JP5589946B2 - 燃料電池及びその製造方法 - Google Patents
燃料電池及びその製造方法 Download PDFInfo
- Publication number
- JP5589946B2 JP5589946B2 JP2011093651A JP2011093651A JP5589946B2 JP 5589946 B2 JP5589946 B2 JP 5589946B2 JP 2011093651 A JP2011093651 A JP 2011093651A JP 2011093651 A JP2011093651 A JP 2011093651A JP 5589946 B2 JP5589946 B2 JP 5589946B2
- Authority
- JP
- Japan
- Prior art keywords
- expanded metal
- gas
- fuel cell
- separator
- diffusion layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/04—Auxiliary arrangements, e.g. for control of pressure or for circulation of fluids
- H01M8/04082—Arrangements for control of reactant parameters, e.g. pressure or concentration
- H01M8/04201—Reactant storage and supply, e.g. means for feeding, pipes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/023—Porous and characterised by the material
- H01M8/0232—Metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D31/00—Other methods for working sheet metal, metal tubes, metal profiles
- B21D31/04—Expanding other than provided for in groups B21D1/00 - B21D28/00, e.g. for making expanded metal
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0247—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form
- H01M8/0254—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form corrugated or undulated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0258—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the configuration of channels, e.g. by the flow field of the reactant or coolant
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0267—Collectors; Separators, e.g. bipolar separators; Interconnectors having heating or cooling means, e.g. heaters or coolant flow channels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/04—Auxiliary arrangements, e.g. for control of pressure or for circulation of fluids
- H01M8/04291—Arrangements for managing water in solid electrolyte fuel cell systems
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1007—Fuel cells with solid electrolytes with both reactants being gaseous or vaporised
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/2483—Details of groupings of fuel cells characterised by internal manifolds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/18—Expanded metal making
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Fuel Cell (AREA)
Description
まず、本実施形態の基本構成及び基本原理について説明する。
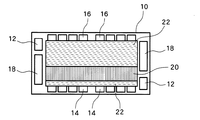
図1(a)に、本実施形態におけるセル10の平面図を示す。セル10を構成するセパレータの左右端部には、アノードマニホールド12が形成され、燃料ガスとしての水素ガスが供給される。また、セル10を構成するセパレータの上下端部には、カソードマニホールドが形成される。カソードマニホールドは、図においてはカソードマニホールド入口14及びカソードマニホールド出口16として示されている。酸化剤ガスとしての空気は、図中、下部のカソードマニホールド入口14から供給され、図中、上部のカソードマニホールド出口16から排出される。すなわち、燃料ガスとしての水素ガスは図中横方向に流れ、酸化剤ガスとしての空気は、水素ガスの流れと垂直な上下方向に流れる。また、セパレータの左右端部には、冷却水マニホールド18が形成され、冷却水が供給される。
上記の実施形態では、カソードマニホールド入口14の近傍に第1エキスパンドメタル20を配置しているが、第1エキスパンドメタル20の他にも、他のエキスパンドメタルを配置することも可能である。
第1実施形態では、カソードマニホールド入口14の近傍に第1エキスパンドメタル20を配置しているが、この第1エキスパンドメタル20の領域ではガスが直線的に流れるため、カソードマニホールド入口14の形成位置によってはガスが流入しにくい領域が生じ得る。
以上、本発明の実施形態について説明したが、本発明はこれに限定されるものではなく、種々の変形が可能である。
Claims (6)
- 燃料電池であって、
ガス拡散層と、
セパレータと、
前記ガス拡散層と前記セパレータとの間に配置され、エキスパンドメタルからなる酸化剤ガス流路と、
を備え、
前記エキスパンドメタルは、
前記ガス拡散層側を流れる酸化剤ガスと、前記セパレータ側を流れる酸化剤ガスが互いに連通する開口を有しない上流側の第1エキスパンドメタルと、
前記開口を備える下流側の第2エキスパンドメタルと、
を有することを特徴とする燃料電池。 - 請求項1に記載の燃料電池において、
前記第1エキスパンドメタルの全体に対する比率は、1/3以上1/2以下である
ことを特徴とする燃料電池。 - 請求項1に記載の燃料電池において、さらに、
前記酸化剤ガス流路に酸化剤ガスを供給するカソードマニホールドと、
前記カソードマニホールドと前記第1エキスパンドメタルとの間に配置され、前記カソードマニホールドからの酸化剤ガスを拡散して前記第1エキスパンドメタルに流入させるガス拡散部材と、
を有することを特徴とする燃料電池。 - 請求項3記載の燃料電池において、
前記ガス拡散部材は、第2エキスパンドメタルと同一のエキスパンドメタルから構成される
ことを特徴とする燃料電池。 - 燃料電池であって、
ガス拡散層と、
セパレータと、
前記ガス拡散層と前記セパレータとの間に配置され、エキスパンドメタルからなる酸化剤ガス流路と、
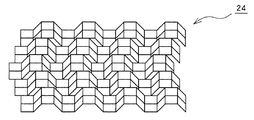
を有し、前記エキスパンドメタルは、前記酸化剤ガス流路の上流側に対応する部分においてせん断刃を平板の送り方向と垂直方向に搖動させずにせん断することで隣接するメッシュが直線上に配置するように形成され、前記酸化剤ガス流路の下流側に対応する部分においてせん断刃を送り方向と垂直方向に搖動させてせん断することで隣接するメッシュが互い違いに配置するように形成される
ことを特徴とする燃料電池。 - 燃料電池の製造方法であって、
前記燃料電池は、ガス拡散層とセパレータとの間に配置され、エキスパンドメタルからなる酸化剤ガス流路を有し、
前記エキスパンドメタルは、前記酸化剤ガス流路の上流側に対応する部分においてせん断刃を平板の送り方向と垂直方向に搖動させずにせん断することで隣接するメッシュが直線上に配置するように形成され、前記酸化剤ガス流路の下流側に対応する部分においてせん断刃を送り方向と垂直方向に搖動させてせん断することで隣接するメッシュが互い違いに配置するように形成される
ことを特徴とする燃料電池の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011093651A JP5589946B2 (ja) | 2011-04-20 | 2011-04-20 | 燃料電池及びその製造方法 |
| PCT/IB2012/000767 WO2012143781A1 (en) | 2011-04-20 | 2012-04-18 | Fuel cell and manufacturing method of expanded metal |
| US14/112,394 US9825314B2 (en) | 2011-04-20 | 2012-04-18 | Fuel cell and manufacturing method of expanded metal |
| CN201280019368.1A CN103503213B (zh) | 2011-04-20 | 2012-04-18 | 燃料电池以及制造金属网的方法 |
| DE112012001791.9T DE112012001791B4 (de) | 2011-04-20 | 2012-04-18 | Brennstoffzelle mit einem metallischen Streckgitter |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011093651A JP5589946B2 (ja) | 2011-04-20 | 2011-04-20 | 燃料電池及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012226981A JP2012226981A (ja) | 2012-11-15 |
| JP5589946B2 true JP5589946B2 (ja) | 2014-09-17 |
Family
ID=46085091
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011093651A Active JP5589946B2 (ja) | 2011-04-20 | 2011-04-20 | 燃料電池及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9825314B2 (ja) |
| JP (1) | JP5589946B2 (ja) |
| CN (1) | CN103503213B (ja) |
| DE (1) | DE112012001791B4 (ja) |
| WO (1) | WO2012143781A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11431000B2 (en) | 2019-05-10 | 2022-08-30 | Hyundai Motor Company | Fuel cell apparatus |
| WO2023128447A1 (ko) * | 2021-12-28 | 2023-07-06 | 주식회사 진영정기 | 구조적 변형이 방지되는 고체산화물 연료전지용 집전체 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101451838B1 (ko) | 2012-12-13 | 2014-10-16 | 두산중공업 주식회사 | 용융탄산염 연료전지 및 그 연료전지의 집전판 제조 방법 |
| KR101528075B1 (ko) * | 2013-12-24 | 2015-06-10 | 주식회사 포스코 | 고체산화물 연료전지용 공기극 집전체 |
| JP6102892B2 (ja) * | 2014-11-14 | 2017-03-29 | トヨタ自動車株式会社 | 燃料電池セル |
| DE102015215231A1 (de) | 2015-08-10 | 2017-02-16 | Volkswagen Ag | Bipolarplatte sowie Brennstoffzellensystem mit einer solchen |
| DE102015222552A1 (de) * | 2015-11-16 | 2017-05-18 | Volkswagen Ag | Brennstoffzellenstapel Bipolarplatten aufweisend sowie Brennstoffzellensystem |
| DE102016208873A1 (de) | 2016-05-23 | 2017-11-23 | Volkswagen Aktiengesellschaft | Bipolarplatte, Brennstoffzellenstapel und Brennstoffzellensystem mit kaskadierter Befeuchtung |
| DE102016111638A1 (de) | 2016-06-24 | 2017-12-28 | Volkswagen Ag | Bipolarplatte mit variabler Breite der Reaktionsgaskanäle im Eintrittsbereich des aktiven Bereichs, Brennstoffzellenstapel und Brennstoffzellensystem mit solchen Bipolarplatten sowie Fahrzeug |
| CN107611457B (zh) * | 2017-08-31 | 2020-09-29 | 上海汽车集团股份有限公司 | 一种燃料电池及其阴极板 |
| JP6897471B2 (ja) * | 2017-10-04 | 2021-06-30 | トヨタ車体株式会社 | 燃料電池用ガス流路形成板および燃料電池スタック |
| JP2019067695A (ja) * | 2017-10-04 | 2019-04-25 | トヨタ車体株式会社 | 燃料電池用ガス流路形成板および燃料電池スタック |
| CN110854402A (zh) * | 2018-08-21 | 2020-02-28 | 上海汽车集团股份有限公司 | 一种气体扩散层前驱体及其制备方法以及气体扩散层和燃料电池 |
| CN109326802B (zh) * | 2018-10-31 | 2025-05-27 | 温州大学激光与光电智能制造研究院 | 一种圆盘形叶脉状交指型质子交换膜燃料电池双极板 |
| TWI699037B (zh) * | 2018-12-25 | 2020-07-11 | 財團法人工業技術研究院 | 電極分隔板結構及其應用之燃料電池 |
| KR20230008838A (ko) | 2020-05-15 | 2023-01-16 | 누베라 퓨엘 셀스, 엘엘씨 | 연료 전지 유동장을 위한 기복 구조 |
| DE102020113354A1 (de) * | 2020-05-18 | 2021-11-18 | Audi Aktiengesellschaft | Brennstoffzellenaufbau, Brennstoffzellenstapel sowie Kraftfahrzeug mit einer Brennstoffzellenvorrichtung |
| JP7616115B2 (ja) | 2022-02-16 | 2025-01-17 | トヨタ自動車株式会社 | 燃料電池 |
| CN115652352B (zh) * | 2022-11-11 | 2023-07-04 | 嘉庚创新实验室 | 一种用于碱性电解水制氢的气液扩散件及其应用 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005209470A (ja) * | 2004-01-22 | 2005-08-04 | Equos Research Co Ltd | 燃料電池 |
| JP4992188B2 (ja) * | 2005-03-11 | 2012-08-08 | 株式会社エクォス・リサーチ | セパレータユニット及び燃料電池スタック |
| JP2006294327A (ja) * | 2005-04-07 | 2006-10-26 | Toyota Auto Body Co Ltd | 燃料電池用セパレータ |
| JP2008243572A (ja) | 2007-03-27 | 2008-10-09 | Equos Research Co Ltd | 集電体及び燃料電池 |
| JP5077537B2 (ja) * | 2007-05-16 | 2012-11-21 | トヨタ車体株式会社 | 燃料電池用セパレータおよび同燃料電池用セパレータを構成するガス拡散部材の成形方法 |
| JP2009026476A (ja) * | 2007-07-17 | 2009-02-05 | Toyota Motor Corp | 燃料電池セル |
| JP2009230936A (ja) * | 2008-03-19 | 2009-10-08 | Toyota Motor Corp | 燃料電池 |
| JP5429467B2 (ja) * | 2008-08-27 | 2014-02-26 | トヨタ自動車株式会社 | 燃料電池 |
| CN102106026A (zh) * | 2008-10-10 | 2011-06-22 | 丰田自动车株式会社 | 燃料电池 |
-
2011
- 2011-04-20 JP JP2011093651A patent/JP5589946B2/ja active Active
-
2012
- 2012-04-18 CN CN201280019368.1A patent/CN103503213B/zh not_active Expired - Fee Related
- 2012-04-18 US US14/112,394 patent/US9825314B2/en active Active
- 2012-04-18 WO PCT/IB2012/000767 patent/WO2012143781A1/en not_active Ceased
- 2012-04-18 DE DE112012001791.9T patent/DE112012001791B4/de not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11431000B2 (en) | 2019-05-10 | 2022-08-30 | Hyundai Motor Company | Fuel cell apparatus |
| WO2023128447A1 (ko) * | 2021-12-28 | 2023-07-06 | 주식회사 진영정기 | 구조적 변형이 방지되는 고체산화물 연료전지용 집전체 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103503213A (zh) | 2014-01-08 |
| US20140162175A1 (en) | 2014-06-12 |
| WO2012143781A1 (en) | 2012-10-26 |
| DE112012001791B4 (de) | 2019-07-25 |
| CN103503213B (zh) | 2016-03-02 |
| US9825314B2 (en) | 2017-11-21 |
| DE112012001791T5 (de) | 2014-01-09 |
| JP2012226981A (ja) | 2012-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5589946B2 (ja) | 燃料電池及びその製造方法 | |
| JP5408263B2 (ja) | 燃料電池 | |
| JP4951925B2 (ja) | 燃料電池用ガスセパレータおよび燃料電池 | |
| US9450253B2 (en) | Fuel cell | |
| JP6604261B2 (ja) | 燃料電池 | |
| JP6454904B2 (ja) | 燃料電池用ガス流路形成板及び燃料電池スタック | |
| JP6205915B2 (ja) | 燃料電池のガス流路形成部材及び燃料電池 | |
| US10553881B2 (en) | Fuel cell | |
| JP2017199608A (ja) | 燃料電池 | |
| JP2009026476A (ja) | 燃料電池セル | |
| JP6458286B2 (ja) | 燃料電池用ガス流路形成板及び燃料電池スタック | |
| US9385381B2 (en) | Fuel cell stack | |
| JP5157047B2 (ja) | 固体高分子電解質型燃料電池で用いる電解質膜の製造方法 | |
| JP5298758B2 (ja) | 燃料電池の発電セルに用いるガス流路形成部材及びその製造方法 | |
| JP2009117221A (ja) | スタック構造を有する燃料電池 | |
| JP2004281304A (ja) | 固体高分子形燃料電池 | |
| EP4618201A1 (en) | Fuel cell separator having point contact channel structure | |
| KR101637630B1 (ko) | 연료 전지 분리판 및 이를 포함하는 연료 전지 스택 | |
| KR20130067537A (ko) | 연료전지용 분리판 | |
| JP2008287945A (ja) | 燃料電池のガス流路形成部材および燃料電池 | |
| JP2005044797A (ja) | 燃料電池及びその製造方法 | |
| JP2009026472A (ja) | 燃料電池セル | |
| JP2011014376A (ja) | 燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130530 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140324 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140415 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140714 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5589946 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |