JP5575196B2 - 材料切断システム、保持具及び材料切断方法 - Google Patents
材料切断システム、保持具及び材料切断方法 Download PDFInfo
- Publication number
- JP5575196B2 JP5575196B2 JP2012184924A JP2012184924A JP5575196B2 JP 5575196 B2 JP5575196 B2 JP 5575196B2 JP 2012184924 A JP2012184924 A JP 2012184924A JP 2012184924 A JP2012184924 A JP 2012184924A JP 5575196 B2 JP5575196 B2 JP 5575196B2
- Authority
- JP
- Japan
- Prior art keywords
- unit
- cutting
- arm
- robot arm
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Landscapes
- Jigs For Machine Tools (AREA)
- Details Of Cutting Devices (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Food-Manufacturing Devices (AREA)
Description
例えば、特許文献1には、ノズル孔から高圧水ビームを噴射して固形食品を切断する装置が開示されている。
特許文献1に記載された技術では、所定間隔でノズル孔を配列したノズル杵を、ノズル孔の配列方向と材料の進行方向とを小角度(例えば7度)ずらして設置し、ノズル孔の配列間隔より狭い幅で材料を切断することとしている。
例えば、特許文献1に記載の技術では、所定の厚みで材料を切断することは可能であるものの、材料の当初の外形を一部に残しつつ、切り出された材料それぞれを目的とする重さに揃えることは困難である。
即ち、材料を切断する従来の技術においては、材料の切断加工における自由度が十分なものではなかった。
前記基台部との距離が可変で、少なくとも2種類の腕の長さを有する複数の腕部材と、
前記腕部材に対して前記基台部に近づく方向の力を加える押圧部材と、
前記腕部材の先端部に設置され、前記基台部と対向して材料を支持する支持部材と、を備える保持具と、
前記保持具を保持して移動させるロボットアーム部と、
前記ロボットアーム部によって前記保持具と共に移動される前記材料を切断する切断ユニット部と、
を備えることを特徴とする材料切断システムとした。
したがって、より自由な姿勢で材料の切断作業を行うことができるため、材料を切断する際の切断加工の自由度を向上させることが可能となる。
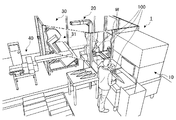
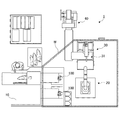
図1は、本発明を適用した材料切断システム1の全体構成を模式的に示す斜視図である。また、図2は、材料切断システム1の全体構成を模式的に示す上面図である。
図1及び図2において、材料切断システム1は、ローディングユニット10と、ロボットアーム20と、切断加工ユニット30と、検査ユニット40と、クランピングアセンブリ100とを含んで構成される。これらのユニットのうち、ローディングユニット10におけるロボットアーム20とのインターフェース部分、ロボットアーム20及び切断加工ユニット30のウォーターカッター31については、防護壁Wで囲われている。また、ローディングユニット10、ロボットアーム20、切断加工ユニット30及び検査ユニット40は、各ユニット自身を制御する制御部をそれぞれ備えており、これらの制御部が連携して材料切断システム1の動作が実現される。
次に、図1及び図2に示すクランピングアセンブリ100及び各ユニットについて、具体的な構成を説明する。
図3は、クランピングアセンブリ100の外観を示す斜視図であり、図4は、クランピングアセンブリ100の構造を示す3面図である。なお、図4において、図4(a)は右側面図、図4(b)は正面図、図4(c)は上面図である。
図3及び図4において、クランピングアセンブリ100は、基台ユニット110と、底板120a〜120cと、トップクランプユニット130a〜130cとを含んで構成される。
図5及び図6において、基台ユニット110は、上面視において六角形状の金属板からなる基台部110Aを有し、この基台部110Aは、頂辺部110aと、頂辺部110aより長く頂辺部110aと平行な基辺部110bと、基辺部110bの両端からそれぞれ直角に頂辺部110a側に延びる等長の側辺部110c,110dと、側辺部110c,110dにおける頂辺部110a側の端部と頂辺部110aの端部とを繋ぐ斜辺部110e,110fとを有している。頂辺部110aと基辺部110bとは垂直二等分線が重なる配置とされており、基台ユニット110は、上面視において、この垂直二等分線を軸として線対称な形状となっている。
チャック用支柱111は、基台ユニット110における頂辺部110a側の端部領域に一端を固定された柱状部材であり、他端にはロボットアームによってチャックされるチャックインターフェース111aを有している。チャック用支柱111は、チャックインターフェース111aをロボットアームによって把持された場合に、冷凍の半身を保持したクランピングアセンブリ100の取り回しに耐える剛性を有している。
クランプガイド112a〜112cは、一端を基台ユニット110に固定された柱状部材によって構成される。クランプガイド112a〜112cは、基台ユニット110の側辺部110c,110dの中点を結ぶ線上に配列されている。クランプガイド112a〜112cは、トップクランプユニット130a〜130cいずれかのクランプガイド挿通孔に挿通される。そして、トップクランプユニット130a〜130cがクランプガイド112a〜112cにねじ止めされることにより、トップクランプユニット130a〜130cが基台ユニット110に固定される。なお、トップクランプユニット130a〜130cそれぞれをいずれのクランプガイド112a〜112cに設置するかは、切断対象の半身の形状によって適宜選択されるものとし、トップクランプユニット130a〜130cのクランプガイド112a〜112cにおける設置高さ(基台ユニット110表面からの距離)も、切断対象の半身の形状によって適宜選択される。
トップクランプユニット130a〜130cは、トップクランプ支持板1361a〜1361c,1362a〜1362cを除き、略同様の構成を有するため、代表としてトップクランプユニット130aを例に挙げて説明する。
なお、図7(a)は外力が加わっていない定常状態、図7(b)はエアシリンダACによってトップクランプ支持板1361aが突き上げられた状態を示している。
以下、図3,4及び図7を参照しつつ、トップクランプユニット130aの構成について説明する。
図3,4及び図7において、トップクランプユニット130aは、支持基体131aと、上支持板132aと、下支持板133aと、コイルばね支柱1341a〜1344aと、コイルばね1351a〜1354aと、トップクランプ支持板1361a,1362aと、トップクランプ1371a,1372aとを含んで構成される。
コイルばね1351a〜1354aは、コイルばね支柱1341a〜1344aそれぞれに挿通されたコイルばねであり、一端を上支持板フランジ部に固定され、他端を後述するトップクランプ支持板1361a,1362aに固定されている。なお、コイルばね1351a〜1354aは、設置状態において、トップクランプ支持板1361a,1362aを下支持板フランジ部に押し付ける弾性力を発生している。
カラー部材Cが設置されていることにより、カラー部材Cの端面によって材料を面で支えることができる。また、カラー部材Cは、ピンpnの材料に対する侵入量を規制するためのストッパーとして機能する。
例えば、材料として魚の半身を保持する場合、魚の半身がカマを有しているか否か及び左右いずれの半身であるかに応じて、トップクランプユニット130a〜130cの配置を変更することで、材料の一端をより適切に保持することができる。また、材料の厚みも背側及び腹側等、部位によって異なるが、トップクランプ1371a〜1371c,1372a〜1372cの高さは、コイルばね1351a〜1354a,1351b〜1354b,1351c〜1354cの収縮長によって材料の部位に応じたものとなる。
図8(a)〜図8(d)に示すように、保持する材料の形状に合わせて、腕の長さが異なるトップクランプ支持板1361a〜1361c,1362a〜1362cの配置が選択され、トップクランプユニット130a〜130cの取り付け位置が変更される。
なお、材料の高さの変化に合わせて、トップクランプユニット130a〜130cをクランプガイド112a〜112cに取り付ける高さを調整することで、より適切な圧力でトップクランプ1371a〜1371c,1372a〜1372cによって材料を保持することが可能となる。
次に、ローディングユニット10の構成について説明する。
図9に示すように、ローディングユニット10は、クランピングアセンブリ100を停止させるための材料投入位置P1、走査開始位置P2、ピックアップ位置P3、受容位置P4を有している。
次に、ロボットアーム20の構成について説明する。
図10は、ロボットアーム20の構成を示す図である。
次に、切断加工ユニット30の構成について説明する。
図11は、切断加工ユニット30の切断機構を示す図である。
これにより、水圧がより強く切断能力の高い位置でウォーターカッター31を材料に作用させることができ、ウォーターカッター31の水圧をより効率的に利用することができる。
ガイド部材32における高圧水の進路に当たる位置には、吐出された高圧水を流入させる流入口32aが形成されている。流入口32aに流入した高圧水は、排水管33を介してタンクに蓄積される。
次に、検査ユニット40の構成について説明する。
検査ユニット40には、ベルトコンベヤによって、切断加工ユニット30で切断された材料の部分(切身)が順次搬送される。検査ユニット40には、重量計及びX線異物検査装置が設置されており、ベルトコンベヤによって搬送された材料の部分について、重量と異物混入の有無とが検査される。検査の結果、重量が目的とする範囲から外れているものや、異物の混入が検出されたものについては、異常がある旨が作業者に報知される。また、重量検査の結果は、ローディングユニット10に逐次フィードバックされ、ローディングユニット10において切断予定ラインを決定するためのパラメータに反映される。
次に、材料切断システム1における制御について説明する。
(材料切断処理)
図12は、材料切断システム1において実行される材料切断処理のフローチャートを示す図である。
材料切断処理は、材料切断システム1において、作業者が処理の開始を指示入力することに対応して起動される。
次に、材料を保持したクランピングアセンブリ100が走査開始位置P2からピックアップ位置P3に移送され、スキャナによって材料の上面及び下面の3次元形状が取得される(ステップS4)。
このとき、ローディングユニット10は、材料を微小な立体(例えば1辺1mm以下の微小な四面体等)の集合として表現し、切断後の形状変化を逆算して、切断予定ラインを決定する。例えば、材料として、冷凍された魚の半身を切断する場合、冷凍状態では材料のねじれやそりがあり、解凍されると材料が柔らかくなるため、このねじれやそりが解消される。そのため、魚の半身であれば、内側(背骨側)の面が平坦になることを前提として、微小な立体の位置の変化を連立方程式等で算出し、形状が変化した後に目的とする形状となるように、切断予定ラインが決定される。
次に、切断予定ラインが入力されたロボットアーム20の制御部は、切断予定ラインに沿ってウォーターカッター31の位置を材料が通過するように、ロボットアーム20の各関節に設置されたアクチュエータの制御量を算出する(ステップS6)。
このとき、ロボットアーム20の制御部は、切断予定ライン毎の材料の3次元形状に基づいて、切断予定ラインに沿って材料を移動させた際に、ノズル31a(オリフィス31b)と材料表面とが干渉しない距離で、より近い距離となるようにガイド部材32の位置決めを行い、その位置を維持するよう昇降機構32bを制御する。
すると、ローディングユニット10は、カマの部分のみを保持したクランピングアセンブリ100を材料投入位置P1に移送する(ステップS10)。
このような処理により、1つの材料(魚の半身)の切断加工が終了する。
次に、材料切断システム1におけるクランピングアセンブリ100の作用を説明する。
クランピングアセンブリ100は、腕の長さが異なるトップクランプ支持板1361a〜1361c,1362a〜1362cを備えており、材料の形状に合わせて、作業者がこれらの配置を変更する。
即ち、クランピングアセンブリ100においては、トップクランプ1371a〜1371c,1372a〜1372cについて、材料を片持ちで支持する際の材料の一端からの距離と、高さの初期位置とを調整可能に構成されている。
そして、エアシリンダACによるトップクランプ支持板1361a〜1361c,1362a〜1362cの突き上げを解除すると、トップクランプ1371a〜1371c,1372a〜1372cがコイルばね1351a〜1354a,1351b〜1354b,1351c〜1354cによって下方向に押し下げられ、材料を保持した状態となる。
このように材料を保持した状態で、クランピングアセンブリ100のチャックインターフェース111aがロボットアーム20によって把持されると、ロボットアーム20によってクランピングアセンブリ100ごと材料を取り回すことが可能となる。
したがって、より自由な姿勢でウォーターカッター31による材料の切断作業を行うことが可能となる。
即ち、本実施形態に係る材料切断システム1によれば、材料を切断する際の切断加工の自由度を向上させることが可能となる。
上記実施形態において、切断加工ユニット30におけるノズル31aにアキュムレータ機能を備えることで、より低い高圧水の圧力で材料を切断することができる。
具体的には、ノズル31aにおける高圧水の流入口31fからオリフィス31bの吐出口までの流路の径及び長さを、流入口31fから流入した高圧水が乱流から層流に変化することを条件として定めることで、アキュムレータ機能を実現することができる。流入口31fから流入した高圧水が乱流から層流に変化するための具体的な流路の径及び長さは、実験あるいはシミュレーションによって取得することができる。
図13は、アキュムレータ機能を備えるノズル31aの一例を示す模式図であり、図13(a)は高圧水の流路を表す断面図、図13(b)は外観図である。
図13において、ノズル31aは、高圧水の流路が形成されるシャフト部31sと、オリフィス31bとを備えており、シャフト部31sには、高圧ポンプからの高圧水が流入する流入口31fが形成されている。
図13に示す例では、シャフト部31sの内径(流路の径)は4mm、流入口31fから吐出口までの長さ(流路の長さ)は130mm〜530mm程度とすることができる。
このようなノズル31aの構造とすることにより、高圧ポンプから供給する高圧水の圧力を600MPaよりも低く抑えることができる。
図14は、アキュムレータ機能を備えるノズル31aの他の例を示す模式図であり、図14(a)は高圧水の流路を表す断面図、図14(b)は外観図である。
図14において、ノズル31aは、図13の例と同様に、高圧水の流路が形成されるシャフト部31sと、オリフィス31bとを備えており、シャフト部31sには、高圧ポンプからの高圧水が流入する流入口31fが形成されている。
そして、図14に示す例では、シャフト部31sの内径(流路の径)は6mm、流入口31fから吐出口までの長さ(流路の長さ)は130mm〜530mm程度となっている。
このようなノズル31aの構造とした場合、高圧ポンプから供給する高圧水の圧力を380MPa程度まで抑えることが可能となる。
上記実施形態において、ロボットアーム20の制御部が、1つの切断予定ラインにおける材料の凹凸形状を取得し、切断予定ラインとして設定した位置に、予め設定した入射角となるように高圧水を吐出する条件の下、材料の最も突出した部分においてノズル31a(オリフィス31b)と材料との距離を3mm以内でより近い距離となるようにガイド部材32を位置決めすることとしている。そして、この後、ガイド部材32の位置を維持したまま、ロボットアーム20がガイド部材32に沿って材料を一方向に移動させることとした。
これに対し、1つの切断予定ラインで材料を切断する際に、材料の凹凸形状に応じて、昇降機構32bによってガイド部材32を昇降させ、ノズル31a(オリフィス31b)と材料との距離がより広い範囲にわたって所定距離以内となるように制御することができる。
これにより、ウォーターカッター31の水圧がより強く切断能力の高い状態を維持して材料を切断できるため、より効率的に材料を切断することが可能となる。
Claims (9)
- 板状部材からなる基台部と、
前記基台部との距離が可変で、少なくとも2種類の腕の長さを有する複数の腕部材と、
前記腕部材に対して前記基台部に近づく方向の力を加える押圧部材と、
前記腕部材の先端部に設置され、前記基台部と対向して材料を支持する支持部材と、を備える保持具と、
前記保持具を保持して移動させるロボットアーム部と、
前記ロボットアーム部によって前記保持具と共に移動される前記材料を切断する切断ユニット部と、
を備えることを特徴とする材料切断システム。 - 前記保持具を、前記材料を設置するための材料投入位置から前記ロボットアーム部に保持されるための待機位置に移送するローディングユニット部を備え、
前記ローディングユニット部は、前記材料投入位置に置かれた前記保持具の前記腕部材を、前記押圧部材によって加えられる力に対向して移動させる移動手段を備えることを特徴とする請求項1に記載の材料切断システム。 - 前記基台部は、前記材料が保持される位置と隣接する部分に貫通孔を有し、
前記ローディングユニット部は、前記材料投入位置に置かれた前記保持具の当該貫通孔を挿通して前記基台部の表面から表出し、前記材料を前記基台部から押し出す方向に空気を吐出するエアノズルを備えることを特徴とする請求項2に記載の材料切断システム。 - 前記支持部材は、
前記腕部材に設置された柱状部材と、
前記柱状部材から突出したピンと、
を備えることを特徴とする請求項1から3のいずれか1項に記載の材料切断システム。 - 前記切断ユニット部は、
圧縮された高圧水を吐出するノズルと、
前記ノズルから吐出された高圧水が流入する流入口を有し、前記ロボットアーム部によって移動される前記材料を案内するガイド部材と、
前記ガイド部材に連結し、前記流入口に流入した高圧水を排水する排水管と、
を備えることを特徴とする請求項1から4のいずれか1項に記載の材料切断システム。 - 前記ガイド部材は、前記ノズルとの距離を変化させる昇降機構を備え、
前記ノズルは、先端ほど外径が小さくなる構造を有することを特徴とする請求項5に記載の材料切断システム。 - 前記ノズルは、流入した高圧水を乱流から層流に変化させる径と長さとを有する流路からなるアキュムレータ部を備えることを特徴とする請求項5に記載の材料切断システム。
- 板状部材からなる基台部と、
前記基台部との距離が可変で、少なくとも2種類の腕の長さを有する複数の腕部材と、
前記腕部材に対して前記基台部に近づく方向の力を加える押圧部材と、
前記腕部材の先端部に設置され、前記基台部と対向して材料を支持する支持部材と、
前記材料を支持した当該保持具を、前記材料を切断する切断ユニット部に移動させるロボットアーム部によって把持され、前記基台部に固定されたインターフェース部と、
を備える保持具。 - 板状部材からなる基台部と、
前記基台部との距離が可変で、少なくとも2種類の腕の長さを有する複数の腕部材と、
前記腕部材に対して前記基台部に近づく方向の力を加える押圧部材と、
前記腕部材の先端部に設置され、前記基台部と対向して材料を支持する支持部材と、
前記材料を支持した当該保持具を、前記材料を切断する切断ユニット部に移動させるロボットアーム部によって把持され、前記基台部に固定されたインターフェース部と、
を備える前記保持具によって、固体の前記材料の一端を保持し、当該保持具の前記インターフェース部をロボットアームによって把持し、材料を切断する切断ユニット部の位置で前記保持具ごと3次元方向に移動させて材料を切断することを特徴とする材料切断方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012184924A JP5575196B2 (ja) | 2012-03-29 | 2012-08-24 | 材料切断システム、保持具及び材料切断方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012077987 | 2012-03-29 | ||
| JP2012077987 | 2012-03-29 | ||
| JP2012184924A JP5575196B2 (ja) | 2012-03-29 | 2012-08-24 | 材料切断システム、保持具及び材料切断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013226641A JP2013226641A (ja) | 2013-11-07 |
| JP5575196B2 true JP5575196B2 (ja) | 2014-08-20 |
Family
ID=49674868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012184924A Active JP5575196B2 (ja) | 2012-03-29 | 2012-08-24 | 材料切断システム、保持具及び材料切断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5575196B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103895055A (zh) * | 2014-04-16 | 2014-07-02 | 寇盛君 | 菜品固定装置及带有菜品固定装置的拖动装置 |
| CN108049156A (zh) * | 2018-01-23 | 2018-05-18 | 海宁天荣纺织有限公司 | 一种面料加工用切割装置 |
| CN109093715A (zh) * | 2018-08-14 | 2018-12-28 | 衡东县美中餐腐乳制品有限责任公司 | 一种食品加工机 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025034776A (ja) * | 2023-08-31 | 2025-03-13 | 株式会社前川製作所 | ワーク加工装置 |
| JP2026068591A (ja) * | 2024-10-10 | 2026-04-22 | 株式会社前川製作所 | ワーク加工装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09155790A (ja) * | 1995-12-04 | 1997-06-17 | Kanagawa Pref Gov | 冷凍魚分割作業補助装置 |
| JP4072972B1 (ja) * | 2006-12-18 | 2008-04-09 | 有限会社 ヴィ・キャップ | 冷凍食品の加工装置 |
| JP2009005645A (ja) * | 2007-06-29 | 2009-01-15 | Yoshiizumi Sangyo Kk | 食品切分け装置 |
-
2012
- 2012-08-24 JP JP2012184924A patent/JP5575196B2/ja active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103895055A (zh) * | 2014-04-16 | 2014-07-02 | 寇盛君 | 菜品固定装置及带有菜品固定装置的拖动装置 |
| CN108049156A (zh) * | 2018-01-23 | 2018-05-18 | 海宁天荣纺织有限公司 | 一种面料加工用切割装置 |
| CN108049156B (zh) * | 2018-01-23 | 2019-10-18 | 海宁市荣顺新材料股份有限公司 | 一种面料加工用切割装置 |
| CN109093715A (zh) * | 2018-08-14 | 2018-12-28 | 衡东县美中餐腐乳制品有限责任公司 | 一种食品加工机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013226641A (ja) | 2013-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5575196B2 (ja) | 材料切断システム、保持具及び材料切断方法 | |
| JP5563845B2 (ja) | 仕口用溶接支持台 | |
| CN102825605B (zh) | 具有视觉检测功能的物料移送机器人 | |
| US20100199742A1 (en) | System and method for incrementally forming a workpiece | |
| EP2000249A1 (en) | Three-dimensional laser beam machining apparatus for long workpiece with bundle type material loading device and conveyors | |
| JP7522489B2 (ja) | ガスシリンダへガスを充填するためのガス充填システム、取付用ハンドおよび移送用ハンド | |
| KR20190016561A (ko) | 기계의 로딩과 언로딩 장치, 판형 공작물을 가공하는 기계, 기계의 공작물 지지대 및 기계의 로딩과 언로딩 방법 | |
| CN108297134A (zh) | 一种基于视觉传感器的孔位检测自动送料装置 | |
| US10940571B2 (en) | Methods and machines for the cutting processing of a plate-type material | |
| CN112041136A (zh) | 板材加工设备、运行板材加工设备的方法以及控制和/或调节装置 | |
| EP1225002A1 (en) | Robot assembly comprising two coaxially arranged robots surrounded by a plurality of working stations | |
| KR101776047B1 (ko) | 톱날 연속 가공용 절삭장치 | |
| CN208800938U (zh) | 固定焊自动上件装置 | |
| CN106736805B (zh) | 芯轴自动滚齿装置 | |
| JP7283881B2 (ja) | 作業システム | |
| CN110640430A (zh) | 一种装配执行装置 | |
| CN121084963A (zh) | 一种适用于薄壁短管的自动检测上料装置 | |
| US11072047B1 (en) | Support device, machine tool and method for supporting a rod-shaped workpiece | |
| JP2019119034A (ja) | 自動組立装置及びその制御方法 | |
| CN113800374A (zh) | 用于提升设备的夹持装置及配备该夹持装置的提升设备 | |
| CN113148628A (zh) | 一种自动焊机供料系统 | |
| JPH09141463A (ja) | 熱切断加工機の搬出装置 | |
| CN115256961B (zh) | 一种适配于多螺母防压错的热铆件设备 | |
| CN115958248B (zh) | 基于agv的混料工件自动加工流水线 | |
| CN217954284U (zh) | 一种检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5575196 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |