JP5580116B2 - 射出成形による樹脂成形品の製造方法 - Google Patents
射出成形による樹脂成形品の製造方法 Download PDFInfo
- Publication number
- JP5580116B2 JP5580116B2 JP2010130001A JP2010130001A JP5580116B2 JP 5580116 B2 JP5580116 B2 JP 5580116B2 JP 2010130001 A JP2010130001 A JP 2010130001A JP 2010130001 A JP2010130001 A JP 2010130001A JP 5580116 B2 JP5580116 B2 JP 5580116B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- terminal
- core back
- movable
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/12—Moulds or cores; Details thereof or accessories therefor with incorporated means for positioning inserts, e.g. labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
- H01R43/24—Assembling by moulding on contact members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14418—Sealing means between mould and article
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Description
また、前記端子金具は、略直角に屈曲する形状を呈しており、前記屈曲部分から前記第1の端子挿入手段に挿入され、前記第1の端子挿入手段の前記第1の端子が挿入される開口部分は、前記可動金具配置工程において前記可動金型が配置されたときに前記可動金型に覆われず、前記樹脂材射出工程において、射出された前記樹脂材が前記端子金具を覆ってもよい。
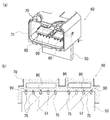
図3および図4が、接続端子装置60の製造工程を説明する図である。図3(a)に示すように、まず、インサート部品である端子90が、金型固定部20にセットされる。具体的には、金型固定部20の上面であるキャビティ面25から鉛直に所定形状の空間がコアバックセット部21として外部と連通して形成されている。この空間の形状は、略直方体を呈しており、金型コアバック部50が可動状態に配置可能になっている。
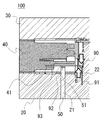
20 金型固定部
21 コアバックセット部
22 インサート用溝部
25 キャビティ面
30 金型可動部
40 金型スライド部
41 端子先端保持部
50 金型コアバック部
51 端子保持溝
52 斜面
60 接続端子装置
70 端子ケース
71 ケースキャビティ部
75 樹脂壁
77 背面リブ形状
90 端子
91 端子外部接続部
92 端子内部接続部
93 端子先端部
Claims (2)
- 固定金型、可動金型及びスライド金型とを備えそれら金型によって形成された空間に樹脂材を射出する射出成形装置を用いて、端子金具をインサート部品として備える樹脂成形品を製造する樹脂成形品製造方法であって、
前記固定金型に設けられた前記端子金具の第1の端部を挿入する第1の端子挿入手段と、前記固定金型に設けられコアバック動作可能に配置されたコアバック金型の外面に形成された端子配置溝とに、前記端子金具を配置する端子金具配置工程と、
前記端子金具が配置された後に、前記可動金型を所定の位置に移動させる可動金型配置工程と、
前記固定金型と前記可動金型とで形成された空間に、前記スライド金型を所定位置に移動させ、その移動に伴って前記スライド金型に設けられた第2の端子挿入手段に前記端子金具の前記第1の端部と反対側の第2の端部を挿入させるスライド金型配置工程と、
前記コアバック金型を所定量だけ前記端子金具から離間する方向に移動させるコアバック工程と、
前記樹脂材を前記固定金型と前記可動金型と前記スライド金型とで形成された空間に射出及び充填する樹脂材射出工程と、
を備えることを特徴とする樹脂成形品製造方法。
- 前記端子金具は、略直角に屈曲する形状を呈しており、前記屈曲部分から前記第1の端子挿入手段に挿入され、
前記第1の端子挿入手段の前記第1の端子が挿入される開口部分は、前記可動金具配置工程において前記可動金型が配置されたときに前記可動金型に覆われず、前記樹脂材射出工程において、射出された前記樹脂材が前記端子金具を覆う
ことを特徴とする請求項1に記載の樹脂成形品製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010130001A JP5580116B2 (ja) | 2010-06-07 | 2010-06-07 | 射出成形による樹脂成形品の製造方法 |
| KR1020127032197A KR101418665B1 (ko) | 2010-06-07 | 2011-06-07 | 사출 성형에 의한 수지 성형품의 제조 방법, 및 사출 성형 장치 |
| CN201180028150.8A CN102933365B (zh) | 2010-06-07 | 2011-06-07 | 用于通过注射成型生产树脂成型制品的方法和注射成型设备 |
| PCT/JP2011/063055 WO2011155493A1 (ja) | 2010-06-07 | 2011-06-07 | 射出成形による樹脂成形品の製造方法、及び射出成形装置 |
| US13/702,401 US9028737B2 (en) | 2010-06-07 | 2011-06-07 | Method for producing resin molded article by injection molding, and injection molding device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010130001A JP5580116B2 (ja) | 2010-06-07 | 2010-06-07 | 射出成形による樹脂成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011255537A JP2011255537A (ja) | 2011-12-22 |
| JP5580116B2 true JP5580116B2 (ja) | 2014-08-27 |
Family
ID=45098098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010130001A Active JP5580116B2 (ja) | 2010-06-07 | 2010-06-07 | 射出成形による樹脂成形品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9028737B2 (ja) |
| JP (1) | JP5580116B2 (ja) |
| KR (1) | KR101418665B1 (ja) |
| CN (1) | CN102933365B (ja) |
| WO (1) | WO2011155493A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5583487B2 (ja) * | 2010-06-14 | 2014-09-03 | 矢崎総業株式会社 | ヒューズユニット、型構造及び型構造を用いた成形方法 |
| JP5724106B2 (ja) * | 2011-10-27 | 2015-05-27 | タイコエレクトロニクスジャパン合同会社 | 検出センサの製造方法、検出センサ、トランスミッション |
| CN102756439A (zh) * | 2012-07-23 | 2012-10-31 | 泰德兴精密电子(昆山)有限公司 | 端子安装装置 |
| KR101688020B1 (ko) * | 2015-05-15 | 2016-12-21 | (주)리젠바이오참 | 의료용 봉합사 및 그의 제조방법 |
| CN111303389A (zh) * | 2016-09-09 | 2020-06-19 | 珠海万通化工有限公司 | 一种聚酯树脂及其制备方法 |
| US11198239B2 (en) * | 2018-03-21 | 2021-12-14 | Plastic Engineering & Technical Services, Inc. | Heater band for hot runner injection molding systems |
| JP7213725B2 (ja) * | 2019-03-08 | 2023-01-27 | 東海興業株式会社 | 射出成形品成形用の金型装置、射出成形品の製造方法 |
| JP7269121B2 (ja) * | 2019-07-11 | 2023-05-08 | ファナック株式会社 | 射出成形システム |
| CN111331779B (zh) * | 2020-03-23 | 2022-02-11 | 深圳市凯中精密技术股份有限公司 | 叠层滑块机构 |
| CN117207442A (zh) * | 2023-11-09 | 2023-12-12 | 成都宝利根创科电子有限公司 | 一种端子模内成型方法 |
| CN119141772B (zh) * | 2024-09-14 | 2025-09-12 | 宁波北仑恒甬模具有限公司 | 一种预埋金属嵌件的机构 |
| CN119408075B (zh) * | 2025-01-08 | 2025-04-25 | 上海雪枫精密机械有限公司 | 一种充电端口连接头的注塑模具 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5182032A (en) * | 1990-07-09 | 1993-01-26 | Paige Manufacturing Company Incorporated | Apparatus for plastic injection overmolding |
| JP3404832B2 (ja) * | 1993-10-15 | 2003-05-12 | 住友電装株式会社 | コネクタの製造方法及びコネクタ |
| JP3266736B2 (ja) * | 1994-05-17 | 2002-03-18 | 三菱電機株式会社 | 磁気センサ |
| JP3287532B2 (ja) * | 1996-02-02 | 2002-06-04 | 矢崎総業株式会社 | インサート成形方法 |
| US5761805A (en) * | 1996-03-28 | 1998-06-09 | The Whitaker Corporation | Method of making a high density electrical connector |
| JP3339300B2 (ja) * | 1996-04-23 | 2002-10-28 | 矢崎総業株式会社 | コネクタの製造方法 |
| JP3997852B2 (ja) * | 2002-06-28 | 2007-10-24 | 住友電装株式会社 | インサート成形コネクタ |
| JP4211555B2 (ja) | 2003-10-01 | 2009-01-21 | トヨタ自動車株式会社 | コアバック射出成形方法および射出成形品 |
| JP4075793B2 (ja) * | 2003-12-10 | 2008-04-16 | 住友電装株式会社 | コネクタ及びコネクタの製造方法 |
| JP4758205B2 (ja) * | 2005-11-18 | 2011-08-24 | トヨタ自動車株式会社 | 成形体の製造方法 |
| JP4849323B2 (ja) * | 2006-07-13 | 2012-01-11 | 住友電装株式会社 | インサート成形品の製造方法およびインサート成形用の成形型 |
| JP4953014B2 (ja) * | 2007-09-12 | 2012-06-13 | 住友電装株式会社 | 樹脂成形品、樹脂成形品の成形方法、及び成形用金型 |
| EP2226185B1 (en) * | 2007-11-29 | 2017-04-26 | Ngk Spark Plug Co., Ltd. | Metal-resin compound member |
| US8465270B2 (en) * | 2011-02-23 | 2013-06-18 | Cheng Uei Precision Industry Co., Ltd. | Injection mold |
-
2010
- 2010-06-07 JP JP2010130001A patent/JP5580116B2/ja active Active
-
2011
- 2011-06-07 US US13/702,401 patent/US9028737B2/en active Active
- 2011-06-07 KR KR1020127032197A patent/KR101418665B1/ko not_active Expired - Fee Related
- 2011-06-07 WO PCT/JP2011/063055 patent/WO2011155493A1/ja not_active Ceased
- 2011-06-07 CN CN201180028150.8A patent/CN102933365B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN102933365A (zh) | 2013-02-13 |
| US9028737B2 (en) | 2015-05-12 |
| WO2011155493A1 (ja) | 2011-12-15 |
| KR101418665B1 (ko) | 2014-07-14 |
| CN102933365B (zh) | 2015-03-18 |
| US20130087944A1 (en) | 2013-04-11 |
| KR20130038865A (ko) | 2013-04-18 |
| JP2011255537A (ja) | 2011-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5580116B2 (ja) | 射出成形による樹脂成形品の製造方法 | |
| KR101062078B1 (ko) | 분할 고정자 제조 방법 | |
| JP5996986B2 (ja) | インサート成形品の製造方法 | |
| CN104039522B (zh) | 车辆用树脂制窗户面板的注射成型模具 | |
| JPWO2005084909A1 (ja) | 金型支持装置、成形機及び成形方法 | |
| JP2011040257A (ja) | コネクタの製造方法 | |
| CN115609849A (zh) | 一种埋入件高精密注塑模具 | |
| JPH11348070A (ja) | インサート成形方法及び装置 | |
| US11400629B2 (en) | Injection molding die | |
| WO2019082565A1 (ja) | 樹脂成形体の製造方法及びそれを成形する成形型 | |
| JP5058525B2 (ja) | インサート成形品の製造方法及び製造装置 | |
| CN105658399B (zh) | 注射成型和组装设备以及将多个两种不同模制部件成型和组装的方法 | |
| KR20100012383A (ko) | 인서트사출용 금형조립체 및 이를 이용한 인서트사출물의제조방법 | |
| JP4922671B2 (ja) | コネクタの成形方法及び成形装置 | |
| CN215661544U (zh) | 注塑模具 | |
| JP2009292132A (ja) | 樹脂成形品の成形方法並びに成形金型 | |
| JP2012236331A (ja) | モールド装置及びモールド方法 | |
| KR101301709B1 (ko) | 전기자동차 또는 전기이륜차의 바테리 팩 케이스 제조를 위한 사출 성형 금형 | |
| JP2017140767A (ja) | インサート成形品の製造方法、および、インサート成形用金型 | |
| JP2022156135A (ja) | ノイズ対策部材及びその製造方法 | |
| JP7841746B2 (ja) | ノイズ対策部材の製造方法 | |
| CN221314935U (zh) | 一种嵌件模具装置 | |
| JP7099948B2 (ja) | 射出成型方法 | |
| JP2001047475A (ja) | 筒状物の射出成形方法 | |
| JP2018089871A (ja) | 金型装置、インサート成形品の製造方法、及びインサート成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130514 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5580116 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |