JP5366991B2 - 連続鋳造用浸漬ノズル - Google Patents
連続鋳造用浸漬ノズル Download PDFInfo
- Publication number
- JP5366991B2 JP5366991B2 JP2011035329A JP2011035329A JP5366991B2 JP 5366991 B2 JP5366991 B2 JP 5366991B2 JP 2011035329 A JP2011035329 A JP 2011035329A JP 2011035329 A JP2011035329 A JP 2011035329A JP 5366991 B2 JP5366991 B2 JP 5366991B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- continuous casting
- steps
- pair
- immersion nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Continuous Casting (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
請求項2に記載した連続鋳造用ノズルによれば、上記請求項1の効果をより奏する連続鋳造用浸漬ノズルとなる。
請求項3に記載した連続鋳造用ノズルによれば、溶鋼の偏流をより抑制できる連続鋳造用浸漬ノズルとなる。
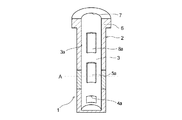
この実施例の連続鋳造用ノズル1は、ノズル本体2と、ノズル本体2内に設けられ溶鋼が流通するためのノズル内孔3と、ノズル本体2の下部に対向して設けられた一対の吐出口4a,4bとを有し、ノズル内孔3は、一対の吐出口4a,4bの上部に対向して設けられ、メニスカスAの上下に渡って連続した一対の段差5a,5bを有している。以下、各構成について順次詳述する。
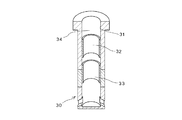
この実施例の連続鋳造用浸漬ノズル10と連続鋳造用浸漬ノズル1との相違は、
連続鋳造用浸漬ノズル10の第2段差18が環状段差である点のみであり、他は連続鋳造用浸漬ノズル1と同様である。連続鋳造用浸漬ノズル1と同一構成部分について同一符号を付し説明を省略する。
以下の実施例および比較例の連続鋳造用浸漬ノズルN(n1,n2,n3,n4,n5,n6)を、図5に示すように、モールドサイズ2000×200mmのモールド50内に深さ(浸漬した連続鋳造用浸漬ノズルNの吐出口上端から基準線Lまでの距離)200mm浸漬し、流速2.0/min.で連続鋳造用浸漬ノズルN(n1,n2,n3,n4,n5,n6)の上端開口から水をそれぞれ流入して湯面変動を観察した。具体的には、湯面変動の様子をカメラ60で撮影して観察すると共に、基準線Lからの最大変位(変動高さ)を計測して、連続鋳造用浸漬ノズルN(n1,n2,n3,n4,n5,n6)の湯面変動を数値化した。

2 ノズル本体
3 ノズル内孔
4a,4b 吐出口
5a,5b 段差
6 首部
7 上端開口
8a,8b 第2段差
Claims (3)
- ノズル本体と、
該ノズル本体内に設けられ溶鋼が流通するためのノズル内孔と、
前記ノズル本体の下部に対向して対称に設けられた一対の吐出口とを有し、
前記ノズル内孔は、前記一対の吐出口の上部に対向して対称に設けられ、メニスカスの上下に渡って80〜250mmの範囲内で連続した一対の段差を有し、反吐出口側には段差が設けられていないことを特徴とする連続鋳造用浸漬ノズル。 - 前記ノズル内孔の前記一対の段差の上部には、対向して対称に設けられた一対の第2段差が形成されている請求項1に記載の連続鋳造用浸漬ノズル。
- 前記ノズル内孔の前記一対の段差の上部には、環状に形成された第2段差が設けられている請求項1に記載の連続鋳造用浸漬ノズル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011035329A JP5366991B2 (ja) | 2011-02-22 | 2011-02-22 | 連続鋳造用浸漬ノズル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011035329A JP5366991B2 (ja) | 2011-02-22 | 2011-02-22 | 連続鋳造用浸漬ノズル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012170981A JP2012170981A (ja) | 2012-09-10 |
| JP5366991B2 true JP5366991B2 (ja) | 2013-12-11 |
Family
ID=46974380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011035329A Expired - Fee Related JP5366991B2 (ja) | 2011-02-22 | 2011-02-22 | 連続鋳造用浸漬ノズル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5366991B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6963192B2 (ja) * | 2019-12-19 | 2021-11-05 | 品川リフラクトリーズ株式会社 | 連続鋳造用浸漬ノズル |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004283857A (ja) * | 2003-03-20 | 2004-10-14 | Shinagawa Refract Co Ltd | 鋼の連続鋳造用ノズル |
| JP4434826B2 (ja) * | 2004-04-28 | 2010-03-17 | 品川リフラクトリーズ株式会社 | 鋼の連続鋳造用浸漬ノズル |
-
2011
- 2011-02-22 JP JP2011035329A patent/JP5366991B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012170981A (ja) | 2012-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5451868B2 (ja) | 連続鋳造装置の浸漬ノズル | |
| CN205496560U (zh) | 一种防偏流浸入式水口结构 | |
| TWI451923B (zh) | Immersion nozzle | |
| JP2009233717A (ja) | 連続鋳造用浸漬ノズル | |
| CN108025352B (zh) | 浸渍喷嘴 | |
| JP5366991B2 (ja) | 連続鋳造用浸漬ノズル | |
| KR101170673B1 (ko) | 주조용 침지노즐 및 이를 포함하는 연속 주조 장치 | |
| CN102361712B (zh) | 连续铸造用浸渍喷嘴 | |
| WO2023190017A1 (ja) | 浸漬ノズル、鋳型および鋼の連続鋳造方法 | |
| JPWO2017030052A1 (ja) | 環状堰 | |
| US11052459B2 (en) | Submerged entry nozzle for continuous casting | |
| JP4578555B2 (ja) | 連続鋳造用浸漬ノズル | |
| KR20190090829A (ko) | 슬라이딩 노즐 | |
| JP4833744B2 (ja) | 浸漬ノズル | |
| CN113226594A (zh) | 浸渍喷嘴 | |
| JP2009136876A (ja) | 浸漬ノズル | |
| CN101298093B (zh) | 可抑制csp薄板坯结晶器液面动态失稳的水口 | |
| RU2016128990A (ru) | Кристаллизатор для разливки стального расплава | |
| JP5673162B2 (ja) | 連続鋳造方法および連続鋳造装置 | |
| CA3087736C (en) | Submerged entry nozzle for continuous casting | |
| JP5239554B2 (ja) | スラブの連続鋳造用の浸漬ノズル | |
| JP2020059036A (ja) | スラブの連続鋳造方法 | |
| KR20150117448A (ko) | 빌렛 연속주조용 몰드 | |
| JP6135708B2 (ja) | 連続鋳造用の浸漬ノズル及び浸漬ノズルを用いた連続鋳造方法 | |
| CN204381356U (zh) | 一种提高浇钢炉龄的塞棒 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130812 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130828 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130910 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |