JP5367478B2 - 回転切削具 - Google Patents
回転切削具 Download PDFInfo
- Publication number
- JP5367478B2 JP5367478B2 JP2009155462A JP2009155462A JP5367478B2 JP 5367478 B2 JP5367478 B2 JP 5367478B2 JP 2009155462 A JP2009155462 A JP 2009155462A JP 2009155462 A JP2009155462 A JP 2009155462A JP 5367478 B2 JP5367478 B2 JP 5367478B2
- Authority
- JP
- Japan
- Prior art keywords
- core drill
- annular groove
- strip
- peripheral wall
- remaining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 title claims description 88
- 230000002093 peripheral effect Effects 0.000 claims description 24
- 238000003825 pressing Methods 0.000 claims description 4
- 239000002023 wood Substances 0.000 description 31
- 238000000034 method Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000035515 penetration Effects 0.000 description 7
- 238000011378 penetrating method Methods 0.000 description 5
- 238000005452 bending Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 241000878003 Dendrolycopodium obscurum Species 0.000 description 2
- 240000000249 Morus alba Species 0.000 description 2
- 235000008708 Morus alba Nutrition 0.000 description 2
- 244000269722 Thea sinensis Species 0.000 description 2
- 229910001315 Tool steel Inorganic materials 0.000 description 2
- 241000190021 Zelkova Species 0.000 description 2
- 244000285940 beete Species 0.000 description 2
- 235000011222 chang cao shi Nutrition 0.000 description 2
- 238000007730 finishing process Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000677 High-carbon steel Inorganic materials 0.000 description 1
- 229910000997 High-speed steel Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 241000237502 Ostreidae Species 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 235000020636 oyster Nutrition 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images












Landscapes
- Drilling Tools (AREA)
Description
[工程1]
円柱状に切り出された木材を用意する。
[工程2]
前記木材の上面(円柱状の前記木材における一対の円形面のうちの一方)にコアドリルを押し当てて回転させ、該コアドリルを所定深さ(前記木材の上面から底面(円柱状の前記木材における一対の円形面のうち上面でない方)までを貫通しない深さ)まで進入させることにより、前記木材の上面に所定深さの環状溝を形成する。
[工程3]
前記木材における前記環状溝よりも内側に残存する円柱状の残存部を別途用意したルータなどの器具を用いて切削し、前記木材を有底円筒状に形成する。
[工程4]
有底円筒状に形成された前記木材に仕上げ加工を施す。
といった工程を経る方法(以下においては、「非貫通法」と呼ぶことがある。)が知られている。
[工程1]
円柱状に切り出された木材を用意する。
[工程2]
前記木材の上面にコアドリルを押し当てて回転させ、該コアドリルの先端が前記木材の底面に達する(コアドリルが前記木材を貫通する)まで進入させることにより、前記木材を無底筒状の部材と、その内側の円柱状の部材とに完全に切り離す。
[工程3]
別途切り出した円盤状の木製の部材を、工程2によって得られた無底円筒状の部材の一方の開口端に貼り付けることにより、有底円筒状の製品を得る。
[工程4]
有底円筒状の前記製品に仕上げ加工を施す。
といった工程を経る方法(以下においては、「貫通法」と呼ぶことがある。)も知られている。
[従来技術1]
たがねを用いて前記残存部を分離する方法(例えば、特許文献1の第2頁上から19行目〜第3頁上から4行目及び第5図、同文献の第4頁上から14〜19行目及び第2図、及び特許文献2の第1頁右下欄上から12〜17行目、第6図及び第7図を参照)や、
[従来技術2]
コアドリルの内面に形成したテーパー部を前記残存部に押し当てることにより、コアドリルの振動を前記残存部に伝えて前記残存部を分離する方法(例えば、特許文献2の第2頁右上欄上から7行目〜同頁左下欄上から1行目、第1図及び第2図を参照)
などが既に知られている。
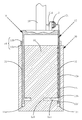
本実施態様の回転切削具10は、図1〜図3に示すように、円筒状のコアドリル11と、クランク状のカッター12と、カッター12を付勢するためのカッター付勢手段13と、コアドリル11の最大進入深さを調節するためのコアドリルストッパー14とで構成されたものとなっている。コアドリル11の基端には、コアドリル11をその中心軸回りに回転させるための回転シャフト20が接続される。
コアドリル11は、図2に示すように、その一方の開口端(先端)に沿って複数の刃(環状溝形成刃11a)が環状に設けられたものとなっている。このコアドリル11は、環状溝形成刃11aを切削対象物30の表面に押し当てながらコアドリル11を回転させ(図4を参照)、環状溝形成刃11aを所定深さまで進入させることにより(図5を参照)、切削対象物30に環状溝31を形成するものとなっている(図6を参照)。
カッター12は、コアドリル11によって環状溝31が形成された切削対象物30(図6を参照)における環状溝31よりも内側に残存する円柱状の残存部32を、切削対象物30における他の部位から切り離すためのものとなっている。カッター12は、図3に示すように、軸体12aと、軸体12aの先端近傍に固定された帯状片12bと、軸体12aの基端を折り曲げることによって形成された折り曲げ部12cとで構成されている。帯状片12bと折り曲げ部12cはいずれも、それぞれの長手方向が軸体12aの長手方向に対して垂直となる向きに設けられている。
カッター付勢手段13は、カッター12を所望の向きに付勢できるものであれば特に限定されないが、通常、弾性体が採用される。カッター付勢手段13として好適な弾性体としては、コイルばねや板ばねなどが例示される。本実施態様の回転切削具10においては、図1に示すように、コイルばねをカッター付勢手段13として使用している。使用するコイルばねのばね定数は、切削対象物30の硬さや、コアドリル11の回転速度や、カッター12における帯状辺12bの寸法などに応じて適宜決定される。
コアドリルストッパー14は、図5又は図9に示すように、コアドリル11の環状溝形成刃11aが所定の最下点に達した際に切削対象物30の表面に突き当たり、コアドリル11が切削対象物30に対してそれ以上進入できないようにするためのものとなっている。コアドリルストッパー14は、このような作用効果を奏することができるのであれば、その形態は、特に限定されないが、本実施態様の回転切削具10においては、図1に示すように、コアドリル11に外観された開環状の部材を用いている。閉環状ではなく、開環状としたのは、その切れた部分からカッター12における軸体12aをコアドリル11にセットできるようにするためである。
本発明の回転切削具10も用いて切削する切削対象物30の種類は特に限定されない。しかし、残存部32をそのままの形状で取り出して他の製品の製作に利用するという観点からは、切削対象物30が木材であると特に好ましい。なかでも、クロガキ、地松、ケヤキ、クワなどといった高級木材が切削対象物30である場合に好適に使用することができる。また、本発明の回転切削具10によって製作する製品は、有底穴を有する形態のものであれば特に限定されない。上述した理由により木製製品であると好ましい。このような製品としては、木製茶筒などの各種木製容器を始めとする木製什器が例示される。
11 コアドリル
11a 環状溝形成刃
11b 帯状開口部
11c スリット
11d カッター付勢手段取付部
11e 貫通孔
11f 小穴
12 カッター
12a 軸体
12b 帯状片
12c 折り曲げ部
13 カッター付勢手段
14 コアドリルストッパー
14a 第一リング
14b 第二リング
14c 固定具
20 回転シャフト
30 切削対象物
31 環状溝
32 残存部
33 加工品
34 製品
Claims (1)
- 円筒状のコアドリルの先端に設けられた環状溝形成刃を切削対象物の表面に押し当てながらコアドリルを回転させ、環状溝形成刃を所定深さまで進入させることにより、切削対象物に環状溝を形成する回転切削具であって、
前記環状溝よりも内側で円柱状に残存する残存部をその根本部分で切削対象物における他の部分から切り離すための残存部切り離し刃が、コアドリルの先端近傍の周壁に収容されるとともに、
残存部切り離し刃が、円弧状に湾曲された帯状片の先端に設けられて、該帯状片の全体が、コアドリルの先端近傍の周壁にその周方向に沿って設けられた帯状開口部の内側に収容され、前記帯状片の基端には、前記帯状片の先端をコアドリルの内側へ回動可能に軸支する軸体が接続され、
コアドリルの周壁には、前記帯状開口部の基端からコアドリルの基端へ向かって延びるスリット又は長溝が形成されて、該スリット又は該長溝を通って前記軸体の一端がコアドリルの基端よりも後方まで延在され、
前記軸体の前記一端には、前記軸体を一の方向へ回転するよう付勢するための付勢手段が接続されて、該付勢手段によって、残存部切り離し刃がコアドリルの内側へ突出するように付勢され、
環状溝形成刃を前記所定深さまで進入させた後、残存部切り離し刃をコアドリルの周壁から内側へ突出させながらコアドリルを回転させることにより、前記残存部の略全体を円柱状のまま切り離すことができるようにしたことを特徴とする回転切削具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009155462A JP5367478B2 (ja) | 2009-06-30 | 2009-06-30 | 回転切削具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009155462A JP5367478B2 (ja) | 2009-06-30 | 2009-06-30 | 回転切削具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011011271A JP2011011271A (ja) | 2011-01-20 |
| JP5367478B2 true JP5367478B2 (ja) | 2013-12-11 |
Family
ID=43590638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009155462A Expired - Fee Related JP5367478B2 (ja) | 2009-06-30 | 2009-06-30 | 回転切削具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5367478B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107812986B (zh) * | 2017-10-31 | 2024-01-30 | 合肥凯邦电机有限公司 | 拆卸用钻头及具有其的钻床组件 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01117814U (ja) * | 1988-02-05 | 1989-08-09 |
-
2009
- 2009-06-30 JP JP2009155462A patent/JP5367478B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011011271A (ja) | 2011-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2205385B1 (en) | Drill bit and reamer | |
| JP2547198B2 (ja) | スピ−ド穴あけビツト | |
| KR101724990B1 (ko) | 조립체-타입 커터 | |
| US20130298409A1 (en) | Safety Utility Blades, Assemblies and Methods of Manufacturing | |
| FR2489191A1 (fr) | Foret perfectionne, notamment pour le forage de trous profonds | |
| US20100003094A1 (en) | Drill bit | |
| WO2009059576A3 (de) | Rotierendes schaftwerkzeug, insbesondere stufenreibahle | |
| WO2006101696A8 (en) | Saw blade with cutting depth gauge | |
| US8021085B1 (en) | Engraving tool with a very strong cutter tip to reduce breakage | |
| WO2009130821A1 (ja) | 深穴切削用スローアウェイチップ及び深穴切削用ドリルヘッド | |
| CA2974432C (en) | Systems and methods for milling saw blade tooth profiles and saw blades with milled tooth profiles | |
| JPS582776B2 (ja) | シユコウグ | |
| JP5367478B2 (ja) | 回転切削具 | |
| WO2008019097A3 (en) | An apparatus for cutting tissue | |
| JP2009255202A (ja) | 深穴切削用ドリルヘッド | |
| JP2007175830A (ja) | クリスマスカッター | |
| JP2009178787A (ja) | ドリル及びドリル用切削インサート並びに切削方法 | |
| JP7386022B2 (ja) | リーマ | |
| FR2470281A1 (fr) | Organe de fixation auto-perforant et fraises rotatives pour tailler et appointer la tige d'une vis perforante | |
| WO2011084076A1 (en) | Set of counter-cutting saw blades with respective series of teeth having cut cleaning and smoothing capability | |
| CN206253741U (zh) | 锯片 | |
| CN101386080A (zh) | 铣刀 | |
| JP3199122U (ja) | バリの発生を抑制するドリル | |
| CN223339643U (zh) | 一种修边刀 | |
| JP5635838B2 (ja) | 鋳抜き穴加工用コアドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130816 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130911 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5367478 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |