項1に記載の固体酸化物形燃料電池の製造方法。
- 請求項1または請求項2に記載の固体酸化物形燃料電池の製造方法を用いて製造されていることを特徴とする固体酸化物形燃料電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008156726A JP5249643B2 (ja) | 2008-06-16 | 2008-06-16 | 固体酸化物形燃料電池の製造方法およびこれを用いて製造された固体酸化物形燃料電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008156726A JP5249643B2 (ja) | 2008-06-16 | 2008-06-16 | 固体酸化物形燃料電池の製造方法およびこれを用いて製造された固体酸化物形燃料電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009301939A JP2009301939A (ja) | 2009-12-24 |
| JP5249643B2 true JP5249643B2 (ja) | 2013-07-31 |
Family
ID=41548627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008156726A Expired - Fee Related JP5249643B2 (ja) | 2008-06-16 | 2008-06-16 | 固体酸化物形燃料電池の製造方法およびこれを用いて製造された固体酸化物形燃料電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5249643B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014007061A (ja) * | 2012-06-25 | 2014-01-16 | Konica Minolta Inc | 固体酸化物型燃料電池の製造方法 |
| US9312558B2 (en) * | 2013-12-06 | 2016-04-12 | Mitsubishi Hitachi Power Systems, Ltd. | Fuel cell, method for manufacturing the same, and application apparatus used for manufacturing the same |
| JP6486709B2 (ja) * | 2015-02-20 | 2019-03-20 | 三菱日立パワーシステムズ株式会社 | 固体酸化物形燃料電池及び固体酸化物形燃料電池の製造方法 |
| JP7080664B2 (ja) * | 2018-02-16 | 2022-06-06 | 三菱重工業株式会社 | 燃料電池の製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0689727A (ja) * | 1992-09-07 | 1994-03-29 | Nippon Telegr & Teleph Corp <Ntt> | 固体電解質型燃料電池 |
| JPH06176772A (ja) * | 1992-12-10 | 1994-06-24 | Ngk Insulators Ltd | 固体電解質型燃料電池の構成膜の形成方法、これに用いる治具及び固体電解質型燃料電池 |
| JPH07262998A (ja) * | 1994-03-24 | 1995-10-13 | Mitsubishi Heavy Ind Ltd | 円筒溶射型固体電解質型燃料電池の製造方法 |
| JP3310867B2 (ja) * | 1996-06-21 | 2002-08-05 | 三菱重工業株式会社 | 円筒横縞型固体電解質燃料電池の製造方法 |
| JPH1064563A (ja) * | 1996-08-14 | 1998-03-06 | Mitsubishi Heavy Ind Ltd | 固体電解質型燃料電池の製造方法 |
| JP3652195B2 (ja) * | 1999-12-24 | 2005-05-25 | 京セラ株式会社 | 固体電解質型燃料電池セル |
| JP2004507876A (ja) * | 2000-09-01 | 2004-03-11 | グローバル サーモエレクトリック インコーポレイテッド | 固体イオンデバイス用電極パターン |
| JP4681149B2 (ja) * | 2001-04-27 | 2011-05-11 | 三菱重工業株式会社 | 燃料電池セル管の製造方法 |
| JP2005235549A (ja) * | 2004-02-19 | 2005-09-02 | Mitsubishi Materials Corp | 固体酸化物形燃料電池 |
| JP2006344486A (ja) * | 2005-06-08 | 2006-12-21 | Japan Fine Ceramics Center | 固体酸化物形燃料電池及びその製造方法 |
-
2008
- 2008-06-16 JP JP2008156726A patent/JP5249643B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009301939A (ja) | 2009-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5249643B2 (ja) | 固体酸化物形燃料電池の製造方法およびこれを用いて製造された固体酸化物形燃料電池 | |
| US20090092877A1 (en) | Solid Oxide Fuel Cell and Manufacturing Method Thereof | |
| CN101047259A (zh) | 固体电解质燃料电池及其制备方法 | |
| JP6486709B2 (ja) | 固体酸化物形燃料電池及び固体酸化物形燃料電池の製造方法 | |
| US20160133980A1 (en) | Solid oxide fuel cell manufacturing method and dispenser apparatus for manufacturing same | |
| US20150155567A1 (en) | Reversal tolerant membrane electrode assembly for a fuel cell | |
| JP5622754B2 (ja) | 固体電解質型燃料電池の製造方法及び固体電解質型燃料電池 | |
| JP6509538B2 (ja) | 燃料電池及びその製造方法並びにその製造に用いられる塗布装置 | |
| US6916569B2 (en) | Fuel cell comprising a solid electrolyte layer | |
| JP2008300269A (ja) | 固体酸化物型燃料電池およびその製造方法 | |
| EP3021411B1 (en) | Individual solid oxide fuel cell and manufacturing method and manufacturing apparatus for same | |
| JP2017077701A (ja) | スクリーン印刷装置、スクリーン印刷装置の制御方法、スクリーン印刷方法、燃料電池セルスタックの製造方法及び燃料電池カートリッジの製造方法 | |
| JP4781823B2 (ja) | 円筒横縞型燃料電池 | |
| JP5173125B2 (ja) | 燃料電池セルの製造方法 | |
| JP5931420B2 (ja) | 固体酸化物型燃料電池、固体酸化物型燃料電池カートリッジ、固体酸化物型燃料電池モジュール、固体酸化物型燃料電池の製造方法 | |
| JP5554090B2 (ja) | 燃料電池 | |
| JP4981247B2 (ja) | 固体酸化物型燃料電池及び固体酸化物型燃料電池の製造方法 | |
| JP3924199B2 (ja) | 燃料電池の製造方法 | |
| JPH11191420A (ja) | 固体電解質型燃料電池のセル及び固体電解質型燃料電池 | |
| JP5207267B2 (ja) | 電気化学セル | |
| JP6415947B2 (ja) | 固体酸化物形燃料電池の製造方法及び塗布装置 | |
| JP4342267B2 (ja) | 固体酸化物形燃料電池用セル及びその製造方法 | |
| JP2016213145A (ja) | 固体酸化物形燃料電池セル製造システム、及びそれを使用した製造方法 | |
| JP2016103459A (ja) | 固体酸化物形燃料電池セル、及びその製造方法、製造システム | |
| JP4587910B2 (ja) | 電気化学セルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130412 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5249643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |