JP5371296B2 - ねじ状ドラムの研削方法 - Google Patents
ねじ状ドラムの研削方法 Download PDFInfo
- Publication number
- JP5371296B2 JP5371296B2 JP2008173406A JP2008173406A JP5371296B2 JP 5371296 B2 JP5371296 B2 JP 5371296B2 JP 2008173406 A JP2008173406 A JP 2008173406A JP 2008173406 A JP2008173406 A JP 2008173406A JP 5371296 B2 JP5371296 B2 JP 5371296B2
- Authority
- JP
- Japan
- Prior art keywords
- drum
- diameter
- grinding
- value
- threaded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims abstract description 38
- 230000002093 peripheral effect Effects 0.000 claims abstract description 9
- 238000005096 rolling process Methods 0.000 claims abstract description 8
- 239000004575 stone Substances 0.000 abstract description 4
- 244000145845 chattering Species 0.000 description 6
- 238000003754 machining Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 2
- 230000002542 deteriorative effect Effects 0.000 description 2
Images








Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Rolling Contact Bearings (AREA)
Description
特許文献1ないし3は、研削における回転数に言及しているが、加工ワークそのものの真円度精度を向上させるために、加工中に主軸回転数を変化、あるいは決定するものであり、ドラム研削面のビビリとテーパころ外径のセンタレス研削や超仕上げ加工におけるテーパころ外径の真円度との関係について言及するものではない。
この構成のねじ状ドラムの研削方法によれば、砥石回転数(砥石アンバランス)により生じるドラム研削面のビビリ(1回転当りの角数)Ud=Ng/Ndであるから、ドラム研削面のビビリにより生じるテーパころ1回転当りの振れ数Uwに相当する(dw/Dd)×(Ng/Nd)の値を整数に一致しないようにすることにより、このドラムを用いてセンタレス研削や超仕上げ加工によってテーパころの研削加工や超仕上げ加工を行う場合に、整数の角数歪が生じ難くなり、テーパころの外径の真円度が向上する。
この発明において、砥石回転数Ng、またはドラム回転数Nd、または砥石回転数Ngおよびドラム回転数Ndの両方を変更するようにしても良い。このように、砥石回転数Ngおよびドラム回転数Ndの少なくとも一方を変更することにより、(dw/Dd)×(Ng/Nd)の値を整数に一致しないようにすることができるから、設計が行い易く、また設計自由度も向上する。
通常、テーパころの中央径と小径の差は数%であるので、(dw/Dd)×(Ng/Nd)が整数±数%以内にならないようにすることで転がり点が中央径と小径の間のどの径であっても(dw/Dd)×(Ng/Nd)を整数と一致しないようにすることができる。
(dw/Dd)×(Ng/Nd)の値を、
整数と一致しない値とする。
センタレス研削や超仕上げ加工に使用されるドラムは磨耗し、再研削修理され、そして再利用されるため、ドラム径は徐々に小さくなる。そのため、テーパころ1回転当りの振れ数Uwも変化する。その変化したドラム径に応じて、ドラム回転数Nd、あるいは砥石回転数Ngを決めれば良いが、これは非常に面倒である。そこで、変化するドラム径範囲全てにおいて、テーパころ1回転当りの振れ数Uwが整数にならないようにすることにより、ワーク毎に一定のドラム回転数Nd、あるいは砥石回転数Ngを設定することができ、変化したドラム径に応じて、ドラム回転数Nd、あるいは砥石回転数Ngを決めるような煩わしい設定が不要とされる。
Ud=Ng/Nd
Uw=(π×dw)/(π×Dd/Ud)
=dw×Ud/Dd
=(dw/Dd)×(Ng/Nd)・・・・・・・・・・(1)
例えば、ドラムねじ研削における砥石回転数Ngを1740min−1、ドラム径Ddを290mm、テーパころ径dwを16mm、ねじ研削ドラムの回転数Ndを32min−1とした場合、砥石回転数(砥石アンバランス)により生じるドラム研削面のビビリ(1回転当りの角数)Udにより生じるテーパころ1回転当りの振れ数Uwは、
Uw=(π×dw)/(π×Dd/Ud)
=dw×Ud/Dd
=(dw/Dd)×(Ng/Nd)
=(16/290)×(1740/32)=3.0
となり、この場合、テーパころの外径に3角歪を生じさせ、真円度を悪化させる。そこで、ねじ研削ドラムの回転数Ndを30min−1とすると、
Uw=(dw/Dd)×(Ng/Nd)
=(16/290)×(1740/30)=3.3
となり、Uwが整数とならず、テーパころの外径に角数歪を生じさせない。
Uw=(dw/Dd)×(Ng/Nd)
=(16/290)×(1900/32)=3.3
となり、同様にUwが整数とならず、テーパころの外径に角数歪を生じさせない。
なお、ドラムねじ研削では、粗研削と精研削が実施されるが、上記の考え方は最終精度が決まる精研削のみで問題がない。
なお、用いられるドラムねじ研削条件において、センタレス研削用ドラムの場合はUwが9角以上にならないため、問題となる角数を3、5、7角とし、超仕上げ用ドラムの場合はUwが12角以上にならないため、問題となる角数を2、5、6、8、9角とした。しかし、それ以上の角数が問題となるドラムねじ研削条件の場合は、その角数も避けるようにする必要がある。
Uw=(16/〔295〜280〕)×(1740/32)=2.9〜3.1
となり、Uwが3.0に一致するドラム径Ddが存在し、テーパころの外径に3角歪を生じさせ、真円度を悪化させるが、ねじ研削ドラム回転数Ndを29min−1とすることにより、
Uw=(dw/Dd)×(Ng/Nd)
=(16/〔295〜280〕)×(1740/29)=3.3〜3.4
となり、ドラム回転数Ndを一定にしても、ドラム径Ddの使用範囲においてUwが整数とならず、テーパころの外径の角数歪を生じさせ難くすることができる。
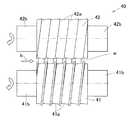
31,41,42…ねじ状ドラム
31a,41a,42a…案内ねじ面
53…砥石
Claims (8)
- 螺旋状に続く円すい面状の案内ねじ面を外周に有し、テーパころの外周面の加工時にテーパころを前記案内ねじ面に転接させて案内するねじ状ドラムにつき、このねじ状ドラムを回転させながら前記案内ねじ面を砥石で研削する方法であって、
上記砥石の回転数である砥石回転数をNg、前記ねじ状ドラムと前記テーパころが転がり接触する前記ねじ状ドラムの前記案内ねじ面における基準ドラム径をDd、前記テーパころの基準テーパころ径をdwとしたとき、
前記ねじ状ドラムの毎分の回転数であるドラム回転数Ndより計算される、
(dw/Dd)×(Ng/Nd)の値を、
整数と一致しない値とすることを特徴とする、
ねじ状ドラムの研削方法。 - 請求項1において、基準テーパころ径dwを中央径、基準ドラム径Ddをテーパころ中央部が前記案内ねじ面に接する位置のドラム径とした、
または、基準テーパころ径dwを中央径と小径の間の径dwx、基準ドラム径Ddをテーパころ中央径と小径の間の径dwxが前記案内ねじ面に接する位置のドラム径としたことを特徴とするねじ状ドラムの研削方法。 - 請求項1または請求項2において、砥石回転数Ng、またはドラム回転数Nd、または砥石回転数Ngおよびドラム回転数Ndの両方を変更することを特徴とするねじ状ドラムの研削方法。
- 請求項1ないし請求項3のいずれか1項において、前記ねじ状ドラムの前記案内ねじ面の研削を行う過程が、粗研削過程と精研削過程とを含み、
精研削過程時に、前記(dw/Dd)×(Ng/Nd)の値を整数と一致しない値とすることを特徴とするねじ状ドラムの研削方法。 - 請求項1ないし請求項4のいずれか1項において、前記テーパころの外径面の加工がセンタレス加工であり、前記(dw/Dd)×(Ng/Nd)の値を整数と一致しない値とする構成に代えて、
前記(dw/Dd)×(Ng/Nd)の値を、整数1、3、5、7の内のいずれの整数とも一致しない値とすることを特徴とするねじ状ドラムの研削方法。 - 請求項1ないし請求項4のいずれか1項において、前記テーパころの外径面の加工が超仕上げ加工であり、前記(dw/Dd)×(Ng/Nd)の値を整数と一致しない値とする構成に代えて、
前記(dw/Dd)×(Ng/Nd)の値を、整数1、2、5、6、8、9の内のいずれの整数とも一致しない値とすることを特徴とするねじ状ドラムの研削方法。 - 請求項1ないし請求項6のいずれか1項において、前記ねじ状ドラムが使用されて前記案内ねじ面の摩耗により前記ドラム径が変化することを想定した設定範囲であるドラム使用径全範囲について、
(dw/Dd)×(Ng/Nd)の値を、
整数と一致しない値とすることを特徴とするねじ状ドラムの研削方法。 - 請求項1ないし請求項7のいずれか1項において、同一のドラムを前記外周面の加工に用いるテーパころが、複数型番のものであることを特徴とするねじ状ドラムの研削方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008173406A JP5371296B2 (ja) | 2008-07-02 | 2008-07-02 | ねじ状ドラムの研削方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008173406A JP5371296B2 (ja) | 2008-07-02 | 2008-07-02 | ねじ状ドラムの研削方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012543A JP2010012543A (ja) | 2010-01-21 |
| JP5371296B2 true JP5371296B2 (ja) | 2013-12-18 |
Family
ID=41699159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008173406A Expired - Fee Related JP5371296B2 (ja) | 2008-07-02 | 2008-07-02 | ねじ状ドラムの研削方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5371296B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010010758B4 (de) * | 2010-03-09 | 2014-03-06 | Erwin Junker Grinding Technology A.S. | Spitzenlose Rundschleifmaschine zum Schleifen von stangenförmigen Werkstücken und Verfahren zum spitzenlosen Rundschleifen von stangenförmigen Werkstücken |
| CN103465149B (zh) * | 2013-05-16 | 2015-09-09 | 河南科技大学 | 小端抬高贯穿式圆锥滚子凸度超精研方法 |
| DE112016004477T5 (de) * | 2015-10-02 | 2018-06-14 | Hitachi Automotive Systems, Ltd. | Methode zum Herstellen einer Gewindewelle für eine Servolenkungs-Vorrichtung, und eine Servolenkungs-Vorrichtung |
| CN105798712B (zh) * | 2016-05-24 | 2018-02-16 | 洛阳宜华滚动体有限公司 | 一种加工圆锥滚子的软磨工艺及设备 |
| CN110814882B (zh) * | 2019-11-12 | 2025-01-24 | 河南科技大学 | 一种圆锥滚子超精研用导辊的磨削方法及磨床 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH042467A (ja) * | 1990-04-19 | 1992-01-07 | Seiko Seiki Co Ltd | 研削盤におけるワークの回転数検出装置および研削盤 |
| JPH04256573A (ja) * | 1991-02-01 | 1992-09-11 | Nippon Seiko Kk | 研削盤 |
| JP2782294B2 (ja) * | 1991-12-25 | 1998-07-30 | オークマ株式会社 | 研削加工方法 |
| JP3871015B2 (ja) * | 2000-02-14 | 2007-01-24 | 日本精工株式会社 | 円すいころの研削方法 |
| JP2007054896A (ja) * | 2005-08-22 | 2007-03-08 | Toyo Advanced Technologies Co Ltd | 研削方法及び研削装置 |
-
2008
- 2008-07-02 JP JP2008173406A patent/JP5371296B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010012543A (ja) | 2010-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5602552B2 (ja) | 加工装置 | |
| JP5371296B2 (ja) | ねじ状ドラムの研削方法 | |
| EP2097219B1 (en) | Grinding surfaces of workpieces | |
| JP2003021145A (ja) | ころ軸受 | |
| CN101704204A (zh) | 球面滚子无心贯穿式超精研方法 | |
| JP2010280018A5 (ja) | ||
| JP2009024708A (ja) | 転がり軸受用軌道輪の製造方法 | |
| JP6517105B2 (ja) | ころ軸受転走面の超仕上げ加工方法 | |
| JP5328198B2 (ja) | 軸方向断面の表面形状が複雑なリング状製品のリングローリング方法 | |
| JP2011110684A (ja) | 外周研削加工治具 | |
| RU2415004C1 (ru) | Способ бесцентрового шлифования шариков | |
| RU2401189C2 (ru) | Устройство для одновременного шлифования фасок по дуге окружности на цилиндрическом ролике роликового подшипника | |
| CN105593544B (zh) | 圆锥滚子的制造方法以及圆锥滚子轴承 | |
| Zhao et al. | High precision and consistent machining of cylindrical rollers using ceramic lapping plates with both-sides machining method | |
| CN116587086A (zh) | 一种轴承表面磨加工波纹度控制方法 | |
| JP2009024859A (ja) | 転がり軸受用軌道輪の製造方法 | |
| JP2008287152A (ja) | 導電性ローラ | |
| CN110814882B (zh) | 一种圆锥滚子超精研用导辊的磨削方法及磨床 | |
| JP2022143596A (ja) | 圧延ロールの研磨方法および研磨装置 | |
| KR20060061852A (ko) | 자동 조심 구름 베어링 및 그 가공 방법 | |
| JP5085941B2 (ja) | 円筒研削盤および円筒研削盤による外面研削方法 | |
| CN101489723B (zh) | 曲轴加工工具的测试设备 | |
| JP2015020222A (ja) | 研削盤およびツルーイング方法 | |
| JP6560947B2 (ja) | ボールねじ軸の製造方法 | |
| JP2015102191A (ja) | ころおよびころのセンタレス研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130917 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |