JP5597263B2 - 微細構造積層体、微細構造積層体の作製方法及び微細構造体の製造方法 - Google Patents
微細構造積層体、微細構造積層体の作製方法及び微細構造体の製造方法 Download PDFInfo
- Publication number
- JP5597263B2 JP5597263B2 JP2012547902A JP2012547902A JP5597263B2 JP 5597263 B2 JP5597263 B2 JP 5597263B2 JP 2012547902 A JP2012547902 A JP 2012547902A JP 2012547902 A JP2012547902 A JP 2012547902A JP 5597263 B2 JP5597263 B2 JP 5597263B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- microstructure
- sol
- inorganic
- gel material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1204—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material inorganic material, e.g. non-oxide and non-metallic such as sulfides, nitrides based compounds
- C23C18/1208—Oxides, e.g. ceramics
- C23C18/1216—Metal oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1204—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material inorganic material, e.g. non-oxide and non-metallic such as sulfides, nitrides based compounds
- C23C18/122—Inorganic polymers, e.g. silanes, polysilazanes, polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1229—Composition of the substrate
- C23C18/1233—Organic substrates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/02—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition
- C23C18/12—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by thermal decomposition characterised by the deposition of inorganic material other than metallic material
- C23C18/1229—Composition of the substrate
- C23C18/1245—Inorganic substrates other than metallic
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F77/00—Constructional details of devices covered by this subclass
- H10F77/70—Surface textures, e.g. pyramid structures
- H10F77/707—Surface textures, e.g. pyramid structures of the substrates or of layers on substrates, e.g. textured ITO layer on a glass substrate
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P76/00—Manufacture or treatment of masks on semiconductor bodies, e.g. by lithography or photolithography
- H10P76/20—Manufacture or treatment of masks on semiconductor bodies, e.g. by lithography or photolithography of masks comprising organic materials
- H10P76/204—Manufacture or treatment of masks on semiconductor bodies, e.g. by lithography or photolithography of masks comprising organic materials of organic photoresist masks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24521—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface
- Y10T428/24537—Parallel ribs and/or grooves
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Ceramic Engineering (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Electroluminescent Light Sources (AREA)
- Photovoltaic Devices (AREA)
Description
本発明者らは、樹脂層と、この樹脂層上に設けられ表面に微細凹凸構造を有する無機材料層とを備えた微細構造積層体において、ゾルゲル材料を含む無機層の表面に凹凸構造を設けることで、耐環境性、耐候性、及び長期安定性に優れ、大面積化が可能な微細構造積層体を実現できることを見出した。また、樹脂層において、無機層側の領域のフッ素元素濃度を高めることにより、樹脂層と無機層との分離を容易にして、微細構造積層体の生産性を高められることを見出し、本発明を完成させるに至った。
基材11としては、光ナノインプリント用途に使用可能な各種基材を用いることができる。ここで、ナノインプリント、又はナノインプリントプロセスとは、数nmから数μmのサイズの微細凹凸構造を有するモールドを用い、モールドの微細凹凸構造をレジスト層に転写する技術をいうものとする。特に、光ナノインプリントとは、ナノインプリントの中でも、レジスト層の硬化に可視光やUV光などの活性エネルギー線を使用する技術をいうものとする。
樹脂層12の上側表面(基材11とは反対側の表面)には、微細凹凸構造が形成されている。当該微細凹凸構造は、無機層13の微細凹凸構造と対応関係にある。樹脂層12の微細凹凸構造の凸部は、無機層13の微細凹凸構造の凹部に相当し、樹脂層12の微細凹凸構造の凹部は、無機層13の微細凹凸構造の凸部に相当する。このような対応関係が得られるのは、無機層13が、樹脂層12に接するようにゾルゲル材層を形成した後、当該ゾルゲル材層を硬化させて得られるものだからである。このため、樹脂層12の微細凹凸構造と、無機層13の微細凹凸構造との間には、ほぼ完全な対応関係が存在する。ここでほぼ完全な対応関係とは、樹脂層12の微細凹凸構造の体積に対し、無機層13の微細凹凸構造の体積が、0%以上20%以下である範囲を指す。
1<Es/Eb≦30000 (1)
樹脂層12の材料となる光重合性材料としては、光重合性混合物である、(メタ)アクリレート、フッ素含有(メタ)アクリレート、及び光重合開始剤の混合物を用いることが好ましい。ここで、(メタ)アクリレートはアクリレート又はメタアクリレートであることを意味する。また、上記光重合性混合物に、シランカップリング剤やシルセスキオキサンを添加してもよい。シランカップリング剤やシルセスキオキサンを添加することで、樹脂層12の耐久性が向上するためである。また、樹脂層12としては、光ナノインプリントにより形成された光重合性混合物の硬化物を含むことが好ましい。
光重合性混合物に用いられる(メタ)アクリレートは、重合性モノマーであれば特に制限はないが、アクリロイル基又はメタクリロイル基を有するモノマー、ビニル基を有するモノマー、アリル基を有するモノマーが好ましく、アクリロイル基又はメタクリロイル基を有するモノマーがより好ましい。また、重合性モノマーとしては、重合性基を複数具備した多官能性モノマーであることが好ましく、重合性基の数は、重合性に優れることから1〜4の整数が好ましい。また、2種類以上の重合性モノマーを混合して用いる場合、重合性基の平均数は1〜3が好ましい。単一モノマーを使用する場合は、重合反応後の架橋点を増やし、硬化物の物理的安定性(強度、耐熱性等)を得るため、重合性基の数が3以上のモノマーであることが好ましい。また、重合性基の数が1又は2であるモノマーの場合、重合性数の異なるモノマーと併用して使用することが好ましい。
光重合性混合物に用いられるフッ素含有(メタ)アクリレートとしては、フッ素を含有する(メタ)アクリレートであれば特に制限はないが、ポリフルオロアルキレン鎖、及び/又はペルフルオロ(ポリオキシアルキレン)鎖と、重合性基とを有することが好ましく、直鎖状ペルフルオロアルキレン基、又は炭素原子−炭素原子間にエーテル性酸素原子が挿入され且つトリフルオロメチル基を側鎖に有するペルフルオロオキシアルキレン基がさらに好ましい。また、トリフルオロメチル基を分子側鎖又は分子構造末端に有する直鎖状のポリフルオロアルキレン鎖、及び/又は直鎖状のペルフルオロ(ポリオキシアルキレン)鎖が特に好ましい。

光重合性混合物に用いられる光重合開始剤は、光によりラジカル反応又はイオン反応を引き起こすものであり、ラジカル反応を引き起こす光重合開始剤が好ましい。光重合開始剤としては、例えば、以下の光重合開始剤が挙げられる。
光重合性混合物に用いられるシランカップリング剤は、カップリング反応を引き起こす基と加水分解性基を有する化合物である限り特に制限されない。シランカップリング剤の分子量としては、相溶性の観点から100〜1500が好ましく、効果的にシロキサン結合を樹脂層12に導入すると共に、樹脂層12から樹脂の浸透を抑制し離型を向上させるという観点から100〜600がより好ましい。
光重合性混合物に用いられるシルセスキオキサンは、組成式(R5SiO3/2)cで表されるポリシロキサンであれば特に限定されない。かご型、はしご型、ランダム等のいずれの構造を有するポリシロキサンであってもよい。中でも、かご型或いははしご型の構造を有するポリシロキサンがより好ましい。樹脂層12の物理的安定性が向上し、離型が良好になるため、かご型であると、さらに好ましい。また、組成式(R5SiO3/2)cにおいて、R5は、置換又は無置換のシロキシ基その他任意の置換基でよい。cは、8〜12であることが好ましく、樹脂層12を得る際の重合性が良好になるため、8〜10であることがより好ましい。樹脂層12からの樹脂の浸透を抑制し、離型を向上させる観点からcは8がなお好ましい。c個のR5は、それぞれ同一であっても異なっていてもよい。
樹脂層12の材料となる熱可塑性樹脂としては、例えば、ポリエチレン、ポリプロピレン、ポリスチレン、アクリロニトリル/スチレン系重合体、アクリロニトリル/ブタジエン/スチレン系重合体、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ(メタ)アクリレート、ポリアリレート、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリイミド、ポリアセタール、ポリカーボネート、ポリフェニレンエーテル、ポリエーテルエーテルケトン、ポリサルホン、ポリエーテルサルホン、ポリフェニレンスルフィド、ポリフッ化ビニリデン、テトラフルオロエチレン/ペルフルオロ(アルキルビニルエーテル)系共重合体、テトラフルオロエチレン/エチレン系共重合体、フッ化ビニリデン/テトラフルオロエチレン/ヘキサフルオロプロピレン系共重合体、テトラフルオロエチレン/プロピレン系共重合体、ポリフルオロ(メタ)アクリレート系重合体、主鎖に含フッ素脂肪族環構造を有する含フッ素重合体、ポリフッ化ビニル、ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン、クロロトリフルオロエチレン/エチレン系共重合体、クロロトリフルオロエチレン/炭化水素系アルケニルエーテル系共重合体、テトラフルオロエチレン/ヘキサフルオロプロピレン系共重合体、フッ化ビニリデン/ヘキサフルオロプロピレン系共重合体などを挙げることができる。
無機層13としては、ゾルゲル材料の硬化体である硬化ゾルゲル材層、ゾルゲル材料の部分硬化体である半硬化ゾルゲル材層、ゾルゲル材料の硬化物に、さらに未硬化のゾルゲル材料を含ませた層である無機材層、及び無機微粒子、バインダーポリマー、及びゾルゲル材料の混合物を含む無機微粒子層を用いることが可能である。以下、無機層13について、第1の実施の形態〜第4の実施の形態を参照して詳細に説明する。
第1の実施の形態においては、無機層13として、ゾルゲル材料の硬化体である硬化ゾルゲル材層(ゾルゲル材料の硬化物層)を用いる。ゾルゲル材料とは、熱や触媒の作用により、加水分解重縮合が進行し、硬化する化合物群である。例えば、金属アルコキシド(金属アルコラート)、金属キレート化合物、ハロゲン化金属、ハロゲン化シラン、液状ガラス、スピンオングラス、又はこれらの反応物であり、又はこれらに硬化を促進させる触媒を含ませたものである。これらは、要求される物性に応じて、単独で用いても良いし、複数種類を組み合わせて用いても良い。また、ゾルゲル材料に、シリコーンをはじめとするシロキサン材料や、反応抑制剤などを含ませても良い。また、ゾルゲル材料としては、未硬化のもののみでなく、部分硬化体を用いることもできる。ここで、ゾルゲル材料の部分硬化体とは、ゾルゲル材料の重合反応が部分的に進行し、未反応の官能基が残っているものをいう。当該部分硬化体に、さらに、熱、光などを加えると、未反応の官能基が縮合し、さらに硬化が進行する。
次に、第2の実施の形態について説明する。第2の実施の形態においては、無機層13として、ゾルゲル材料の硬化物に、さらに未硬化のゾルゲル材料を含ませた層である無機材層を用いる。このように、ゾルゲル材料の硬化物を用いることで、屈折率の制御が容易になる。また、ゾルゲル材料の硬化物に存在する空隙などにゾルゲル材料を加えて空隙を埋めることで、屈折率の向上や物理強度の向上といった効果を得ることができる。また、未硬化のゾルゲル材料が接着材として機能するため、無機材層を別の基板に貼り合わせることが可能になる。ゾルゲル材料の硬化物に、未硬化のゾルゲル材料を含ませる方法としては、硬化物をゾルゲル材料の溶液に含浸させる方法や、硬化物をゾルゲル材料の蒸気にさらす方法などがある。
次に、第3の実施の形態について説明する。第3の実施の形態においては、無機層13として、無機微粒子、バインダーポリマー、及びゾルゲル材料の混合物を含む層である無機微粒子層を用いる。無機微粒子層は、無機微粒子、バインダーポリマー、及びゾルゲル材料の混合物を含む層である。無機微粒子をバインダーポリマーで固定し、ゾルゲル材料をその空隙に加えることで、ゾルゲル材料によって無機微粒子層の空隙を埋めることができるため、屈折率の向上や物理強度の向上といった効果を得ることができる。また、ゾルゲル材料が接着材として機能するため、無機微粒子層を別の基板に貼り合わせることが可能になる。
次に、第4の実施の形態について説明する。第4の実施の形態においては、無機層13として、ゾルゲル材料の部分硬化体である半硬化ゾルゲル材層を用いる。半硬化ゾルゲル材層には、ゾルゲル材料の部分硬化体が含まれる。ゾルゲル材料の部分硬化体とは、ゾルゲル材料の重合反応が部分的に進行することで、材料の粘度がゲル材料として形状保持できる程度まで増加した状態を指し、未反応の官能基が残っている状態である。当該部分硬化体に、さらに、熱、光などを加えると、未反応の官能基が縮合し、さらに硬化が進行する。このため、微細構造積層体1の半硬化ゾルゲル材層を無機基板などの表面に貼合し、半硬化ゾルゲル材層を硬化させることにより、無機物のみで、微細凹凸構造を有する基板を構成することができる。このため、上述の微細構造積層体1を用いて、耐環境性、耐候性にすぐれた、微細凹凸構造を有する基板を提供することができる。なお、微細構造積層体1は、無機基板などの表面に貼合されて使用されるため、半硬化ゾルゲル材層は、貼合できる程度の表面タッキング性を有する粘度状態であると好ましい。
図7は、第4の実施の形態に係る第1の微細構造積層体1の製造工程、及び第1の微細構造積層体1を使用した微細構造積層体の作製方法の概略を示す図である。なお、ここでは、図1、及び図5Aに示される微細構造積層体1の製造工程等について示すが、本発明はこれに限られない。
本発明者らは、リール状樹脂モールド上にゾルゲル材料を含む無機層を設け、この無機層の少なくとも一部を硬化することにより、微細構造体の製造時のタクトタイムの増大を回避でき、かつ大面積化が可能となる微細構造体の製造方法を実現できることを見出した。
本実施の形態に係る微細構造体の製造方法においては、図8Aに示すように、光透過性の基材31(透明シート)と、この基材31上に設けられ表面に微細凹凸構造を有する光硬化性樹脂層32と、を備えたリール状樹脂モールド33を作製する(モールド作製工程)。次に、図8Bに示すように、このリール状樹脂モールド33の光硬化性樹脂層32上にゾルゲル材料を塗布してゾルゲル材料を含む無機層34を形成し(ゾルゲル層形成工程)する。
図9は、本実施の形態に係る微細構造体の製造方法におけるリール状樹脂モールド作製工程に用いられる製造装置の概略図である。図9に示す製造装置は、基材31を送り出す原反ロール101と、リール状樹脂モールド33を巻き取る巻き取りロール102とを備える。原反ロール101と巻き取りロール102との間には、基材31の搬送方向における上流側から下流側に向けて、基材31上に光硬化性樹脂を塗布する塗布装置103と、外周面に微細凹凸構造を有する円筒状金型104と、基材31上の光硬化性樹脂と円筒状金型の外周面との間を密着させる加圧手段105と、光硬化性樹脂に光を照射する光源106と、がこの順に設けられている。また、溶媒を用いて光硬化性樹脂を塗布する場合には、塗布装置103の下流側に光硬化性樹脂中の溶媒を乾燥する乾燥炉107を更に備えた転写装置を用いてもよい。
円筒状金型104としては、外周面に製造する微細構造体の微細凹凸構造の形状に応じた微細凹凸構造を有する円筒状金型を用いる。円筒状金型104の微細凹凸構造は、レーザー切削法、電子線描画法、フォトリソグラフィー法、半導体レーザーを用いた直接描画リソグラフィー法、干渉露光法、電鋳法、陽極酸化法などの加工方法により基材の外周面に直接形成することができる。これらの中でも、微細凹凸形状に継目のない円筒状金型を得る観点から、フォトリソグラフィー法、半導体レーザーを用いた直接描画リソグラフィー法、干渉露光法、電鋳法、陽極酸化法が好ましく、半導体レーザーを用いた直接描画リソグラフィー法、干渉露光法、陽極酸化法がより好ましい。
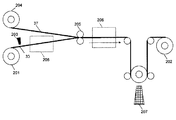
無機層形成工程においては、リール状樹脂モールドロール201から送り出されたリール状樹脂モールド33の微細凹凸構造に、塗布装置203により直接ゾルゲル材料を塗布して無機層34を形成する。
予備硬化工程においては、乾燥炉206でゾルゲル材料を部分硬化又は全体的に硬化させることによりリール状樹脂モールド33の表面に形成された無機層34を予備硬化する。ここで、部分硬化とはゾルゲル材料が、加水分解重縮合により部分的に反応を進行した状態であり、ゾルゲル材料の粘度は上昇するが、表面タック性は残っている状態を意味する。一方で、硬化とは、部分硬化よりも反応が進行し表面タック性が排除された状態を意味する。部分硬化に硬化した場合も全体的に硬化した場合も、更なる高温加熱処理を施すことで、反応は進行し、最終的に完全硬化する。無機層34として、硬化ゾルゲル材層(ゾルゲル材料の硬化物層)を得る場合は、無機層34を全体的に硬化させ、半硬化ゾルゲル材層を得る場合は無機層34を部分硬化させ、無機微粒子層を得る場合は、無機層34を部分硬化するか又は全体的に硬化させ、無機材層を得る場合には無機層34を全体的に硬化させる。
積層工程においては、無機層34上に無機材料層35を貼合わせて積層体36とする。なお、無機材料層35と無機層34との貼り合わせには、ゾルゲル材料やゾルゲル材料の部分硬化体などを接着材として用いてもよい。
無機材料層35としては、例えば、ソーダ板ガラス、石英ガラス基板、サファイア基板、透明導電性基板、又はシリコン基板などの無機基板を用いることが好ましい。なお、無機材料層35は、上述した無機層34の予備硬化前に積層してもよく、予備硬化後に積層してもよい。
転写工程においては、予備硬化した無機層34と、の界面からリール状樹脂モールドを剥離する。リール状樹脂モールド33の剥離については、物理的に剥離する剥離方法を用いてもよく、化学的に剥離する剥離方法を用いてもよく、種々の剥離方法を選択することができる。物理的に剥離する剥離方法としては、リール状樹脂モールド33のみを巻き取る方法が挙げられる。
完全硬化工程においては、無機層34を高温加熱して無機層34を完全硬化させる。完全硬化工程においては、無機層34の組成によって硬化温度、及び加熱時間が異なるが、概ね300℃以上で1時間程度を加熱することにより、無機層34を完全に硬化することができる。なお、液状ガラスであれば、室温で硬化することもできる。以上の工程により、本実施の形態に係る微細構造体を製造することが可能となる。
なお、上記実施の形態に係る微細構造体の製造方法において、無機層形成工程後に、リール状樹脂モールド33表面の微細凹凸構造上に無機層34を形成してから、保護フィルム37(カバーフィルム37)を無機層34上に積層するカバーフィルム積層工程を施してもよい(図11A〜図11F参照)。このようにカバーフィルム37を設けることにより、無機層34を巻き締めから保護することができる。このカバーフィルム37は、予備硬化工程や積層工程の前に剥離することができる。
カバーフィルム37としては、基材31と同様に、ハンドリング性、加工性に優れた樹脂フィルムであることが好ましい。カバーフィルムとしては、例えば、ポリメタクリル酸メチルフィルム、ポリカーボネートフィルム、ポリスチレンフィルム、シクロオレフィンフィルム(COP)、架橋ポリエチレンフィルム、ポリ塩化ビニルフィルム、ポリアリレートフィルム、ポリフェニレンエーテルフィルム、変性ポリフェニレンエーテルフィルム、ポリエーテルイミドフィルム、ポリエーテルサルフォンフィルム、ポリサルフォンフィルム、ポリエーテルケトンフィルム、トリアセチルセルロール(TAC)フィルムなどの非晶性熱可塑性樹脂や、ポリエチレンテレフタレート(PET)フィルム、ポリエチレンナフタレートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリブチレンテレフタレートフィルム、芳香族ポリエステルフィルム、ポリアセタールフィルム、ポリアミドフィルムなどがあり、フィルムの膜厚、剛性、伸度の観点から、好ましくは、ポリエチレンフィルム、ポリプロピレンフィルム、トリアセチルセルロール(TAC)フィルム、ポリエチレンテレフタレート(PET)フィルム、より好ましくは、ポリエチレンフィルム、ポリプロピレンフィルムである。
まず、基材上に設けられた微細凹凸構造を有する樹脂層を含む樹脂モールドを作製した。当該樹脂モールドは、表面に微細凹凸構造を有する円筒形状の金型に、基材上に塗布された光硬化性樹脂を押圧した後、光硬化性樹脂を光硬化させる方法で作製した。
装置;HITACHI s−5500
加速電圧;10kV
MODE;Normal
使用機器 ;サーモフィッシャーESCALAB250
励起源 ;mono.AlKα 15kV×10mA
分析サイズ;約1mm(形状は楕円)
取込領域
Survey scan;0〜1, 100eV
Narrow scan;F 1s,2−1s,O 1s,N 1s
Pass energy
Survey scan; 100eV
Narrow scan; 20eV
ここでは、図5Aのように、無機層に接するようにフィルムを配置した実施例について説明する。
まず、上記実施例1と同様のリール状樹脂モールドを作製した。次に、上記リール状樹脂モールドを用いて、微細構造積層体を作製した。ここでは、微細凹凸構造が形成されたリール状樹脂モールドを巻き出して平坦面に設置し、その微細凹凸構造表面に、以下のように調製した溶液(5)、溶液(6)、溶液(7)のいずれかを膜厚が6μmになるように塗布し、105℃で3分乾燥させることにより、ゾルゲル材料の硬化物層と、樹脂モールドとの積層体を得た。当該塗布は、マイクログラビアコーティング(廉井精機社製)により行った。以下において、溶液(5)、溶液(6)、溶液(7)を用いて形成された積層体を、それぞれ、積層体(5)、積層体(6)、積層体(7)と称する。
ここでは、図5Aのように、無機材層に接するようにフィルムを配置した実施例について説明する。
実施例1で作製したリール状樹脂モールドを用いて、微細構造積層体を作製した。ここでは、PEフィルム上に、SH710(東レ・ダウコーニング社製)とKBM5103(信越化学工業社製)とチタニウムテトラブトキシド(和光純薬工業社製)とIrgacure184(Ciba社製)及びIrgacure369(Ciba社製)を質量部で、1:2:2:0.068:0.032の割合で混合した溶液Xを、膜厚が6μmになるように塗布し、PET微細凹凸構造が形成されたリール状樹脂モールドを巻き出して、その微細凹凸構造表面と貼りあわせると同時に、UV露光を行い、巻き取った。
まず、実施例1と同様にリール状樹脂モールドを作製した。次に、作製したリール状樹脂モールドを用いて、微細構造積層体を作製した。ここでは、微細凹凸構造が形成されたリール状樹脂モールドを巻き出して平坦面に設置し、その微細凹凸構造表面に、以下のように調製した溶液(11)、溶液(12)、溶液(13)、溶液(14)のいずれかを膜厚が6μmになるように塗布し、105℃で3分乾燥させ、UV光で硬化させることにより、各溶液の固形分である無機微粒子とバインダーポリマーとの混合層と、樹脂モールドとの積層体を得た。当該塗布は、マイクログラビアコーティング(廉井精機社製)により行った。以下において、溶液(11)、溶液(12)、溶液(13)、溶液(14)を用いて形成された積層体を、それぞれ、積層体(11)、積層体(12)、積層体(13)、積層体(14)と称する。
ここでは、図5Aのように、無機微粒子層に接するようにフィルムを配置した実施例について説明する。
実施例1で作製した上記リール状樹脂モールドを用いて、微細構造積層体を作製した。ここでは、PEフィルム上に、SH710(東レ・ダウコーニング社製)とKBM5103(信越化学工業社製)とチタニウムテトラブトキシド(Wako)とIrgacure 184(Ciba社製)及びIrgacure369(Ciba社製)を質量部で、1:2:2:0.068:0.032の割合で混合した溶液100質量部に対し、酸化チタン微粒子20質量部添加した溶液Yを、膜厚が6μmになるように塗布し、PET微細凹凸構造が形成されたリール状樹脂モールドを巻き出して、その微細凹凸構造表面と貼りあわせると同時に、UV露光を行い、巻き取った。
まず、実施例1と同様のリール状樹脂モールドを作製した。次に、作製したリール状樹脂モールドを用いて、微細構造積層体を作製した。ここでは、微細凹凸構造が形成されたリール状樹脂モールドを巻き出して平坦面に設置し、その微細凹凸構造表面に、Honeywell社製のACCUGLASS311を膜厚が3μmになるように塗布し、80℃で10分の乾燥、半硬化処理を施して微細構造積層体を得た。当該塗布は、マイクログラビアコーティング(廉井精機社製)により行った。その後、微細構造積層体を、リール状に巻き取った。
ここでは、図5Aのように、半硬化ゾルゲル材層に接するようにフィルムを配置した実施例について説明する。
ここでは、図5Bのように、樹脂モールドの裏面に細長いフィルムを配置した実施例について説明する。
ここでは、図5Cのように、樹脂モールドの表面の端部(淵)に細長いフィルムを配置した実施例について説明する。
円筒状金型の基材として石英ガラスロールを用い、半導体レーザーを用いた直接描画リソグラフィー法により微細凹凸構造を石英ガラスロールの外周面に形成した。微細凹凸構造を形成した石英ガラスロールの外周面にデュラサーフHD−1101Z(ダイキン化学工業社製)を塗布した。60℃で1時間加熱後、室温で24時間静置して固定化した後、デュラサーフHD−ZV(ダイキン化学工業社製)で3回洗浄し、離型処理を施した。以上の工程により、微細凹凸構造として、ピッチ200nmの微細ホール構造を有する石英ガラスロール、460nmの微細ホール構造を有する石英ガラスロール及びピッチ130nmのラインアンドスペース構造を有する石英ガラスロールを作製した。
OPTOOL DAC HP(ダイキン工業社製)、トリメチロールプロパントリアクリレート(東亞合成社製 M350)、Irgacure 184(Ciba社製)を混合し、転写材料を調液した。OPTOOL DAC HPは、トリメチロールプロパントリアクリレート100質量部に対し、10質量部〜20質量部添加した。なお、後述する樹脂モールドAから樹脂モールドBを作る工程では、樹脂モールドAを作製する際に使用した樹脂と同様の樹脂を使用して樹脂モールドBを作製した。
PETフィルムA−4100(東洋紡社製:幅300mm、厚さ100μm)の易接着面にマイクログラビアコーティング(廉井精機社製)により、樹脂モールドAを作製した際に使用した転写材料と同様の転写材料を塗布膜厚6μmになるように塗布した。円筒状金型から直接転写して得られた樹脂モールドAの微細凹凸構造面に対し、転写材料が塗布されたPETフィルムをニップロール(0.1MPa)で押し付けた。次に、大気下、温度25℃、湿度60%で、ランプ中心下での積算露光量が600mJ/cm2となるように、UV露光装置(Hバルブ、フュージョンUVシステムズ・ジャパン社製)を用いて紫外線を照射し、連続的に光硬化を実施して円筒状金型と同様の微細凹凸構造を具備するリール状の樹脂モールドB(長さ200m、幅300mm)を得た。得られた樹脂モールドBの表面フッ素元素濃度(Es)と平均フッ素元素濃度(Eb)との比率Es/Ebは、OPTOOL DAC HPの仕込み量により35〜75の間に調整した。以上の工程を3つの樹脂モールドAを用いて実施し、3つの樹脂モールドBを作製した。作製した樹脂モールドBの凹凸構造及びEs/Ebを下記表2に記載した。
<転写用積層体の作製>
樹脂モールドA,B上にゾルゲル材料を含む無機層を成膜して微細構造積層体(A)を作製した。次に、無機層の上面に基材を貼合せた後、樹脂モールドA,Bを剥離することにより、転写用積層体を作製した。ゾルゲル材料を含む無機層の成膜には、下記表4に示すゾルゲル材料(A)〜(F)を使用した。なお、下記表4において、カテゴリーとは、原料が無機材料のみか、又は有機材料と無機材料との複合体(ハイブリッド)かを示す。また、縮合時間とは、ゾルゲル材料を予備縮合した時間である。予備縮合とは、ゾルゲル材料を予め部分的に重縮合するものであり、80度の条件下、真空引きにより行った。下記表4において、TTBとは、テトラ(tert−ブトキシ)チタン(IV)(和光純薬工業社製)であり、DEDFSとは、ジエトキシジフェニルシラン(信越シリコーン社製、LS−5990)であり、TEOSとは、テトラエトキシシラン(信越化学工業社製、LS−2430)であり、3APTMSとは、3−アクリロキシプピルトリエトキシシラン(信越シリコーン社製、KBM−5103)であり、I.184とは、Irgacure 184(Ciba社製)であり、M211Bとは、アロニックスM211B(東亞合成社製)であり、M101Aとは、アロニックスM101A(東亞合成社製)である。
転写用積層体(1)をカットして試料を作製した。作製した試料について、走査型電子顕微鏡にて無機層の表面を観察して評価した。評価結果を下記表5に示す。下記表5においては、微細凹凸構造が、転写面積に対して9割以上転写できていれば〇とし、7割以上9割未満転写できていれば△とし、7割未満の転写の場合は×とした。また、無機層のゾルゲル材料が未硬化だった場合も×とした。
ゾルゲル材料の塗工時に80℃の乾燥雰囲気を通過させることにより、ゾルゲル材料の重縮合を促進させて表面タック性を排除した以外は、実施例13と同様にして微細構造積層体(B)を作製した。作製した微細構造積層体(2)の無機層の表面にポリエチレンからなるカバーフィルムを合わせて巻き取った。
基材として、ガラス基板を用いた転写用積層体(2−1)及びサファイア基板を用いた転写用積層体(2−2)をカットして試料を作製した。作製した試料について、走査型電子顕微鏡にて無機層の表面を観察して評価した。評価結果を下記表6に示す。なお、下記表6においては、表5と同様の基準で評価した。
樹脂モールドA,B上にゾルゲル材料を含む第1の無機層を成膜して微細構造積層体を作製した。次に、第1の無機層上にゾルゲル材料を含む第2の無機層を更に成膜して微細構造積層体(C)を作製した。ゾルゲル材料としては、上記表4に示したものを使用した。第1の無機層及び第2の無機層は、80℃の乾燥雰囲気を通過させたこと以外は、実施例13と同様の条件で製膜した。次に、作製した微細構造積層体(C)は、無機層の表面側にポリエチレンからなるカバーフィルムを合わせて巻き取った。
実施例14と同様に、転写用積層体(3−1)、(3−2)をカットした試料について、走査型電子顕微鏡にて無機層の表面を観察した。その結果、全ての試料に対して、転写形成された微細構造が確認され、上記表6と同様の結果が得られた。
上記表4に示したゾルゲル材料について、ゾルゲル材料中のTiアルコキシドの含有率と屈折率との相関について調べた。その結果を図14に示す。図14において、横軸のCM1/CSiは、金属種Siを持つ金属アルコキシドのモル濃度(CSi)と、金属種Tiを持つ金属アルコキシドのモル濃度(CM1)との比率を意味する。ゾルゲル材料としては、図14中の矢印で示したプロットの割合のものを使用した。その結果、転写形成された微細構造が確認された。図14に示すように、CM1/CSiが2.5以上の場合に屈折率が大きくなることが分かる。なお、図14において、矢印で示した以外のプロットについては、CSi及びCM1と屈折率との関係を示している。
<モールドの作製>
平板状金型の基材として、4インチ石英ガラスロールを用いた。この石英ガラスロール表面に半導体レーザーを用いた直接描画リソグラフィー法により微細凹凸構造を形成した。微細凹凸構造を形成した石英ガラスロール表面に対し、デュラサーフHD−1101Z(ダイキン化学工業社製)を塗布し、60℃で1時間加熱後、室温で24時間静置、固定化した。その後、デュラサーフHD−ZV(ダイキン化学工業社製)で3回洗浄し、離型処理を施してガラス製モールド(非樹脂製モールド)作製した。微細凹凸構造として、ピッチ200nm及び、ピッチ460nmの凹凸構造をそれぞれ作製した。
ガラス製モールド上にゾルゲル材料を含む無機層を製膜した。ゾルゲル材料としては、上記表4に示したものを使用した。PGMEにて希釈したゾルゲル材料を、スピンコート法にて膜厚1umになるように、ガラス製モールドの微細凹凸構造上に成膜した。次に、6インチのガラス基材に無機層を貼合した。ゾルゲル材料(A)〜(C)を用いて室温、湿度50%の環境下にて12時間静置した後に、ガラス製モールドを剥離して転写用積層体(4−1)を作製した。また、ゾルゲル材料(D)〜(F)を用いて、ガラス製モールド側からUV照射を行い、20分間静置した後に、ガラス製モールドを剥離して転写用積層体(4−2)を作製した。
作製した転写用積層体(4−1)、(4−2)について、実施例13〜実施例15に係る転写用積層体(1)〜(3−2)と同様に評価した。結果を下記表7に示す。下記表7においては、判定は上記表5と同様の基準で判定した。
<転写用積層体(5−1)、(5−2)の作製>
比較例1と同様して作製されたにガラス製モールドを用い、比較例1と同様にガラス製モールドの微細凹凸構造上にゾルゲル材料を含む無機層を製膜した。次に、80℃で10分間乾燥させた後、8インチのガラス基板上に同様のゾルゲル材料を膜厚700nmとなるようにスピンコートして無機層を成膜した。その後、ガラス製モールドの無機層の表面とガラス基板上の無機層とを貼り合せた。その他については、比較例1と同様にして転写用積層体(5−1)、(5−2)を作製した。
作製した転写用積層体(5−1)、(5−2)について、比較例1と同様に評価した。その結果、比較例1に係る転写用積層体(4−1)、(4−2)と同様に、ゾルゲル材料(A)〜(C)を使用した場合は、ゾルゲル材料が硬化しておらず、微細凹凸構造は転写されていなかった。また、ゾルゲル材料(D)〜(F)を使用した場合は、ゾルゲル材料の硬化は確認されたが、ガラス製モールドを剥離する際の剥離不良が大きく、4インチにカットした試料の表面内において転写不良個所が多く認められた。
<転写用積層体(6−1)、(6−2)の作製>
比較例1と同様して作製されたにガラス製モールドを用い、比較例1と同様にガラス製モールドの微細凹凸構造上にゾルゲル材料を含む無機層を製膜した。次に、無機層を80℃で10分間乾燥させた後、硬化した無機層上に同様のゾルゲル材料を膜厚700nmとなるようにスピンコートした。その後、ガラス製モールドの無機層面とガラス基板とを貼り合せた。その後、比較例1と同様にガラス製モールドを剥離して転写用積層体(6−1)、(6−2)を作製した。
作製した転写用積層体(6−1)、(6−2)について、比較例1と同様に評価した。その結果、比較例1に係る転写用積層体(4−1)、(4−2)と同様に、ゾルゲル材料(A)〜(C)を使用した場合は、ゾルゲル材料が硬化しておらず、微細凹凸構造は転写されていなかった。また、ゾルゲル材料(D)〜(F)を使用した場合は、ゾルゲル材料の硬化は確認されたが、ガラス製モールドを剥離する際の剥離不良が大きく、4インチにカットした試料の表面内において転写不良個所が多く認められた。
<ガラス製モールドの作製>
比較例1に係るガラス製モールドと同様にして作製した。このガラス製モールドは、ピッチが460nm、深さが460nm、開口径が430nmである。ガラス製モールドにおいては、平均フッ素元素濃度Ebが0に漸近する為、Es/Eb値は∞(無限大)に漸近する。
円筒状金型の表面に、外周面にホール形状の微細凹凸構造を設けた円筒状金型を使用した。微細凹凸構造は、ピッチ460nm、開口径430nm、深さ460nmとした。次に、実施例13と同様にして樹脂モールドAを作製し、作製した樹脂モールドAを鋳型として樹脂モールドB(1)〜(12)を作製した。
転写試験は、樹脂モールドB(1)〜(12)及びガラス製モールドをそれぞれ使用し、以下に示す3つの条件で実施した。
転写試験1…比較例1と同様にして転写試験を実施した。
転写試験2…比較例2と同様にして転写試験を実施した。
転写試験3…比較例3と同様にして転写試験を実施した。
上記第1の実施の形態〜上記第4の実施の形態に係る微細構造積層体を用いて偏光素子、回折格子基材及び無反射基材を作製し、その性能を評価した。
表面にピッチ145nm、高さ150nm、幅65nmのラインアンドスペース構造を具備する円筒状金型を作製した。続いて、実施例13と同様にして樹脂モールドAを作製した。作製した樹脂モールドAのEs/Ebは、48であった。
式(1)
偏光度=[(Imax−Imin)/(Imax+Imin)]×100%
ピッチ200nm、開口径185nm、高さ210nmのホール形状を具備する円筒状金型を作製した。実施例13と同様にして樹脂モールドBを作製した。Es/Ebが49の樹脂モールドBを使用した。
(a)モールド作製工程
円筒状金型の基材としては、石英ガラスロールを用いた。この石英ガラスロールの外周面に対して半導体レーザーを用いた直接描画リソグラフィー法により、微細凹凸構造を形成した。次に、微細凹凸構造を形成した石英ガラスロール表面に対し、デュラサーフHD−1101Z(ダイキン化学工業社製)を塗布し、60℃で1時間加熱後、室温で24時間静置し、固定化した。その後、デュラサーフHD−ZV(ダイキン化学工業社製)で3回洗浄して離型処理を施して円筒状金型を作製した。
リール状樹脂モールドの保護フィルムを巻取り、ゾルゲル材料(TGA−FPA、アポロリンク社製)をグラビアコーティングにより、リール状樹脂モールドの表面の微細凹凸構造上に膜厚3μmになるように塗布した。その後、80℃、10分の条件で乾燥を実施した後、300mm角に裁断した。
裁断したPETフィルムに対し、同寸法のソーダ板ガラスを積層した。
これを、窒素雰囲気下のオーブンで、再度100℃、1時間の条件で部分硬化した。
次いで、室温でトルエンに5分浸漬させ、PETフィルム及び光硬化性樹脂をソーダ板ガラスから剥離した。
リール状樹脂モールドを剥離したソーダ板ガラスを窒素雰囲気下のオーブンで、300℃で1時間の条件で完全硬化して微細構造体を作製した。微細構造体の微細凹凸構造の形状を走査型電子顕微鏡観察で確認した結果、隣接する凸部間の距離は250nmであり、凸部高さは250nmであった。
(a)モールド作製工程
円筒状金型の基材としては、石英ガラスロールを用いた。この石英ガラスロールの外周面に半導体レーザーを用いた直接描画リソグラフィー法により、微細凹凸構造を形成した。微細凹凸構造を形成した石英ガラスロール表面に対し、デュラサーフHD−1101Z(ダイキン化学工業社製)を塗布し、60℃で1時間加熱後、室温で24時間静置、固定化した。その後、デュラサーフHD−ZV(ダイキン化学工業社製)で3回洗浄し、離型処理を施して円筒状金型を作製した。
リール状樹脂モールドの保護フィルムを巻取り、ゾルゲル材料(TGA−FPA、アポロリンク社製)をグラビアコーティングにより、微細凹凸構造が形成された面に膜厚3μmになるように塗布した。
その後、80℃、10分の条件で乾燥を実施した後、カバーフィルム(ポリエチレンフィルム:厚さ20μm)をラミネート法により無機層上に積層した。
窒素雰囲気下のオーブンで、再度80℃、12時間の条件で部分硬化した。
300mm角に裁断した後、カバーフィルムを剥離した基材(PETフィルム)に対し、同寸法のソーダ板ガラスを積層した。
これを、窒素雰囲気下のオーブンで、再度100℃、1時間の条件で部分硬化した。
次いで、室温でトルエンに5分浸漬させた後、基材(PETフィルム)及び光硬化性樹脂をソーダ板ガラスから剥離した。
リール状樹脂モールドを剥離したソーダ板ガラスを窒素雰囲気下のオーブンで、300℃、1時間の条件で完全硬化して微細構造体を作製した。得られた表面凹凸構造の形状を走査型電子顕微鏡観察で確認した結果、隣接する凸部同士間の距離は250nmであり、凸部高さは250nmであった。
(a)モールド作製工程
円筒状金型の基材として石英ガラスロールを用いた。この石英ガラスロールの外周面に半導体レーザーを用いた直接描画リソグラフィー法により、微細凹凸構造を石英ガラス表面に形成した。微細凹凸構造を形成した石英ガラスロール表面に対し、デュラサーフHD−1101Z(ダイキン化学工業社製)を塗布し、60℃で1時間加熱後、室温で24時間静置、固定化した。その後、デュラサーフHD−ZV(ダイキン化学工業社製)で3回洗浄し、離型処理を実施した。
リール状樹脂モールドの保護フィルムを巻取り、アポロリンク社製のTGA−FPAをグラビアコーティングにより、微細凹凸構造が形成された面に膜厚3μmになるように塗布した。
その後、80℃、10分の条件で乾燥を実施した後、カバーフィルム(ポリエチレンフィルム:厚さ20μm)をラミネート法によりTGA−FPA上に積層した。
窒素雰囲気下のオーブンで、再度80℃、12時間の条件で部分硬化した。
300mm角に裁断の後、カバーフィルムを剥離し、同寸法の2液タイプのエポキシ接着剤(エポキシ−チオール系)が塗布されたソーダ板ガラスを積層した。
次いで、室温でトルエンに5分浸漬させ、PETフィルム及び光硬化性樹脂をソーダ板ガラスから剥離した。
リール状樹脂モールドを剥離したソーダ板ガラスを窒素雰囲気下のオーブンで、300℃、1時間の条件で完全硬化した。得られた表面微細凹凸の形状は、走査型電子顕微鏡観察で確認した結果、凸部同士の隣接距離は250nm、凸部高さは250nmであった。
(a)モールド作製工程
円筒状金型の基材には石英ガラスを用い、半導体レーザーを用いた直接描画リソグラフィー法により微細凹凸構造を石英ガラス表面に形成した。微細凹凸構造を形成した石英ガラスロール表面に対し、デュラサーフHD−1101Z(ダイキン化学工業社製)を塗布し、60℃で1時間加熱後、室温で24時間静置、固定化した。その後、デュラサーフHD−ZV(ダイキン化学工業社製)で3回洗浄し、離型処理を実施した。
ゾルゲル材料(TGA−FPA、アポロリンク社製)をグラビアコーティングにより、カバーフィルム(ポリエチレンフィルム:厚さ20μm)上に膜厚3μmになるように塗布した。
その後、80℃、10分の条件で乾燥を実施した後、カバーフィルムとリール状樹脂モールドとをラミネート法により貼合した。
貼合したフィルムを窒素雰囲気下のオーブンで、再度80℃、12時間の条件で部分硬化した。
貼合されたゾルゲル材料とリール状樹脂モールドとを、300mm角に裁断の後、カバーフィルムを剥離し、同寸法の2液タイプのエポキシ接着剤(エポキシ−チオール系)が塗布されたソーダ板ガラスの両面に積層した。
次いで、室温でトルエンに5分浸漬させ、基材(PETフィルム)及び光硬化性樹脂をソーダ板ガラスから剥離した。
リール状樹脂モールドを剥離したソーダ板ガラスを窒素雰囲気下のオーブンで、300℃、1時間の条件で完全硬化して微細構造体を作製した。得られた微細構造体の表面凹凸構造の形状は、走査型電子顕微鏡観察で確認した結果、隣接する凸部同士間の距離は250nmであり、凸部高さは250nmであった。
Claims (47)
- 基材と、前記基材の一主面上に設けられ、表面に微細凹凸構造を有する樹脂層と、前記樹脂層の前記微細凹凸構造上に設けられ、前記樹脂層の前記微細凹凸構造に対応する形状の微細凹凸構造を有するゾルゲル材料を含む無機層と、を具備し、
前記樹脂層の前記無機層側領域中のフッ素元素濃度(Es)が、前記樹脂層中の平均フッ素濃度(Eb)より高いことを特徴とする微細構造積層体。 - 前記無機層が、ゾルゲル材料の硬化物を含むことを特徴とする請求項1記載の微細構造積層体。
- 前記無機層が、半硬化ゾルゲル材料を含むことを特徴とする請求項1記載の微細構造積層体。
- 前記無機層が、ゾルゲル材料の硬化物と、未硬化のゾルゲル材料と、を含むことを特徴とする請求項1記載の微細構造積層体。
- 前記無機層が、機能性微粒子を含むことを特徴とする請求項2から請求項4のいずれかに記載の微細構造積層体。
- 前記未硬化のゾルゲル材料が、ゾルゲル材料の部分硬化体を含むことを特徴とする請求項4又は請求項5記載の微細構造積層体。
- 前記無機層が、無機微粒子、バインダーポリマー、及びゾルゲル材料の混合物を含むことを特徴とする請求項1記載の微細構造積層体。
- 前記バインダーポリマーが、光重合性混合物の硬化物であることを特徴とする請求項7記載の微細構造積層体。
- 前記ゾルゲル材料として、ゾルゲル材料の部分硬化体を含むことを特徴とする請求項7又は請求項8記載の微細構造積層体。
- 前記樹脂層の前記無機層側領域中のフッ素元素濃度(Es)と、前記樹脂層中の平均フッ素濃度(Eb)との比が、下記式(1)を満たすことを特徴とする請求項1から請求項9のいずれかに記載の微細構造積層体。
式(1)
1<Es/Eb≦30000 - 前記樹脂層の前記無機層側領域中のフッ素元素濃度(Es)と、前記樹脂層中の平均フッ素濃度(Eb)との比が、下記式(2)を満たすことを特徴とする請求項1から請求項9のいずれかに記載の微細構造積層体。
式(2)
20≦Es/Eb≦240 - 前記樹脂層が、光ナノインプリントにより形成された光重合性混合物の硬化物を含むことを特徴とする請求項1から請求項11のいずれかに記載の微細構造積層体。
- 前記樹脂層が、(メタ)アクリレート、フッ素含有(メタ)アクリレート、及び光重合開始剤を含むことを特徴とする請求項1から請求項12のいずれかに記載の微細構造積層体。
- 前記フッ素含有(メタ)アクリレートが、下記一般式(1)及び/又は下記一般式(2)で表されることを特徴とする請求項13に記載の微細構造積層体。
- 前記樹脂層が、前記(メタ)アクリレート100質量部に対して、前記フッ素含有(メタ)アクリレートを0.01重量部〜50重量部含有し、前記光重合開始剤を0.01重量部〜10重量部含有することを特徴とする請求項13又は請求項14記載の微細構造積層体。
- 前記無機層が、金属アルコキシド、金属アルコキシドの硬化体、及び金属アルコキシドの半硬化体の少なくとも1種を含有することを特徴とする、請求項1から請求項15のいずれかに記載の微細構造積層体。
- 前記微細凹凸構造は、円錐形状、角錐形状、若しくは楕円錘形状の凸部を複数含むピラー形状、又は円錐形状、角錐形状、若しくは楕円錘形状の凹部を複数含むホール形状であり、
凸部同士の距離が、1nm以上2000nm以下であり、
凸部の高さが、1nm以上5000nm以下であることを特徴とする請求項1から請求項16のいずれかに記載の微細構造積層体。 - リール状であることを特徴とする請求項1から請求項17のいずれかに記載の微細構造積層体。
- 前記無機層の前記微細凹凸構造を有する面とは反対側の面上に樹脂フィルムを具備したことを特徴とする請求項1から請求項18のいずれかに記載の微細構造積層体。
- 前記無機層の前記微細凹凸構造を有する面とは反対側の面上に無機基板を具備したことを特徴とする請求項1から請求項18のいずれかに記載の微細構造積層体。
- 前記基材の前記一主面とは反対側の主面上に、前記無機層の厚さよりも大きい厚さを有する二以上の長尺フィルムが、その長手方向が互いに略平行となるように離間して配置されたことを特徴とする請求項1から請求項20のいずれかに記載の微細構造積層体。
- 前記樹脂層の前記微細凹凸構造上に、前記無機層の厚さよりも大きい厚さを有する二以上の長尺フィルムが、その長手方向が互いに略平行となるように離間して配置されたことを特徴とする請求項1から請求項18のいずれかに記載の微細構造積層体。
- 前記無機層の面上に、前記無機層の厚さよりも大きい厚さを有する二以上の長尺フィルムが、その長手方向が互いに略平行となるように配置されたことを特徴とする請求項1から請求項18のいずれかに記載の微細構造積層体。
- 請求項1から請求項18のいずれかに記載の第1の微細構造積層体の第1無機層の微細凹凸構造とは反対側の面に、ゾルゲル材料を含む接着層を介して無機基板を配置し、加熱する工程と、
前記樹脂層及び前記基材を除去する工程と、
前記接着層を硬化させて第2の微細構造積層体を作製する工程と、を有することを特徴とする微細構造積層体の作製方法。 - 前記第2の微細構造積層体の第1無機層の微細凹凸構造表面に、高濃度フッ素層を形成して第3の微細構造積層体を作製する工程を有することを特徴とする請求項24に記載の微細構造積層体の作製方法。
- 前記第2の微細構造積層体の第1無機層上又は前記第3の微細構造積層体の高濃度フッ素層上に、半硬化ゾルゲル材層を形成して第4の微細構造積層体を作製する工程を有すること特徴とする請求項24又は請求項25記載の微細構造積層体の作製方法。
- 前記第4の微細構造積層体の半硬化ゾルゲル材層の微細凹凸構造とは反対側の面に無機基板を配置する工程と、
前記半硬化ゾルゲル材層を予備硬化する工程と、
前記予備硬化された半硬化ゾルゲル材層を、前記第1無機層又は前記高濃度フッ素層との界面において剥離する工程と、
前記予備硬化された半硬化ゾルゲル材層を硬化して第5の微細構造積層体を作製する工程と、を有することを特徴とする請求項26記載の微細構造積層体の作製方法。 - 前記第2の微細構造積層体の第1無機層上又は前記第3の微細構造積層体の高濃度フッ素層上に、更にゾルゲル材料を含む第2無機層を形成して第6の微細構造積層体を作製する工程を有することを特徴とする請求項24又は請求項25記載の微細構造積層体の作製方法。
- 前記第6の微細構造積層体の第2無機層の微細凹凸構造とは反対側の面に、ゾルゲル材料を含む接着層を介して無機基板を配置し、加熱する工程と、
前記第2無機層を、前記第1無機層又は前記高濃度フッ素層との界面において剥離する工程と、
前記接着層を硬化させて第7の微細構造積層体を作製する工程と、を有することを特徴とする請求項28記載の微細構造積層体の作製方法。 - 前記第2の微細構造積層体の第1無機層上又は前記第3の微細構造積層体の高濃度フッ素層上に、樹脂層を形成して第8の微細構造積層体を作製する工程を有することを特徴とする請求項24又は請求項25記載の微細構造積層体の作製方法。
- 前記第8の微細構造積層体の樹脂層を、第1無機層又は高濃度フッ素層との界面において剥離した後、
前記樹脂層の微細凹凸構造に接するように、半硬化ゾルゲル材層を形成する工程と、
前記半硬化ゾルゲル材層の微細凹凸構造とは反対側の面に無機基板を配置する工程と、
前記半硬化ゾルゲル材層を予備硬化する工程と、
前記予備硬化された半硬化ゾルゲル材層を、前記樹脂層との界面において剥離する工程と、
前記予備硬化された半硬化ゾルゲル材層を硬化して第9の微細構造積層体を作製する工程と、を含むことを特徴とする請求項30記載の微細構造積層体の作製方法。 - 請求項3、5、6、10から18のいずれかに記載の第1の微細構造積層体の半硬化ゾルゲル材料を含む無機層の微細凹凸構造とは反対側の面に無機基板を配置する工程と、
前記樹脂層及び基材を除去し、前記無機層の半硬化ゾルゲル材料を硬化させて第10の微細構造積層体を作製する工程と、を有することを特徴とする微細構造積層体の作製方法。 - 前記第10の微細構造積層体の無機層の微細凹凸構造表面に、高濃度フッ素層を形成して第11の微細構造積層体を作製する工程を有することを特徴とする請求項32記載の微細構造積層体の作製方法。
- 前記第10の微細構造積層体の無機層又は前記第11の微細構造積層体の高濃度フッ素層上に、半硬化ゾルゲル材層を形成して第12の微細構造積層体を作製する工程を有することを特徴とする請求項32又は請求項33記載の微細構造積層体の作製方法。
- 前記第12の微細構造積層体の半硬化ゾルゲル材層の微細凹凸構造とは反対側の面に無機基板を配置する工程と、
前記半硬化ゾルゲル材層を予備硬化する工程と、
前記予備硬化された半硬化ゾルゲル材層を、前記無機層との界面において剥離する工程と、
前記予備硬化された半硬化ゾルゲル材層を硬化して第13の微細構造積層体を作製する工程と、を有することを特徴とする請求項34記載の微細構造積層体の作製方法。 - 前記第10の微細構造積層体の無機層の微細凹凸構造上に、樹脂層を形成して第14の微細構造積層体を作製する工程を有することを特徴とする請求項32記載の微細構造積層体の作製方法。
- 前記第14の微細構造積層体の樹脂層を、前記無機層との界面において剥離する工程と、
前記樹脂層の微細凹凸構造に接するように、半硬化ゾルゲル材層を形成する工程と、
前記半硬化ゾルゲル材層の微細凹凸構造とは反対側の面に無機基板を配置する工程と、
前記半硬化ゾルゲル材層を予備硬化する工程と、
前記予備硬化された半硬化ゾルゲル材層を、前記無機層との界面において剥離する工程と、
前記予備硬化された半硬化ゾルゲル材層を硬化して第15の微細構造積層体を作製する工程と、を含むことを特徴とする請求項36記載の微細構造積層体の作製方法。 - 無機材料層と、前記無機材料層上に積層され表面に微細凹凸構造を有するゾルゲル材料を含む無機層とを備えた微細構造体の製造方法であって、
光透過性の基材と、前記基材上に設けられ表面に微細凹凸構造を有する光硬化性樹脂層とを備えたリール状樹脂モールドを作製するモールド作製工程と、
前記リール状樹脂モールドの前記光硬化性樹脂層上にゾルゲル材料を塗布して前記無機層を形成する無機層形成工程と、
前記無機層を予備硬化する予備硬化工程と、
前記無機層上に前記無機材料層を設けて微細構造体用の積層体を形成する積層工程と、
前記積層体を前記リール状樹脂モールドから剥離して前記無機層に前記微細凹凸構造を転写する転写工程と、
剥離した前記積層体の前記無機層を完全に硬化させて微細構造体を得る完全硬化工程とを含むことを特徴とする微細構造体の製造方法。 - 前記予備硬化工程においては、前記ゾルゲル材料を部分的に反応させて粘度を上昇させるか、又は前記ゾルゲル材料を部分的に反応させ表面タック性を排除させることを特徴とする請求項38に記載の微細構造体の製造方法。
- 前記モールド作製工程において、外周面に微細凹凸構造を有する円筒状金型を回転させながら、前記光硬化性樹脂層の表面に前記円筒状金型の前記微細凹凸構造を転写することを特徴とする請求項38又は請求項39記載の微細構造体の製造方法。
- 前記無機層上に前記無機材料層を設けて積層体を形成してから、前記無機層を予備硬化することを特徴とする請求項38から請求項40のいずれかに記載の微細構造体の製造方法。
- 前記ゾルゲル層形成工程において、前記無機層上に更にカバーフィルムを積層することを特徴とする請求項38から請求項41のいずれかに記載の微細構造体の製造方法。
- 前記ゾルゲル層形成工程において、ゾルゲル材料を塗布したカバーフィルムにより前記微細凹凸構造に前記ゾルゲル材料を塗布することを特徴とする請求項38から請求項41のいずれかに記載の微細構造体の製造方法。
- 無機材料層の一方の主面に請求項38から請求項43のいずれかに記載の微細構造体の製造方法により、表面に微細凹凸構造を有する第1無機層を設ける第1無機層形成工程と、前記無機材料層の他方の主面にも同様に請求項38から請求項43のいずれかに記載の微細構造体の製造方法により、表面に微細凹凸構造を有する第2無機層を設ける第2無機層形成工程と、を含むことを特徴とする微細構造体の製造方法。
- 前記第1無機層及び前記第2無機層の微細凹凸構造が、円錐形状、角錐形状、若しくは楕円錘形状の凸部を複数含むピラー形状、又は円錐形状、角錐形状、若しくは楕円錘形状の凹部を複数含むホール形状であり、隣接する凸部同士の距離が1nm以上2000nm以下であり、凸部の高さが1nm以上5000nm以下であることを特徴とする請求項44に記載の微細構造体の製造方法。
- 前記円筒形状の金型の基材が、ガラスロール、石英ガラスロール、ニッケル電鋳ロール、クロム電鋳ロール、アルミロール、又はSUSロールのいずれかであることを特徴とする請求項40から請求項45のいずれかに記載の微細構造体の製造方法。
- 前記無機材料層が、ソーダ板ガラス、石英ガラス基板、サファイア基板、透明導電性基板又はシリコン基板のいずれかであることを特徴とする請求項38から請求項46のいずれかに記載の微細構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012547902A JP5597263B2 (ja) | 2010-12-09 | 2011-12-08 | 微細構造積層体、微細構造積層体の作製方法及び微細構造体の製造方法 |
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010274606 | 2010-12-09 | ||
| JP2010274605 | 2010-12-09 | ||
| JP2010274605 | 2010-12-09 | ||
| JP2010274935 | 2010-12-09 | ||
| JP2010274935 | 2010-12-09 | ||
| JP2010274606 | 2010-12-09 | ||
| JP2010282061 | 2010-12-17 | ||
| JP2010282061 | 2010-12-17 | ||
| JP2011004869 | 2011-01-13 | ||
| JP2011004869 | 2011-01-13 | ||
| PCT/JP2011/078374 WO2012077738A1 (ja) | 2010-12-09 | 2011-12-08 | 微細構造積層体、微細構造積層体の作製方法及び微細構造体の製造方法 |
| JP2012547902A JP5597263B2 (ja) | 2010-12-09 | 2011-12-08 | 微細構造積層体、微細構造積層体の作製方法及び微細構造体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012077738A1 JPWO2012077738A1 (ja) | 2014-05-22 |
| JP5597263B2 true JP5597263B2 (ja) | 2014-10-01 |
Family
ID=46207221
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012547902A Active JP5597263B2 (ja) | 2010-12-09 | 2011-12-08 | 微細構造積層体、微細構造積層体の作製方法及び微細構造体の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9513409B2 (ja) |
| EP (1) | EP2650124B1 (ja) |
| JP (1) | JP5597263B2 (ja) |
| KR (1) | KR101565221B1 (ja) |
| CN (1) | CN103249562B (ja) |
| BR (1) | BR112013014167A2 (ja) |
| MY (1) | MY164197A (ja) |
| TW (1) | TWI458634B (ja) |
| WO (1) | WO2012077738A1 (ja) |
Families Citing this family (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5710236B2 (ja) * | 2010-12-17 | 2015-04-30 | 旭化成イーマテリアルズ株式会社 | 微細構造積層体 |
| TWI432523B (zh) | 2011-06-21 | 2014-04-01 | Asahi Kasei E Materials Corp | And an inorganic composition for transfer of fine asperity structure |
| US9780335B2 (en) | 2012-07-20 | 2017-10-03 | 3M Innovative Properties Company | Structured lamination transfer films and methods |
| JP6092561B2 (ja) * | 2012-10-01 | 2017-03-08 | 東芝機械株式会社 | 被成形体組立体、被成形体組立体の製造装置および被成形体組立体の製造方法 |
| JP2014093385A (ja) * | 2012-11-02 | 2014-05-19 | Fujifilm Corp | インプリント用密着膜の製造方法およびパターン形成方法 |
| FR2997966B1 (fr) | 2012-11-13 | 2020-08-14 | Seb Sa | Article en fonte d'acier comprenant un revetement vitreux et procede de fabrication d'un tel article |
| JP6132545B2 (ja) * | 2012-12-21 | 2017-05-24 | 旭化成株式会社 | 微細パタン形成用積層体 |
| US20140175707A1 (en) | 2012-12-21 | 2014-06-26 | 3M Innovative Properties Company | Methods of using nanostructured transfer tape and articles made therefrom |
| US9711744B2 (en) | 2012-12-21 | 2017-07-18 | 3M Innovative Properties Company | Patterned structured transfer tape |
| US20140242343A1 (en) * | 2013-02-27 | 2014-08-28 | 3M Innovative Properties Company | Lamination transfer films for forming embedded nanostructures |
| EP3427968B2 (en) * | 2013-03-12 | 2023-03-01 | Toppan Printing Co., Ltd. | Display |
| JP6047038B2 (ja) * | 2013-03-12 | 2016-12-21 | 株式会社カネカ | 有機el装置 |
| US9324966B2 (en) | 2013-03-15 | 2016-04-26 | E I Du Pont De Nemours And Company | Thin-film transparent conductive structure and devices made therewith |
| KR101797633B1 (ko) | 2013-04-26 | 2017-11-15 | 제이엑스티지 에네루기 가부시키가이샤 | 소수성 졸겔 재료를 사용한 요철 구조를 가지는 기판 |
| KR20160032218A (ko) * | 2013-07-26 | 2016-03-23 | 제이엑스 닛코닛세키 에네루기 가부시키가이샤 | 요철 구조를 가지는 기판의 제조 방법 |
| TWI529985B (zh) | 2013-12-27 | 2016-04-11 | 國立清華大學 | 提升壓電高分子電性輸出方法及壓電/導電混合高分子薄膜製程 |
| US9246134B2 (en) | 2014-01-20 | 2016-01-26 | 3M Innovative Properties Company | Lamination transfer films for forming articles with engineered voids |
| US10220600B2 (en) | 2014-01-20 | 2019-03-05 | 3M Innovative Properties Company | Lamination transfer films for forming reentrant structures |
| KR102456918B1 (ko) | 2014-01-22 | 2022-10-19 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 글레이징을 위한 미세광학체 |
| WO2015136733A1 (ja) * | 2014-03-14 | 2015-09-17 | シャープ株式会社 | 光学素子及び表示装置 |
| TW201539736A (zh) | 2014-03-19 | 2015-10-16 | 3M新設資產公司 | 用於藉白光成色之 oled 裝置的奈米結構 |
| DE102014104513A1 (de) * | 2014-03-31 | 2015-10-01 | Evonik Degussa Gmbh | Polymerzusammensetzung, Faserverbundhalbzeug und Verfahren zur Herstellung desselben |
| EP3146008A4 (en) | 2014-05-20 | 2018-01-24 | Whitford Corporation | Sol-gel compositions with improved hardness and impact resistance |
| CN104064488B (zh) * | 2014-06-12 | 2016-08-17 | 江阴新顺微电子有限公司 | 检测半导体芯片背面金属层分离的方法 |
| US9472788B2 (en) | 2014-08-27 | 2016-10-18 | 3M Innovative Properties Company | Thermally-assisted self-assembly method of nanoparticles and nanowires within engineered periodic structures |
| EP3209841B1 (en) | 2014-10-20 | 2021-04-07 | 3M Innovative Properties Company | Insulated glazing units and microoptical layer comprising microstructured diffuser and methods |
| JP6441036B2 (ja) * | 2014-11-13 | 2018-12-19 | 旭化成株式会社 | 転写方法 |
| FR3028664B1 (fr) * | 2014-11-14 | 2016-11-25 | Soitec Silicon On Insulator | Procede de separation et de transfert de couches |
| US10518512B2 (en) | 2015-03-31 | 2019-12-31 | 3M Innovative Properties Company | Method of forming dual-cure nanostructure transfer film |
| CN107429113A (zh) * | 2015-03-31 | 2017-12-01 | 捷恩智株式会社 | 涂布剂、皮膜、层叠体、表面保护物品 |
| US10106643B2 (en) | 2015-03-31 | 2018-10-23 | 3M Innovative Properties Company | Dual-cure nanostructure transfer film |
| US20160291227A1 (en) | 2015-04-03 | 2016-10-06 | Moxtek, Inc. | Wire Grid Polarizer with Water-Soluble Materials |
| US10534120B2 (en) * | 2015-04-03 | 2020-01-14 | Moxtek, Inc. | Wire grid polarizer with protected wires |
| KR101781976B1 (ko) * | 2015-04-08 | 2017-10-23 | 한국과학기술연구원 | 나노구조 하이브리드 입자 및 그 제조방법, 그리고 상기 입자를 포함하는 장치 |
| JP6492904B2 (ja) * | 2015-04-08 | 2019-04-03 | ダイキン工業株式会社 | 成形体 |
| US10131802B2 (en) | 2015-11-02 | 2018-11-20 | Metashield Llc | Nanosilica based compositions, structures and apparatus incorporating same and related methods |
| US9899239B2 (en) * | 2015-11-06 | 2018-02-20 | Apple Inc. | Carrier ultra thin substrate |
| JP2018537713A (ja) * | 2015-11-23 | 2018-12-20 | コーニング インコーポレイテッド | ワイヤグリッド偏光子およびその製造方法 |
| TWI624428B (zh) * | 2016-04-01 | 2018-05-21 | 鈺冠科技股份有限公司 | 使用奈米材料的基板結構及其製作方法 |
| US10408983B2 (en) | 2016-08-16 | 2019-09-10 | Moxtek, Inc. | Durable, high performance wire grid polarizer having permeable junction between top protection layer |
| KR101902790B1 (ko) * | 2016-10-31 | 2018-10-01 | 재단법인 나노기반소프트일렉트로닉스연구단 | 고분자층/전도층을 포함하는 적층체, 그를 포함하는 고민감성 및 선형 민감성을 갖는 압력 센서, 및 그의 제조 방법 |
| JP6348951B2 (ja) * | 2016-11-18 | 2018-06-27 | 旭化成株式会社 | ロールモールドの製造方法 |
| EP3406752B1 (en) * | 2017-05-22 | 2023-11-08 | Novaled GmbH | Method for preparing an electronic device |
| US11702494B2 (en) * | 2017-06-20 | 2023-07-18 | Zhejiang Hyproof Technology Co., Ltd | Fluorine-containing mixture material and fluorine-containing super-oleophobic microporous membrane using same as raw material, and preparation method therefor and use thereof |
| CN111107975A (zh) * | 2017-09-22 | 2020-05-05 | 柯尼卡美能达株式会社 | 树脂组合物、以及使用了该组合物的立体造型物的制造方法、立体造型物以及用于把持对象物的配件、以及使用该配件的工业用机器人 |
| CN109554133A (zh) * | 2017-09-26 | 2019-04-02 | 上海纳尔实业股份有限公司 | 一种防指纹tpu保护膜 |
| WO2019119189A1 (en) * | 2017-12-18 | 2019-06-27 | Agency For Science, Technology And Research | Adhesive having increased bonding strength |
| WO2019203926A1 (en) * | 2018-04-16 | 2019-10-24 | Applied Materials, Inc. | Multi stack optical elements using temporary and permanent bonding |
| EP3844224A1 (en) | 2018-08-31 | 2021-07-07 | 3M Innovative Properties Company | Articles including nanostructured surfaces and interpenetrating layers, and methods of making same |
| US11249397B2 (en) * | 2019-11-22 | 2022-02-15 | Canon Kabushiki Kaisha | Method of forming a cured layer by controlling drop spreading |
| CN111019476A (zh) * | 2019-12-11 | 2020-04-17 | 中国地质大学(武汉) | 一种超疏水和光催化油漆及其制备方法 |
| US11434394B2 (en) | 2020-05-14 | 2022-09-06 | The Procter & Gamble Company | Adhesive having increased bonding strength |
| KR102419282B1 (ko) * | 2020-09-11 | 2022-07-12 | 한국전자기술연구원 | 나노구조 광학필름을 이용한 태양전지 모듈 및 이의 제조방법 |
| KR102763916B1 (ko) * | 2020-09-11 | 2025-02-10 | 한국전자기술연구원 | 전면 봉지재에 부착된 나노구조 광학필름을 이용한 태양전지 모듈 및 이의 제조방법 |
| CN112186121B (zh) * | 2020-10-06 | 2022-08-09 | 深圳市中升薄膜材料有限公司 | 一种用于amoled显示面板的复合光学膜 |
| JP7549519B2 (ja) * | 2020-12-21 | 2024-09-11 | シャープ株式会社 | フィルム |
| JP2026060455A (ja) * | 2024-09-27 | 2026-04-08 | コニカミノルタ株式会社 | 機能性膜、機能性膜の製造方法、光学部品、光学デバイス、インクジェットヘッド及び金型 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005047080A (ja) * | 2003-07-31 | 2005-02-24 | Alps Electric Co Ltd | 微細凹凸面を有する樹脂製光学部品成形用型及びこれを用いた樹脂製光学部品の製造方法 |
| JP2008503364A (ja) * | 2004-05-24 | 2008-02-07 | エージェンシー フォー サイエンス,テクノロジー アンド リサーチ | 支持された、および独立した3次元のマイクロまたはナノ構造体のインプリント方法 |
| JP2008068611A (ja) * | 2006-06-30 | 2008-03-27 | Asml Netherlands Bv | インプリントリソグラフィ |
| JP2008162190A (ja) * | 2006-12-28 | 2008-07-17 | Asahi Glass Co Ltd | 微細構造体の製造方法 |
| JP2009045925A (ja) * | 2007-07-23 | 2009-03-05 | Asahi Glass Co Ltd | ナノインプリント用モールドおよびその製造方法 |
| JP2010049745A (ja) * | 2008-08-21 | 2010-03-04 | Fuji Electric Device Technology Co Ltd | ナノインプリント用モールドおよびこれを用いて作製された磁気記録媒体 |
| WO2011111741A1 (ja) * | 2010-03-10 | 2011-09-15 | 旭化成株式会社 | 樹脂モールド |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6029349B2 (ja) * | 1978-10-06 | 1985-07-10 | 大日本印刷株式会社 | 化粧材の製造法 |
| CA2083865C (en) * | 1991-12-04 | 1998-09-29 | Masahiko Sekiya | Substrate for optical recording medium and magneto-optical recording medium using same |
| US6342434B1 (en) * | 1995-12-04 | 2002-01-29 | Hitachi, Ltd. | Methods of processing semiconductor wafer, and producing IC card, and carrier |
| EP0907304B1 (en) * | 1996-05-29 | 2002-11-06 | Idemitsu Kosan Company Limited | Organic el device |
| US6523803B1 (en) * | 1998-09-03 | 2003-02-25 | Micron Technology, Inc. | Mold apparatus used during semiconductor device fabrication |
| US6335479B1 (en) * | 1998-10-13 | 2002-01-01 | Dai Nippon Printing Co., Ltd. | Protective sheet for solar battery module, method of fabricating the same and solar battery module |
| WO2001019587A1 (en) * | 1999-09-16 | 2001-03-22 | Nippon Sheet Glass Co., Ltd. | Method for producing article having predetermined surface shape, and optical waveguide element |
| JP2003004916A (ja) | 2001-06-20 | 2003-01-08 | Dainippon Printing Co Ltd | 表示装置の窓材、その製造方法、及び表示装置 |
| US7006291B2 (en) * | 2002-07-31 | 2006-02-28 | Nippon Sheet Glass Co., Ltd. | Optical device and method for fabricating the same |
| JP4447203B2 (ja) | 2002-09-05 | 2010-04-07 | 大日本印刷株式会社 | パターン形成体 |
| US7143609B2 (en) | 2002-10-29 | 2006-12-05 | Corning Incorporated | Low-temperature fabrication of glass optical components |
| KR100509437B1 (ko) * | 2003-01-27 | 2005-08-26 | 주식회사 에너랜드 | 적층형 리튬이차전지 및 그 제조방법 |
| US20050023433A1 (en) | 2003-07-31 | 2005-02-03 | Alps Electric Co., Ltd. | Resin optical component mold having minute concavo-convex portions and method of manufacturing resin optical component using the same |
| JP4606775B2 (ja) | 2004-05-25 | 2011-01-05 | 電源開発株式会社 | 凹型酸化膜構造体 |
| TW200700793A (en) * | 2005-06-20 | 2007-01-01 | Exploit Technology Co Ltd | Screen protection film with anti-flicker, anti-dizzying, scratch-resistant functions and manufacturing method thereof |
| TWM317021U (en) * | 2006-12-28 | 2007-08-11 | Eternal Chemical Co Ltd | Composite optical film |
| WO2008096594A1 (ja) | 2007-02-07 | 2008-08-14 | Asahi Glass Company, Limited | インプリント用モールドおよびその製造方法 |
| WO2008156177A1 (ja) | 2007-06-20 | 2008-12-24 | Asahi Glass Company, Limited | 酸化物ガラスの表面処理方法 |
| JP2009003331A (ja) * | 2007-06-25 | 2009-01-08 | Toppan Printing Co Ltd | 防眩フィルム |
| JP2009020288A (ja) * | 2007-07-11 | 2009-01-29 | Sony Corp | 防眩性フィルムおよびその製造方法、偏光子ならびに表示装置 |
| JP2009042925A (ja) | 2007-08-07 | 2009-02-26 | Panasonic Corp | コンテンツ利用方法、永続視聴ライセンスの有効性の判断方法、ダウンロード端末、サーバ、ダウンロードシステム、コンテンツの管理方法、プログラム及び記録媒体 |
| JP5261817B2 (ja) | 2008-08-30 | 2013-08-14 | 国立大学法人長岡技術科学大学 | 表面に微細凹凸パターンを有したセラミックス焼成体及びその製造方法 |
| TW201015159A (en) * | 2008-10-02 | 2010-04-16 | Gigastorage Corp | Structure for multi-layer coating composite optical film |
| EP2453485A1 (en) * | 2009-07-09 | 2012-05-16 | LINTEC Corporation | Protective sheet for solar cell module |
-
2011
- 2011-12-08 EP EP11846133.4A patent/EP2650124B1/en not_active Not-in-force
- 2011-12-08 US US13/992,581 patent/US9513409B2/en not_active Expired - Fee Related
- 2011-12-08 JP JP2012547902A patent/JP5597263B2/ja active Active
- 2011-12-08 BR BR112013014167A patent/BR112013014167A2/pt not_active Application Discontinuation
- 2011-12-08 WO PCT/JP2011/078374 patent/WO2012077738A1/ja not_active Ceased
- 2011-12-08 KR KR1020137012558A patent/KR101565221B1/ko not_active Expired - Fee Related
- 2011-12-08 TW TW100145371A patent/TWI458634B/zh not_active IP Right Cessation
- 2011-12-08 MY MYPI2013002099A patent/MY164197A/en unknown
- 2011-12-08 CN CN201180059183.9A patent/CN103249562B/zh not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005047080A (ja) * | 2003-07-31 | 2005-02-24 | Alps Electric Co Ltd | 微細凹凸面を有する樹脂製光学部品成形用型及びこれを用いた樹脂製光学部品の製造方法 |
| JP2008503364A (ja) * | 2004-05-24 | 2008-02-07 | エージェンシー フォー サイエンス,テクノロジー アンド リサーチ | 支持された、および独立した3次元のマイクロまたはナノ構造体のインプリント方法 |
| JP2008068611A (ja) * | 2006-06-30 | 2008-03-27 | Asml Netherlands Bv | インプリントリソグラフィ |
| JP2008162190A (ja) * | 2006-12-28 | 2008-07-17 | Asahi Glass Co Ltd | 微細構造体の製造方法 |
| JP2009045925A (ja) * | 2007-07-23 | 2009-03-05 | Asahi Glass Co Ltd | ナノインプリント用モールドおよびその製造方法 |
| JP2010049745A (ja) * | 2008-08-21 | 2010-03-04 | Fuji Electric Device Technology Co Ltd | ナノインプリント用モールドおよびこれを用いて作製された磁気記録媒体 |
| WO2011111741A1 (ja) * | 2010-03-10 | 2011-09-15 | 旭化成株式会社 | 樹脂モールド |
| JP2011207221A (ja) * | 2010-03-10 | 2011-10-20 | Asahi Kasei E-Materials Corp | 樹脂モールド |
Also Published As
| Publication number | Publication date |
|---|---|
| US9513409B2 (en) | 2016-12-06 |
| TW201236872A (en) | 2012-09-16 |
| KR101565221B1 (ko) | 2015-11-02 |
| KR20130080857A (ko) | 2013-07-15 |
| WO2012077738A1 (ja) | 2012-06-14 |
| EP2650124A1 (en) | 2013-10-16 |
| TWI458634B (zh) | 2014-11-01 |
| JPWO2012077738A1 (ja) | 2014-05-22 |
| EP2650124B1 (en) | 2019-05-15 |
| MY164197A (en) | 2017-11-30 |
| BR112013014167A2 (pt) | 2016-09-13 |
| EP2650124A4 (en) | 2014-04-30 |
| US20130319522A1 (en) | 2013-12-05 |
| CN103249562B (zh) | 2015-07-08 |
| CN103249562A (zh) | 2013-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5597263B2 (ja) | 微細構造積層体、微細構造積層体の作製方法及び微細構造体の製造方法 | |
| US10766169B2 (en) | Resin mold | |
| KR101326614B1 (ko) | 미세 패턴 형성용 적층체 및 미세 패턴 형성용 적층체의 제조 방법 | |
| JP5277357B2 (ja) | 微細凹凸構造転写用無機組成物 | |
| WO2013002048A1 (ja) | 微細凹凸構造転写用鋳型 | |
| JP5658001B2 (ja) | 樹脂モールド | |
| JP5956198B2 (ja) | 集光型太陽電池用レンズ及び集光型太陽電池用レンズの製造方法 | |
| JP5813418B2 (ja) | 微細パターンの製造方法 | |
| JP5990411B2 (ja) | 防塵膜の製造方法 | |
| JP2012101483A (ja) | 樹脂モールド製造方法 | |
| JP6132545B2 (ja) | 微細パタン形成用積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140617 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140805 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140808 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5597263 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S801 | Written request for registration of abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311801 |
|
| ABAN | Cancellation due to abandonment | ||
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |