JP5581741B2 - 複数の金型を使用する樹脂成形方法 - Google Patents
複数の金型を使用する樹脂成形方法 Download PDFInfo
- Publication number
- JP5581741B2 JP5581741B2 JP2010049656A JP2010049656A JP5581741B2 JP 5581741 B2 JP5581741 B2 JP 5581741B2 JP 2010049656 A JP2010049656 A JP 2010049656A JP 2010049656 A JP2010049656 A JP 2010049656A JP 5581741 B2 JP5581741 B2 JP 5581741B2
- Authority
- JP
- Japan
- Prior art keywords
- injection molding
- mold
- resin
- condition
- nth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Description
請求項1に記載の樹脂成形方法は、
射出成形機を金型搬送ライン内に設置して、複数の金型を各ステーションに順次移送して樹脂成形品を成形する樹脂成形方法であり、
前記射出成形機のパージを実行後に最初の金型を前記射出成形機に取付けて第1の射出成形を実行し、第1の射出成形後に最初の金型を取外し、次に、第2の金型を前記射出成形機に取付けて第2の射出成形を実行し、第2の射出成形後に第2の金型を取外し、以下引き続いて別な金型を前記射出成形機に取付けて射出成形を実行した後に取外す同様な工程を複数回繰り返す樹脂成形方法において、
第N番目の射出成形を開始するときの射出成形条件を第Nの射出成形条件とし、第N番目の射出成形開始時刻から第(N+1)番目の射出成形開始時刻までの経過時間を第Nの経過時間とするとき、
射出成形条件がマップとして、前記射出成形機を制御する制御装置に記憶されており、前記マップは、第1の射出成形条件を予め設定された射出成形条件とし、第1を含まない第Nの射出成形条件を、第(N−1)の経過時間に基づいた射出成形条件とするデータマップであり、
射出成形は、前記マップに基づいて実行されることにより、第1の射出成形を実行する場合は、第1の射出成形条件で実行し、第1を含まない第N番目の射出成形の場合は、第(N−1)の経過時間に基づいた射出成形条件で実行することを特徴とする。
これにより、不良品を廃棄して良品のみを次の製造工程へ送ることが可能となる。
以下、本発明の実施の形態を図面に基づいて説明する。
図1は、本発明の樹脂成形方法を用いる金型搬送式成形システムの全体構成を説明する概念図である。例えば、図1に示すように2列に配置された10個のステーションS1〜S10が設けられていて、各ステーションS1〜S10間を金型Mが移動することで、樹脂成形が行われる。即ち、ステーションS1で金型M内のキャビティにインサート部品が投入され、金型Mが閉じられる。次に、この閉じられた金型Mは、ステーションS2に移送され、ここで型締め機構によって、金型Mの型締め(クランプ)が行われた後に、金型Mは射出成形機に接続され、キャビティ内への溶融樹脂の充填が行われる。このようにして、ステーションS2では、金型Mの型締め及び射出成形機による溶融樹脂の射出が行われる。
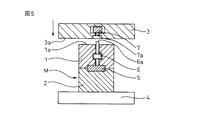
本発明の樹脂成形方法は、射出成形工程時に金型キャビティ内の樹脂圧力を計測し成形品の品質を判定する工程をさらに備えることもできる。金型キャビティ内の樹脂圧力を計測する方法を図5及び図6を用いて説明する。図5は、本発明の実施形態に用いる射出成形工程時に金型キャビティ内の樹脂圧力を計測するセンサーを説明する図である。
M 金型
Y 射出成形機
Claims (4)
- 射出成形機を金型搬送ライン内に設置して、複数の金型を各ステーションに順次移送して樹脂成形品を成形する樹脂成形方法であり、
前記射出成形機のパージを実行後に最初の金型を前記射出成形機に取付けて第1の射出成形を実行し、第1の射出成形後に最初の金型を取外し、次に、第2の金型を前記射出成形機に取付けて第2の射出成形を実行し、第2の射出成形後に第2の金型を取外し、以下引き続いて別な金型を前記射出成形機に取付けて射出成形を実行した後に取外す同様な工程を複数回繰り返す樹脂成形方法において、
第N番目の射出成形を開始するときの射出成形条件を第Nの射出成形条件とし、第N番目の射出成形開始時刻から第(N+1)番目の射出成形開始時刻までの経過時間を第Nの経過時間とするとき、
射出成形条件がマップとして、前記射出成形機を制御する制御装置に記憶されており、前記マップは、第1の射出成形条件を予め設定された射出成形条件とし、第1を含まない第Nの射出成形条件を、第(N−1)の経過時間に基づいた射出成形条件とするデータマップであり、
射出成形は、前記マップに基づいて実行されることにより、第1の射出成形を実行する場合は、第1の射出成形条件で実行し、第1を含まない第N番目の射出成形の場合は、第(N−1)の経過時間に基づいた射出成形条件で実行することを特徴とする樹脂成形方法。 - 射出成形工程時に金型キャビティ内の樹脂圧力を計測し成形品の品質を判定することを特徴とする請求項1に記載の樹脂成形方法。
- 前記射出成形条件は、射出成形機における保圧圧力又は保圧切換位置であることを特徴とする請求項1又は2に記載の樹脂成形方法。
- 前記射出成形はインサートを使用する射出成形であることを特徴とする請求項1から3のいずれか1項に記載の樹脂成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010049656A JP5581741B2 (ja) | 2010-03-05 | 2010-03-05 | 複数の金型を使用する樹脂成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010049656A JP5581741B2 (ja) | 2010-03-05 | 2010-03-05 | 複数の金型を使用する樹脂成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011183612A JP2011183612A (ja) | 2011-09-22 |
| JP5581741B2 true JP5581741B2 (ja) | 2014-09-03 |
Family
ID=44790486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010049656A Expired - Fee Related JP5581741B2 (ja) | 2010-03-05 | 2010-03-05 | 複数の金型を使用する樹脂成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5581741B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019208937A1 (de) * | 2019-06-19 | 2020-12-24 | Arburg Gmbh + Co. Kg | Verfahren zum Bereitstellen eines Betriebssystems einer Maschinensteuerung |
| CN112208046A (zh) * | 2019-07-12 | 2021-01-12 | 欧特捷实业股份有限公司 | 以超临界流体作为发泡剂的弹性聚合物的发泡加工方法及其系统 |
| CN112109273A (zh) * | 2020-09-01 | 2020-12-22 | 无锡强联电气设备有限公司 | 一种bmc材料注射成型工艺 |
| CN115366464B (zh) * | 2022-09-23 | 2025-06-27 | 康佳集团股份有限公司 | 双向感知的保压装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6290212A (ja) * | 1985-10-16 | 1987-04-24 | Matsushita Electric Ind Co Ltd | 樹脂成形方法およびその装置 |
| JPH05318518A (ja) * | 1992-05-21 | 1993-12-03 | Canon Inc | プラスチック成形方法及びその装置 |
| JP2731800B2 (ja) * | 1993-10-20 | 1998-03-25 | 日精樹脂工業株式会社 | 射出成形機の成形条件設定方法 |
| JP2002225065A (ja) * | 2001-01-30 | 2002-08-14 | Yazaki Corp | 成形組立装置 |
| JP2007210347A (ja) * | 2007-05-25 | 2007-08-23 | Sumitomo Heavy Ind Ltd | 射出成形機 |
| JP2009269398A (ja) * | 2008-04-11 | 2009-11-19 | Seiko Epson Corp | 射出成形機、成形品の製造方法及び液体供給部品の製造方法 |
-
2010
- 2010-03-05 JP JP2010049656A patent/JP5581741B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011183612A (ja) | 2011-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20150076735A1 (en) | Injection molding machine | |
| CN114007834B (zh) | 制造方法和注射成型系统 | |
| JP5004808B2 (ja) | 高生産効率で低システム価格の射出成形システム | |
| JP5581741B2 (ja) | 複数の金型を使用する樹脂成形方法 | |
| US12042972B2 (en) | Injection molding system with conveyors to insert or eject molds | |
| JP2019081346A (ja) | 製造方法および射出成形システム | |
| CN102639310B (zh) | 注射成型方法、成型品的制造方法以及注射成型装置 | |
| US20240033982A1 (en) | Conveying apparatus for moving molds | |
| CN113840709B (zh) | 制造方法和注入成型系统 | |
| JP2022049402A (ja) | 金型、射出成形システム、および成形品の製造方法 | |
| US12109744B2 (en) | Mold for molding system | |
| US11780133B2 (en) | Method for manufacturing article and injection molding system | |
| JP2022537885A (ja) | 製造方法および射出成形システム | |
| EP1905568B1 (en) | Molding machine control unit and method of molding with use of molding machine equipped with the unit | |
| US12064906B2 (en) | Manufacturing method and injection molding system | |
| US12005621B2 (en) | Manufacturing method and injection molding system | |
| JP7316182B2 (ja) | 成形機 | |
| JP2009126093A (ja) | 射出成形装置 | |
| US20240253284A1 (en) | Manufacturing method using shuttle mold and overmolding | |
| US20220212383A1 (en) | Manufacturing method and injection molding system | |
| JP2009137014A (ja) | 金型装置、成形機及び成形方法 | |
| CN120228851A (zh) | 注射成型机及注射成型方法 | |
| JP2014188956A (ja) | 成形サイクル開始のための準備工程における計量方法 | |
| JP2006289449A (ja) | 金属射出成形用離型剤の塗布方法および装置 | |
| JP2002086495A (ja) | 射出成形機の制御方法及び射出成形機の制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130813 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140617 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140630 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5581741 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |