JP5584844B1 - コイル部品 - Google Patents
コイル部品 Download PDFInfo
- Publication number
- JP5584844B1 JP5584844B1 JP2014512967A JP2014512967A JP5584844B1 JP 5584844 B1 JP5584844 B1 JP 5584844B1 JP 2014512967 A JP2014512967 A JP 2014512967A JP 2014512967 A JP2014512967 A JP 2014512967A JP 5584844 B1 JP5584844 B1 JP 5584844B1
- Authority
- JP
- Japan
- Prior art keywords
- coil element
- resin substrate
- coil
- layer
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/0006—Printed inductances
- H01F17/0013—Printed inductances with stacked layers
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
Description
また、特許文献2には、両面にコイル導電体が形成されたシート状の積層体を複数枚積層して積層されたチップコイルを作製することが記載されている。
また、一層当りの厚さが厚いため、積層されたコイル部品を作製した場合、全体の厚さが一層厚くなるという課題も有している。
樹脂基板100には、一端102から他端104にかけて時計廻り方向に内側に向って渦巻状に巻回された第1コイル素子パターンが所定の深さ(d1)で表面に刻印され、この刻印された第1コイル素子パターンは電気めっきにより導電層で埋められて第1コイル素子106が形成されている。また、樹脂基板100の第1の位置Iと第2の位置IIとには基板を貫通して(d2)刻印され、電気めっきにより導電層で埋められた第1の電極108と第2の電極110とが配置されている。なお、第1コイル素子106の一端102は、この第1の電極108に接続されている。
この開口部120には積層成型体が形成され、プリント配線基板に取付けられた際に、他の電子部品を配置することができる。
なお、第1コイル素子106の巻回方向は反時計廻りであっても良い。第1コイル素子106の線幅及び膜厚をそれぞれ40μm、樹脂基板の厚さを50μm、大きさを3.0mm×4.0mm程度にすることができる。第1コイル素子106の他端104の線幅は上層の樹脂基板に形成される第2コイル素子の一端と接続するために線幅を80〜100μm程度に広げておくのが良い。
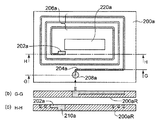
樹脂基板200には、一端202から他端204にかけて時計廻り方向に外側に向って渦巻状に巻回された第2コイル素子パターンが所定の深さ(d1)で表面に刻印され、この刻印された第2コイル素子パターンは電気めっきにより導電層で埋められて第2コイル素子206が形成されている。また、樹脂基板200の第2の位置IIには基板を貫通して(d2)刻印され、電気めっきにより導電層で埋められた貫通電極208が配置されている。一端202には基板を貫通する貫通孔210が設けられ、この貫通孔210は電気めっきにより導電層で埋められている。
なお、第2コイル素子206の巻回方向は、第1コイル106の巻回方向と同一である。
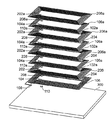
ここで、図1に示す第1樹脂基板100と図2に示す第2樹脂基板とを第1樹脂基板100の表面100Fと第2樹脂基板200の裏面200Rとが対向するように積層して接着させる。すると下層にある第1コイル素子106の他端104と上層にある第2コイル素子の一端202とは第2樹脂基板200の一端202に設けた貫通孔210を介して電気的に接続され、第1樹脂基板100の第2の位置IIにある第2の電極110と第1の樹脂基板200の第2の位置IIにある貫通電極208とも電気的に接続される。なお、電気的接続をより確実にするために、それぞれの接続部にはんだバンプを形成した後、溶着するようにしても良い。
ここで、図2に示す第2樹脂基板200の表面200Fと図3に示す第1樹脂基板100aの裏面100aRとが対向するように積層して接着させる。すると、下層にある第2コイル素子206の他端204と上層にある第1コイル素子106aの一端102aとは貫通孔112aを介して電気的に接続され、上層にある第1樹脂基板100aの第2の位置IIにある貫通電極110aと下層にある第2の樹脂基板200の第2の位置IIにある貫通電極208とも電気的に接続される。
図2に示す2,4,6層目の第2樹脂基板200とほぼ同様の素子配置となっているが、第2コイル素子206aの他端204aの位置が異なることと、この他端204aに接続されて貫通孔208aが設けられている点で構成をやや異にしている。
ここで、図3に示す第1樹脂基板100aの表面100aFと図4に示す第2樹脂基板200aの裏面200aRとが対向するように積層して接着させる。すると、下層にある第1コイル素子106aの他端104aと最上層にある第2コイル素子206aの一端202aとは貫通孔210aを介して電気的に接続され、最上層の第2樹脂基板200aの第2の位置IIにある貫通孔208aと下層にある第1の樹脂基板100aの第2位置IIにある貫通電極110aとも電気的に接続される。
パワーインダクタの両電極108と110は最下層の第1樹脂基板100の裏面100Rから取出され、プリント配線基板300に設けられた図示しない電極に接続される。
なお、上述した説明では単体のコイル部品が作製されるものとして説明したが、実際には、第1及び第2樹脂基板には複数のコイル素子がマトリックス状に配列された状態で形成されており、積層後にダイシングにより切り離されて単体のコイル部品となる。
また、本発明によるコイル部品では、樹脂基板はコイル素子及びパワーインダクタの形成後にもそのまま残されて使用される。樹脂材料としてはエポキシ、フェノール、ポリイミド、ポリウレタンなどの熱硬化性樹脂を用いることができる。また導電層を形成するための電気めっきは銅めっきとするのが好ましい。
この作製方法では、コイル素子パターン30及び貫通孔パターン40がそれぞれ反転してパターン化された反転コイル素子パターン35及び反転貫通孔パターン45が表面に刻印された第1の金型と、側壁部を画成する金型と底面部を画成する金型とからなる第2の金型とを組合せて用いることにより所望の樹脂金型及び樹脂基板を作製する。
まず、図6aに示すように、深さd1のコイル素子パターン30、深さd2の貫通孔パターン40が表面に刻印されたNi,SUS又はNi合金等からなる金属金型1を準備する。次に、図6bに示すように金型1の表面にNiOなどの離形層を形成した後、Niを電気めっきにより積層して転写し、Ni金型2を作製する。その後、このNi金型2を金属金型1から剥離して図6cに示すような第1の金型2とする。
この結果、第1の金型2の表面には高さd1の反転コイル素子パターン35及び高さd2の反転貫通孔パターン45が形成される。
まず、図8aに示すように、注型樹脂フィルムFが流し込まれた第2の金型内に第1の金型2を反転貫通孔パターン45が注型金型3の底面部に密着するように載置し、加圧する。
その際、反転貫通孔パターン45は注型金型3の底面部に十分に密着させ、密着部に樹脂フィルムFが入り込まないようにする。第1の金型2の凹部に樹脂フィルムFをむらなく充填させた後、硬化させる。
その後、第1の金型2を除去すると、図8bに示すようにコイル素子パターン30及び貫通孔パターン40を備えた樹脂金型5が注型金型3の上に作製される。その後、図8cに示すように第2の金型の側壁部を画成する注型金型4を除去する。
次いで、シード層をコイル素子パターン30の領域と貫通孔パターン40の領域に形成して、電気めっきによりパターン部を導電層で埋めると、図8dに示すようにコイル素子30a及び貫通孔40aが樹脂金型5内に形成される。
最後に、注型金型3を樹脂金型5から剥離すると、図8eに示すように樹脂基板が完成する。
104 第1コイル素子106の他端
104a 第1コイル素子106aの他端
106,106a 第1コイル素子
108 第1の電極
110 第2の電極
110a 貫通電極
202 第2コイル素子の一端
202a 最上層にある第2コイル素子206aの一端
204 下層にある第2コイル素子206の他端
206 下層にある第2コイル素子
206a 最上層にある第2コイル素子
208 貫通電極
208a 貫通孔
300 プリント配線基板
Claims (3)
- 一端から他端にかけて時計廻り(又は反時計廻り)方向に内側に向って渦巻状に巻回された第1コイル素子パターンが、所定の深さで表面に刻印され、前記刻印された前記第1コイル素子パターンが電気めっきにより導電層で埋められて第1コイル素子が形成された第1樹脂基板と、
一端から他端にかけて時計廻り(又は反時計廻り)方向に外側に向って渦巻状に巻回された第2コイル素子パターンが、所定の深さで表面に刻印され、前記刻印された前記第2コイル素子パターンが電気めっきにより導電層で埋められて第2コイル素子が形成された第2樹脂基板と、を備え、
前記第1樹脂基板と前記第2樹脂基板とを表面と裏面とが対向するよう交互に積層して接着させて前記第1コイル素子と前記第2コイル素子とが交互に重畳された積層成型体を形成し、下層にある前記第1コイル素子の前記他端と上層にある前記第2コイル素子の前記一端とを上層にある前記第2樹脂基板の前記一端に設けた貫通孔を介して電気的に接続し、上層にある前記第1コイル素子の前記一端と下層にある前記第2コイル素子の前記他端とを上層にある前記第1樹脂基板の前記一端に設けた貫通孔を介して電気的に接続して、前記積層成型体内に前記第1コイル素子と前記第2コイル素子とが交互に直列接続されたパワーインダクタを構成し、最下層にある前記第1樹脂基板に形成された前記第1コイル素子の前記一端と最上層にある前記第2樹脂基板に形成された前記第2コイル素子の前記他端とから前記積層成型体外に電極を引出して、前記パワーインダクタの電極としたことを特徴とするコイル部品。 - 最下層にある前記第1樹脂基板の第1の位置と第2の位置とには、基板を貫通して刻印され、電気めっきにより導電層で埋められた第1の電極と第2の電極とを配置し、上層にある前記第1樹脂基板及び前記第2樹脂基板の前記第2の位置には基板を貫通して刻印され、電気めっきにより導電層で埋められた貫通電極を配置し、積層時に各層の貫通電極同士を連結して最下層にある前記第2の電極に電気的に接続し、最下層にある前記第1樹脂基板に形成された前記第1コイル素子の前記一端を前記第1の電極に接続し、最上層にある前記第2樹脂基板に形成された前記第2コイル素子の前記他端を前記貫通電極に接続し、前記第1の電極と前記第2の電極とを前記パワーインダクタの電極とすることを特徴とする請求項1に記載のコイル部品。
- 前記第1及び第2樹脂基板が熱硬化性樹脂によって作製されることを特徴とする請求項1に記載のコイル部品。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/007676 WO2015097728A1 (ja) | 2013-12-27 | 2013-12-27 | コイル部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5584844B1 true JP5584844B1 (ja) | 2014-09-03 |
| JPWO2015097728A1 JPWO2015097728A1 (ja) | 2017-03-23 |
Family
ID=51617845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014512967A Active JP5584844B1 (ja) | 2013-12-27 | 2013-12-27 | コイル部品 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5584844B1 (ja) |
| TW (1) | TW201546842A (ja) |
| WO (1) | WO2015097728A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12303945B2 (en) * | 2020-10-13 | 2025-05-20 | Regenesis Bioremediation Products | Methods for cleaning-in-place |
| CN114551063B (zh) * | 2022-04-02 | 2023-09-15 | 电子科技大学 | 一种树脂型电感结构 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0745477A (ja) * | 1993-07-26 | 1995-02-14 | Murata Mfg Co Ltd | 電子部品およびその製造方法 |
| JPH07183127A (ja) * | 1993-12-24 | 1995-07-21 | Murata Mfg Co Ltd | チップ型トランス |
| JP2005191408A (ja) * | 2003-12-26 | 2005-07-14 | Matsushita Electric Ind Co Ltd | コイル導電体とその製造方法およびこれを用いた電子部品 |
| JP2008108882A (ja) * | 2006-10-25 | 2008-05-08 | Matsushita Electric Ind Co Ltd | 電子部品とその製造方法 |
| JP2008166391A (ja) * | 2006-12-27 | 2008-07-17 | Tdk Corp | 導体パターンの形成方法および電子部品 |
| JP5294286B1 (ja) * | 2012-10-30 | 2013-09-18 | 株式会社Leap | コイル素子の製造方法 |
-
2013
- 2013-12-27 WO PCT/JP2013/007676 patent/WO2015097728A1/ja not_active Ceased
- 2013-12-27 JP JP2014512967A patent/JP5584844B1/ja active Active
-
2014
- 2014-12-18 TW TW103144251A patent/TW201546842A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0745477A (ja) * | 1993-07-26 | 1995-02-14 | Murata Mfg Co Ltd | 電子部品およびその製造方法 |
| JPH07183127A (ja) * | 1993-12-24 | 1995-07-21 | Murata Mfg Co Ltd | チップ型トランス |
| JP2005191408A (ja) * | 2003-12-26 | 2005-07-14 | Matsushita Electric Ind Co Ltd | コイル導電体とその製造方法およびこれを用いた電子部品 |
| JP2008108882A (ja) * | 2006-10-25 | 2008-05-08 | Matsushita Electric Ind Co Ltd | 電子部品とその製造方法 |
| JP2008166391A (ja) * | 2006-12-27 | 2008-07-17 | Tdk Corp | 導体パターンの形成方法および電子部品 |
| JP5294286B1 (ja) * | 2012-10-30 | 2013-09-18 | 株式会社Leap | コイル素子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015097728A1 (ja) | 2015-07-02 |
| TW201546842A (zh) | 2015-12-16 |
| JPWO2015097728A1 (ja) | 2017-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5294286B1 (ja) | コイル素子の製造方法 | |
| US11289265B2 (en) | Inductor having conductive line embedded in magnetic material | |
| CN103430252B (zh) | 层叠型电感元件及其制造方法 | |
| JP5294288B1 (ja) | 樹脂基板を用い、電気鋳造によりコイル素子を製造する方法 | |
| KR101503144B1 (ko) | 박막 인덕터 소자 및 이의 제조방법 | |
| JP2014036223A (ja) | インダクタ素子及びその製造方法 | |
| TW201238422A (en) | Process of electronic structure and electronic structure | |
| JP2015070263A (ja) | パッケージキャリアおよびその製造方法 | |
| JP2016152260A (ja) | 電子装置 | |
| CN107872925A (zh) | 将部件嵌入导电箔上的芯中 | |
| TWI747453B (zh) | 線圈裝置 | |
| CN210075747U (zh) | 多层基板 | |
| JP2006332147A (ja) | コイル導電体およびその製造方法並びにそれを用いたコイル部品の製造方法 | |
| TWI342729B (en) | Manufacturing method of circuit board | |
| JP2019125707A (ja) | コイル部品及びその製造方法 | |
| JP5584844B1 (ja) | コイル部品 | |
| JP5514375B1 (ja) | コイル部品及びコイル部品の製造方法 | |
| CN116153638B (zh) | 一种平面变压器的制作方法及平面变压器 | |
| JP5997799B2 (ja) | 基板構造およびその製造方法 | |
| CN209496722U (zh) | 层叠线圈 | |
| JP2008066671A (ja) | 薄型磁気部品及びその製造方法 | |
| JP5294287B1 (ja) | コイル素子の製造方法 | |
| US20160379745A1 (en) | Magnetic Patterned Wafer Used for Production of Magnetic-Core-Inductor Chip Bodies and Methods of Making the Same | |
| JP2012084623A (ja) | 電子部品の製造方法 | |
| JP2007335653A (ja) | 回路基板の製造方法、及びその回路基板、並びにその回路基板を使用した回路モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5584844 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S303 | Written request for registration of pledge or change of pledge |
Free format text: JAPANESE INTERMEDIATE CODE: R316303 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |