JP5412829B2 - 鋼板の形状矯正装置 - Google Patents
鋼板の形状矯正装置 Download PDFInfo
- Publication number
- JP5412829B2 JP5412829B2 JP2008335469A JP2008335469A JP5412829B2 JP 5412829 B2 JP5412829 B2 JP 5412829B2 JP 2008335469 A JP2008335469 A JP 2008335469A JP 2008335469 A JP2008335469 A JP 2008335469A JP 5412829 B2 JP5412829 B2 JP 5412829B2
- Authority
- JP
- Japan
- Prior art keywords
- steel plate
- shape
- steel sheet
- laser beam
- data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
Description
本発明は、上記のような問題点に着目してなされたものであり、構成が簡潔で、静止した鋼板でも容易に且つ正確に形状を計測し、その計測結果に基づいて鋼板の形状を矯正することが可能な鋼板の形状矯正装置を提供することを目的とするものである。
また、本発明の鋼板の形状矯正装置は、前記鋼板形状計測装置は、鋼板の諸元及び搬送ラインによる鋼板の搬送状態から、レーザ光の偏光走査範囲を設定することを特徴とするものである。
また、本発明の鋼板の形状計測装置によれば、鋼板の諸元及び搬送ラインによる鋼板の搬送状態から、レーザ光の偏光走査範囲を設定することにより、鋼板以外の部分へのレーザ光の照射を低減して、静止した鋼板の形状をより一層容易且つ正確に計測することができる。
図1は、本実施形態の鋼板の形状矯正装置の概略全体図である。図中の符号1は、鋼板Sの形状を矯正するプレス機であり、プレス機1の入側には入側ベッド3、プレス機1の出側には出側ベッド4が配設されている。ベッド3,4は、何れも鋼板Sを搬送するための多数のローラが配設されており、このローラの回転状態を制御することで鋼板Sの搬送状態を制御することができる。即ち、これらのベッド3,4が鋼板Sの搬送ラインを構成する。また、特に入側ベッド3には、例えばローラの回転状態から鋼板Sの搬送状態を検出するトラッキング装置7,8が設けられている。このトラッキング装置7,8は、例えばローラの回転量及びローラの径から鋼板Sの搬送量を算出するなどして、鋼板Sがどの位置にあるかを検出することができる。
次に、前記形状計測装置5内のコンピュータシステムで行われる鋼板Sの形状計測のための演算処理について、図3のフローチャートを用いて説明する。この演算処理は、例えば鋼板の形状計測開始指令と同時に行われ、まずステップS1で、鋼板Sを含む所定領域を対象物とし、この対象物にレーザ光を偏光・走査して、検出点の距離情報を読込む、所謂スキャニングを行う。このとき、鋼板Sの長さ、幅、厚さなどの諸元、及びトラッキング装置7,8による鋼板の位置情報(搬送状態)から、レーザ光の偏光・走査範囲を所定領域として設定し、その偏光・走査範囲内にのみレーザ光を照射することで、スキャニングの範囲を限定し、処理時間の短縮化、データ量の低減化を図り、もって鋼板形状の計測の容易化、正確化を達成する。
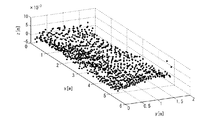
次にステップS3に移行して、抽出された鋼板の距離データを、例えば鋼板の長手方向をx軸、幅方向をy軸、高さ方向をz軸とする座標系に、角度変換を伴って補正する。
次にステップS5に移行して、データ検出点の密度が均一化するように、検出点の間引き処理を行う。
次にステップS6に移行して、鋼板表面の形状を、或る曲面とみなし、検出点のデータが、その曲面を満たすように回帰曲面解析を演算処理する。
次に、前記図3の演算処理の作用について、検出されたデータを用いながら、詳細に説明する。図4aは、前記図3の演算処理のステップS1で得られた所定領域(対象物)の距離データを明るさで表したものである。このうち、図の左右方向中央部やや右寄りに白く連続して見えているのが鋼板の距離データである。この距離データは、図から分かるように、図の上方ほど(或いは左右ほど)遠い。そこで、前記図3の演算処理のステップS2では、この連続して変化する距離データを鋼板の距離データとして抽出する。

回帰曲面の未知パラメータは、情報量基準の評価関数より求めた。情報量基準を極小化するパラメータ数が、最適なパラメータ数となる。情報量基準は、種々存在するが、最も単純な物として、赤池情報量基準が知られている。赤池情報量基準の評価関数は、下記19式で与えられる。
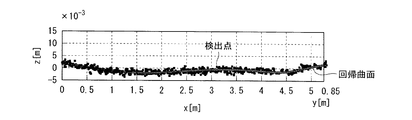
そして、前記図3の演算処理のステップS7では、この解析された回帰曲面を用いて、実際の鋼板の形状を評価すべく同定する。図11は、鋼板の幅方向中央部の幅±50mmの範囲の検出点のz軸方向の高さ分布と、解析された回帰曲面のz軸方向の高さ分布を重ね合わせものである。同図より明らかなように、本実施形態では、鋼板の高さ方向の分布について、最適な回帰曲面を得ることができる。また、図12は、x軸方向、y軸方向共に40分割し、高さ分布をプロットしたものである。同図より、回帰曲面を解析することで、検出点の位置に関わらず、回帰曲面から任意の位置の高さ情報を取出すことも可能となる。
ステップS13では、前記ステップS11で求めた歪み量を2階微分することで鋼板Sの曲率を算出する。
この演算処理によれば、前記図3の演算処理で求めた回帰曲面を用いて、鋼板Sの歪みを求め、この歪みが加圧矯正されるように、加圧矯正する位置を次々と変えながら、鋼板全体の歪みを加圧矯正することができる。
なお、前記実施形態では、一枚の鋼板の形状を計測したが、例えば複数枚の鋼板を幅方向に並べ、それらの鋼板の形状を同時に計測することも可能である。そして、その場合、鋼板の幅方向の形状計測長さが長くなり、例えば前記実施形態の場合では、回転台の回転方向の計測点の密度の差が大きくなるので、この方向にも、前述した原理を用いて検出点の間引き処理を行えばよい。
2 加圧ラム
3 入側ベッド
4 出側ベッド
5 形状計測装置
6 制御装置
7,8 トラッキング装置
11 レーザ光源
12 回転台
13 ガルバノミラー
Claims (2)
- 加圧ラムを備えたプレス機と、前記プレス機の入出側に設けられ且つ鋼板を搬送する搬送ラインと、前記搬送ラインで搬送される鋼板の位置を検出する位置検出装置と、一つのレーザ光源からのレーザ光を偏光し、偏光されたレーザ光を走査して、前記搬送ライン上に静止した鋼板上の所定の検出点群を測定し、それらの検出群データからの鋼板の形状を計測する鋼板形状計測装置と、前記鋼板形状計測装置で計測された鋼板の形状計測結果及び前記位置検出装置で検出された鋼板の位置情報に基づいて、前記プレス機及び搬送ラインを制御する制御装置とを備え、前記鋼板形状計測装置は、レーザ光を静止した鋼板上の長手方向及び幅方向に偏光・走査するレーザ光照射手段と、レーザ光照射手段から偏光走査されたレーザ光を受光して、静止した鋼板上の所定の検出点群について鋼板の長手方向、幅方向、及び高さ方向のデータを抽出するデータ抽出手段と、抽出された鋼板上の検出点群の点密度を均一化するためにレーザ光照射手段と検出点との距離に応じた間引き量で間引き処理を行う間引き処理手段と、間引き処理された鋼板上の検出点群データから回帰曲面を解析する演算処理手段と、解析された回帰曲面から鋼板の形状を計測する形状計測手段とを備えたことを特徴とする鋼板の形状矯正装置。
- 前記鋼板形状計測装置は、鋼板の諸元及び搬送ラインによる鋼板の搬送状態から、レーザ光の偏光走査範囲を設定することを特徴とする請求項1に記載の鋼板の形状矯正装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008335469A JP5412829B2 (ja) | 2008-12-27 | 2008-12-27 | 鋼板の形状矯正装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008335469A JP5412829B2 (ja) | 2008-12-27 | 2008-12-27 | 鋼板の形状矯正装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010155272A JP2010155272A (ja) | 2010-07-15 |
| JP5412829B2 true JP5412829B2 (ja) | 2014-02-12 |
Family
ID=42573568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008335469A Active JP5412829B2 (ja) | 2008-12-27 | 2008-12-27 | 鋼板の形状矯正装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5412829B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104438464A (zh) * | 2014-09-30 | 2015-03-25 | 巢湖广丰金属制品有限公司 | 一种带钢表面形变整形自动控制系统和方法 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5245817B2 (ja) * | 2008-12-27 | 2013-07-24 | Jfeスチール株式会社 | 鋼板の形状計測方法及び形状計測装置 |
| JP5540977B2 (ja) * | 2010-08-05 | 2014-07-02 | Jfeスチール株式会社 | 平面形状の測定方法 |
| JP6086099B2 (ja) * | 2014-07-10 | 2017-03-01 | Jfeスチール株式会社 | 表面形状測定装置及びその方法 |
| CN104384120A (zh) * | 2014-09-30 | 2015-03-04 | 巢湖广丰金属制品有限公司 | 一种带钢去氧化层自动控制系统和方法 |
| CN104368602B (zh) * | 2014-09-30 | 2017-04-19 | 巢湖广丰金属制品有限公司 | 一种带钢表面缺陷整形自动控制方法 |
| CN104289520B (zh) * | 2014-09-30 | 2017-05-03 | 巢湖广丰金属制品有限公司 | 一种带钢表面形变整形设备 |
| JP5962820B2 (ja) * | 2015-06-11 | 2016-08-03 | 日本軽金属株式会社 | 液冷ジャケットの製造方法 |
| JP6376081B2 (ja) * | 2015-08-31 | 2018-08-22 | Jfeスチール株式会社 | 被検体の形状算出方法、鋼板のプレス矯正方法および鋼板の製造方法 |
| JP6531752B2 (ja) * | 2016-12-14 | 2019-06-19 | Jfeスチール株式会社 | 形状評価方法、鋼板形状矯正方法、及び鋼板製造方法 |
| KR102233196B1 (ko) | 2017-01-31 | 2021-03-26 | 제이에프이 스틸 가부시키가이샤 | 강재 형상 계측 장치 및 강재 형상 교정 장치 |
| JP6645526B2 (ja) * | 2017-02-24 | 2020-02-14 | Jfeスチール株式会社 | 鋼板形状計測装置および鋼板形状矯正装置 |
| JP6597696B2 (ja) * | 2017-03-29 | 2019-10-30 | Jfeスチール株式会社 | 鋼板形状計測装置及び鋼板形状矯正装置 |
| JP7036093B2 (ja) * | 2019-07-22 | 2022-03-15 | Jfeスチール株式会社 | 形状測定装置、形状測定方法、鋼板の形状矯正装置、鋼板の形状矯正方法、鋼板の製造装置、及び鋼板の製造方法 |
| CN115415359B (zh) * | 2022-08-01 | 2025-09-05 | 邯郸钢铁集团有限责任公司 | 一种挽救厚度20mm以下低合金瓢曲钢板的方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2506249B2 (ja) * | 1991-12-06 | 1996-06-12 | 吉川工業株式会社 | 矯正装置 |
| JP2813528B2 (ja) * | 1993-08-16 | 1998-10-22 | 新日本製鐵株式会社 | 鋼板矯正装置 |
| JP2000161922A (ja) * | 1998-09-22 | 2000-06-16 | Olympus Optical Co Ltd | 高さ測定装置 |
| JP4535811B2 (ja) * | 2004-09-06 | 2010-09-01 | 株式会社山武 | データ処理方法及びプログラム |
-
2008
- 2008-12-27 JP JP2008335469A patent/JP5412829B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104438464A (zh) * | 2014-09-30 | 2015-03-25 | 巢湖广丰金属制品有限公司 | 一种带钢表面形变整形自动控制系统和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010155272A (ja) | 2010-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5412829B2 (ja) | 鋼板の形状矯正装置 | |
| JP5245817B2 (ja) | 鋼板の形状計測方法及び形状計測装置 | |
| JP6003583B2 (ja) | 形状評価方法、鋼板形状矯正方法、及び鋼板製造方法 | |
| JP6624121B2 (ja) | 鋼板形状矯正装置 | |
| JP4995178B2 (ja) | 鋼板採取可否判断方法 | |
| CN103658197B (zh) | 条钢件的形状检查装置及条钢件的形状检查方法 | |
| JP5983311B2 (ja) | 鋼板形状矯正方法 | |
| TW201632870A (zh) | 光學膜之檢查系統及方法、以及光學膜之品質管理裝置及方法 | |
| JP6040215B2 (ja) | 検査方法 | |
| KR102231141B1 (ko) | 후판 압연판의 외관 검사 시스템과, 이를 이용한 후판 압연판의 외관 검사방법 | |
| JP5626002B2 (ja) | クロップシャーの駆動制御方法 | |
| JP6064871B2 (ja) | 板厚測定方法 | |
| JP5294891B2 (ja) | 凹凸文字抽出のための画像処理方法 | |
| US10619995B2 (en) | Dimension measuring device and method | |
| CN115574725B (zh) | 一种基于线结构光的钢板尺寸测量方法及系统 | |
| KR20200008794A (ko) | 봉강의 표면 결함 분석 장치 및 방법 | |
| KR101110848B1 (ko) | Lvs를 이용한 개선 부재 최외각점 위치 측정 방법 및 장치 | |
| JP7634343B2 (ja) | 検査方法、検査装置および圧延装置の制御方法 | |
| JP7171535B2 (ja) | 表面形状測定装置 | |
| CN115435713A (zh) | 一种扩管直度激光测量系统及测量方法 | |
| JP2022027454A (ja) | 鋼板の矯正位置算出方法及び鋼板の製造方法 | |
| JP6222181B2 (ja) | 厚鋼板の圧延方法および装置 | |
| CN119048583B (zh) | 一种基于三维成像的钢板毛坯实时定位智能输送系统 | |
| Chian et al. | Determination of tool nose radii of cutting inserts using machine vision | |
| JP7552642B2 (ja) | 金属材料曲がり量測定方法、及び、金属材料曲がり量測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5412829 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |