JP5565183B2 - フィルムの製造方法 - Google Patents
フィルムの製造方法 Download PDFInfo
- Publication number
- JP5565183B2 JP5565183B2 JP2010177107A JP2010177107A JP5565183B2 JP 5565183 B2 JP5565183 B2 JP 5565183B2 JP 2010177107 A JP2010177107 A JP 2010177107A JP 2010177107 A JP2010177107 A JP 2010177107A JP 5565183 B2 JP5565183 B2 JP 5565183B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- control command
- block
- die
- time
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
- B29C48/313—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections by positioning the die lips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92561—Time, e.g. start, termination, duration or interruption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
(1)ポリアミック酸溶液、またはポリアミック酸溶液に必要に応じてイミド化触媒、有機リン含有化合物、無機微粒子などを選択して加えたポリアミック酸溶液組成物をフィルム状に支持体上に流延し、加熱乾燥して自己支持性フィルムを得た後、熱的に脱水環化、脱溶媒させてポリイミドフィルムを得る方法、および
(2)ポリアミック酸溶液に環化触媒及び脱水剤を加え、さらに必要に応じて無機微粒子などを選択して加えたポリアミック酸溶液組成物をフィルム状に支持体上に流延し、化学的に脱水環化させて、必要に応じて加熱乾燥して自己支持性フィルムを得た後、これを加熱脱溶媒、イミド化することによりポリイミドフィルムを得る方法
が知られている。
Tダイの幅方向を、m個の微調節可能なブロックに区分したとき、
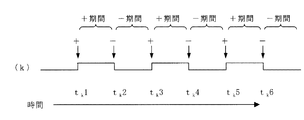
任意のブロック(k)に対して、リップ間隔をΔTだけ広げる+制御指令と、ΔTだけ狭くする−制御指令とを、所定の期間を持って交互に出す制御を行い、
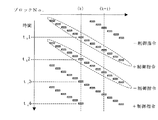
前記任意のブロック(k)に隣接するブロック(k+1)に対して、所定の期間の遅れをもって、前記任意のブロック(k)と同一の動作を行うように制御を行うこと
(但し、mおよびkは正の整数であり、1≦k<mを満たす。)
を特徴とするフィルム製造方法。
Tダイの幅方向を、m個の微調節可能なブロックに区分したとき、
前記のm個のブロックの中の特定の一つのブロック(k0)に対して、リップ間隔をΔTだけ広げる+制御指令と、ΔTだけ狭くする−制御指令とを、所定の期間を持って交互に出す制御を行い、
k0より番号の大きいブロック(k0+i)では、隣接するブロック(k0+i−1)より、所定の時間だけ遅れて、ブロック(k0)と同一の動作を行い、
k0より番号の小さいブロック(k0−j)では、隣接するブロック(k0−j+1)より、所定の時間だけ遅れて、ブロック(k0)と同一の動作を行うこと
(但し、k0、i、jは正の整数であり、mは上記1で定義されたとおりであり、各パラメータは次の関係:
1<k0<m
1≦(k0−j)< k0 <(k0+i)≦m
を満たす。)
を特徴とするフィルム製造方法。
前記フィルム原料がポリイミド前駆体溶液であり、
前記Tダイより前記ポリイミド前駆体溶液を、支持体上にキャストする工程を有することを特徴とする上記1〜7のいずれか1項に記載のフィルム製造方法。
Δt(k+1)−k =t(k+1)1−tk1=t(k+1)2−tk2=・・・=t(k+1)6−tk6=・・・
である。
1≦(k0−j)< k0 <(k0+i)≦m
即ち、第2の実施形態では、k0より番号の大きいブロック(k0+i)では、第1の実施形態と同じ動作を行い、k0より番号の小さいブロック(k0−j)では、図5〜7において、左右を反転させたチャート、即ち、ブロック番号が大きい方から小さい方へ、+制御指令および−制御指令が波のように伝播する図となる。
m/5 ≦ k0 ≦ 4m/5
を満たすように、好ましくは式:
m/4 ≦ k0 ≦ 3m/4
を満たすように、より好ましくは式:
m/3 ≦ k0 ≦ 2m/3
を満たすように設定する。
本発明は、種々のフィルムの製造に適用が可能であり、溶融押出成形に適用することもできるが、溶液キャスト法による製造方法に適用することがより好ましい。これは、リップ間隔をΔTの範囲で変動させても、Tダイより押し出されるフィルム原料が溶媒を含む場合には、溶媒が蒸発して厚みが減少するだけ、許容厚みに対する影響が小さいからである。
(1)ポリアミック酸溶液、またはポリアミック酸溶液に必要に応じてイミド化触媒、有機リン含有化合物、無機微粒子などを選択して加えたポリアミック酸溶液組成物をフィルム状に支持体上に流延し、加熱乾燥して自己支持性フィルムを得た後、熱的に脱水環化、脱溶媒させてポリイミドフィルムを得る方法、
(2)ポリアミック酸溶液に環化触媒及び脱水剤を加え、さらに必要に応じて無機微粒子などを選択して加えたポリアミック酸溶液組成物をフィルム状に支持体上に流延し、化学的に脱水環化させて、必要に応じて加熱乾燥して自己支持性フィルムを得た後、これを加熱脱溶媒、イミド化することによりポリイミドフィルムを得る方法
が挙げられる。
ポリイミド前駆体溶液を支持体上にキャストし、自己支持性フィルムとする第1工程を最初に説明する。
第2工程(キュア工程)においては、第1工程で製造した自己支持性フィルムを、加熱処理(熱キュア)して目的のポリイミドフィルムとする。このとき、必要に応じてフィルムを延伸してもよい。
重合槽に所定量のN,N−ジメチルアセトアミドを加え、次いで3,3’,4,4’−ビフェニルテトラカルボン二無水物、次いでパラフェニレンジアミンを加え、30℃で10時間重合反応させて、ポリマーの対数粘度(測定温度:30℃、濃度:0.5g/100ml溶媒、溶媒:N,N−ジメチルアセトアミド)が1.60、ポリマー濃度が18質量%であるポリイミド前駆体溶液を得た。このポリイミド前駆体溶液に、ポリイミド前駆体100質量部に対して0.1質量部の割合でモノステアリルリン酸エステルトリエタノールアミン塩および0.5質量部の割合で平均粒径0.08μmのコロイダルシリカを添加し、均一に混合してポリイミド前駆体溶液組成物を得た。このポリイミド前駆体溶液組成物の回転粘度は3000ポイズであった。
ポリイミド前駆体溶液組成物をTダイからキャストするとき、リップの間隙幅の制御は、リップ間隔の周期的な変動を行わずに、プロファイルによる自動制御のみで、ポリイミドフィルムを製造した。
幅方向のフィルムの厚みの均一性は、実施例、比較例で製造した3000m巻きの製品ロールのロール硬度の幅方向プロファイルを求めた。ロール硬度は、TAPIO社製「Roll Quality Profiler」を用いて測定した。この測定では、巻取りが固い程、硬度の値が大きく、巻取りがゆるい程、硬度の値が小さく現れる。幅方向で最大の硬度と最小の硬度の差から、厚みムラの大きさを評価した。

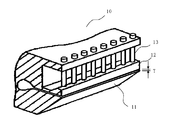
12 上リップ
11 下リップ
13 ボルト
20 押し出されたフィルム
Claims (8)
- リップ間隔を調整可能なTダイよりフィルム原料を連続的に押し出す工程を少なくとも1工程として有するフィルム製造方法であって、
Tダイの幅方向を、m個の微調節可能なブロックに区分したとき、
任意のブロック(k)に対して、リップ間隔をΔTだけ広げる+制御指令と、ΔTだけ狭くする−制御指令とを、所定の期間を持って交互に出す制御を行い、
前記任意のブロック(k)に隣接するブロック(k+1)に対して、所定の期間の遅れをもって、前記任意のブロック(k)と同一の動作を行うように制御を行うこと
(但し、mおよびkは正の整数であり、1≦k<mを満たし、且つ隣接するブロック間での所定の期間の遅れは、+制御指令と次の−制御指令までの時間および−制御指令と次の+制御指令までの時間より短い。)
を特徴とするフィルム製造方法。 - リップ間隔を調整可能なTダイよりフィルム原料を連続的に押し出す工程を少なくとも1工程として有するフィルム製造方法であって、
Tダイの幅方向を、m個の微調節可能なブロックに区分したとき、
前記のm個のブロックの中の特定の一つのブロック(k0)に対して、リップ間隔をΔTだけ広げる+制御指令と、ΔTだけ狭くする−制御指令とを、所定の期間を持って交互に出す制御を行い、
k0より番号の大きいブロック(k0+i)では、隣接するブロック(k0+i−1)より、所定の時間だけ遅れて、ブロック(k0)と同一の動作を行い、
k0より番号の小さいブロック(k0−j)では、隣接するブロック(k0−j+1)より、所定の時間だけ遅れて、ブロック(k0)と同一の動作を行うこと
(但し、k0、i、jは正の整数であり、mは請求項1で定義されたとおりであり、各パラメータは次の関係:
1<k0<m
1≦(k0−j)< k0 <(k0+i)≦m
を満たす。)
を特徴とするフィルム製造方法。 - 隣接するブロック間での所定の期間の遅れが、+制御指令と次の−制御指令までの時間および−制御指令と次の+制御指令までの時間より短いことを特徴とする請求項2に記載のフィルム製造方法。
- 隣接するブロック間での所定の期間の遅れが、+制御指令と次の−制御指令までの時間および−制御指令と次の+制御指令までの時間の1/2以下であることを特徴とする請求項1または3に記載のフィルム製造方法。
- 前記リップ間隔を調整可能なTダイは、フィルム幅方向の膜厚プロファイル測定値を利用してTダイの押出しリップの間隙幅を自動調節するプロファイル自動制御機能を有するTダイであることを特徴とする請求項1〜4のいずれか1項に記載のフィルム製造方法。
- +制御指令と次の−制御指令までの時間が等しく、かつ周期的であることを特徴とする請求項1〜5のいずれか1項に記載のフィルム製造方法。
- 前記フィルム原料が溶媒を含む溶液であって、前記Tダイより押し出された溶液フィルムから前記溶媒の少なくとも一部が蒸発除去されることを特徴とする請求項1〜6のいずれか1項に記載のフィルム製造方法。
- 製造されるフィルムが、ポリイミドフィルムであり、
前記フィルム原料がポリイミド前駆体溶液であり、
前記Tダイより前記ポリイミド前駆体溶液を、支持体上にキャストする工程を有することを特徴とする請求項1〜7のいずれか1項に記載のフィルム製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010177107A JP5565183B2 (ja) | 2010-08-06 | 2010-08-06 | フィルムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010177107A JP5565183B2 (ja) | 2010-08-06 | 2010-08-06 | フィルムの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012035491A JP2012035491A (ja) | 2012-02-23 |
| JP5565183B2 true JP5565183B2 (ja) | 2014-08-06 |
Family
ID=45848038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010177107A Expired - Fee Related JP5565183B2 (ja) | 2010-08-06 | 2010-08-06 | フィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5565183B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112014021103A2 (ja) | 2012-02-21 | 2019-10-15 | Toray Industries, Inc | The medical treatment and/or the medicine constituent for prevention of cancer |
| JP2026010828A (ja) * | 2024-07-10 | 2026-01-23 | 住友重機械モダン株式会社 | 押出成膜装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2822087B2 (ja) * | 1990-03-26 | 1998-11-05 | 東芝機械株式会社 | 押出成形フィルムの巻こぶ巻ずれ防止方法 |
| JP4660152B2 (ja) * | 2004-10-08 | 2011-03-30 | 株式会社カネカ | ポリイミド系化合物フィルムの製造方法 |
-
2010
- 2010-08-06 JP JP2010177107A patent/JP5565183B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012035491A (ja) | 2012-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5613300B2 (ja) | 新規なポリイミドフィルム並びにそれを用いて得られる接着フィルム、フレキシブル金属張積層板 | |
| US9276139B2 (en) | Polyimide film production method, polyimide film production apparatus, and polyimide film | |
| TWI673321B (zh) | 聚醯亞胺膜 | |
| US20130011651A1 (en) | Polyimide film, and process for producing polyimide film | |
| KR20130111951A (ko) | 폴리이미드 필름의 제조 방법, 폴리이미드 필름, 및 그 폴리이미드 필름을 사용하여 제조한 적층체 | |
| US8338560B2 (en) | Polyimide film and use thereof | |
| KR20150011323A (ko) | 폴리이미드 필름 | |
| JP2006306973A (ja) | 新規なポリイミドフィルム並びにそれを用いて得られる接着フィルム、フレキシブル金属張積層板 | |
| US7871698B2 (en) | Adhesive film, flexible metal-clad laminate, and processes for producing these | |
| JP5069846B2 (ja) | 新規なポリイミドフィルム並びにそれを用いて得られる接着フィルム、フレキシブル金属張積層板 | |
| JP5565183B2 (ja) | フィルムの製造方法 | |
| TWI741030B (zh) | 聚醯亞胺膜 | |
| JP2015160878A (ja) | ポリイミドフィルム及びその製造方法 | |
| JP5621297B2 (ja) | ポリイミドフィルムのカール制御方法、およびポリイミドフィルムの製造方法 | |
| JP2013249480A (ja) | 接着フィルムの製造方法およびフレキシブル金属張積層板の製造方法 | |
| JP2014043511A (ja) | ポリイミドフィルム及びその製造方法 | |
| JP4951513B2 (ja) | フレキシブル金属張積層板 | |
| JP6603021B2 (ja) | ポリイミドフィルム | |
| JP2006044254A (ja) | 分子の配向が制御された合成樹脂フィルムの製造方法、およびその利用 | |
| JP2006321981A (ja) | 接着シート、金属積層シートおよびプリント配線板 | |
| WO2025177852A1 (ja) | ポリイミドフィルムの製造方法 | |
| JP5758457B2 (ja) | 接着フィルムの製造方法およびフレキシブル金属張積層板の製造方法 | |
| JP2006321983A (ja) | 接着シート、金属積層シートおよびプリント配線板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130517 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140311 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140520 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140602 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5565183 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |