JP5649111B2 - 球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法 - Google Patents
球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法 Download PDFInfo
- Publication number
- JP5649111B2 JP5649111B2 JP2010143730A JP2010143730A JP5649111B2 JP 5649111 B2 JP5649111 B2 JP 5649111B2 JP 2010143730 A JP2010143730 A JP 2010143730A JP 2010143730 A JP2010143730 A JP 2010143730A JP 5649111 B2 JP5649111 B2 JP 5649111B2
- Authority
- JP
- Japan
- Prior art keywords
- hardness
- quenching
- cast iron
- spheroidal graphite
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Description
炎焼入れするものである。
Cは、3.3%未満では黒鉛量が不足、白銑化が促進され、流動性が不足し、3.8%を超えると、黒鉛量が過多となり強度が低下する。
Siは、1.8%未満では、流動性低下、白銑化を進展させ、2.4%超えると、フェライトの析出多く、高強度化が困難となる。
Mnは、組織を緻密にし、強さ、硬さを増し、焼入れ性を高める働きをするために、0.3%以上必要であり、0.5%を超えると、加工性を阻害する。
Mgは、0.03%未満では黒鉛が球状化不良となり、0.06%を超えるとドロスが多くなる。
Cuは黒鉛粒が微細になり、基地が緻密に強化されるために、0.4%以上必要である。また、Cuは、焼入れ性の向上にも寄与する。0.6%を超えると、延性が著しく低下し、被削性を悪くする。
Niは、黒鉛の粗大化を防ぎ、組織を緻密にし、機械的性質を著しく改善するために、0.3%以上必要であり、1.2%を超えると機械的性質の増大は認められずコストアップになる。
Crは、炭化物を安定にし、組織を緻密にするために、0.3%以上必要であり、1.0%を超えると機械的性質の増大は認められずコストアップになる。
Moは、焼入れ性の向上、組織の緻密化を促すために、0.3%以上必要であるが、0.5%を越えると、炭化物形成、粒界に析出し強度低下の原因となる。
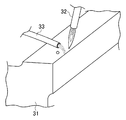
テストピース31の大きさ及び材料は以下のとおりである。
高さ:45mm、幅:95mm、長さ:190mm
材料 C:3.73%、Si:1.97%、Mn:0.39%、Mg:0.043%、Cu:0.54%、Ni:0.39%、Cr:0.45%、Mo:0.32%、残部Feの球状黒鉛鋳鉄
火炎焼入れ治具:バーナー(溶接用)
酸素圧力 :1.0Kgf/cm2
アセチレン圧力:0.17Kgf/cm2
焼入れ温度 :950℃〜1000℃
焼入れ速度 :約5mm/秒
<強制水冷条件>
通常に工場で得られる水道水を使用して冷却
実施例1に対し、テストピース31の材料及び焼入れ条件のみを変えたものである。その他は実施例1と同じである。
高さ:45mm、幅:95mm、長さ:190mm
材料 C:3.53%、Si:1.97%、Mn:0.42%、Mg:0.035%、Cu:0.52%、Ni:0.99%、Cr:0.31%、Mo:0.44%、残部Feの球状黒鉛鋳鉄
<焼入れ条件>
火炎焼入れ治具:バーナー(切断用)
酸素圧力 :5.0Kgf/cm2
アセチレン圧力:0.5Kgf/cm2
焼入れ温度 :950℃〜1000℃
焼入れ速度 :約7.5mm/秒
実施例1と異なり、バーナー(溶接用)による火炎焼き入れ後にそのまま放置しておき、自然空冷させたものである。その他は実施例1と同じである。
A、B、C及び高さ寸法D、E、Fで、処理前と処理後の寸法差を変形量とした。エコーチップ硬さ試験機(D型ショア硬さ試験機の改良型)にて、点G、H、I、J、K及びLの硬さを測定した。測定結果は、それらの最大値、最小値および平均値を硬さ換算対照表によってロックウエルC硬さに換算して示した。
11 上型
12 下型
13 曲げ刃部
31 テストピース
32 火炎焼き入れ治具
33 水冷具
Claims (2)
- 重量比で、C:3.3〜3.8%、Si:1.8〜2.4%、Mn:0.3〜0.5%、Mg:0.03〜0.06%、Cu:0.4〜0.6%、Ni:0.3〜1.2%、Cr:0.3〜1.0%、Mo:0.3〜0.5%、残部Feの組成を有し、引張強さ800N/mm2以上、伸び2%以上、硬さHB240〜340の機械的性質を有する球状黒鉛鋳鉄からなり、必要個所の硬さが火炎焼入れによりHRc58以上とされたプレス成形用金型。
- 重量比で、C:3.3〜3.8%、Si:1.8〜2.4%、Mn:0.3〜0.5%、Mg:0.03〜0.06%、Cu:0.4〜0.6%、Ni:0.3〜1.2%、Cr:0.3〜1.0%、Mo:0.3〜0.5%、残部Feの組成を有する球状黒鉛鋳鉄製部材の必要個所表面を火炎焼き入れ部材で加熱し、
この火炎焼き入れ部材による加熱の直後に加熱部分を水で急冷することで、引張強さ800N/mm2以上、伸び2%以上、硬さHB240〜340の機械的性質を有し、かつ焼き入れ部分がHRc58以上の硬度からなるプレス金型を製造することを特徴とするプレス成形用金型の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010143730A JP5649111B2 (ja) | 2010-04-13 | 2010-06-24 | 球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010092449 | 2010-04-13 | ||
| JP2010092449 | 2010-04-13 | ||
| JP2010143730A JP5649111B2 (ja) | 2010-04-13 | 2010-06-24 | 球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011236493A JP2011236493A (ja) | 2011-11-24 |
| JP5649111B2 true JP5649111B2 (ja) | 2015-01-07 |
Family
ID=45324783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010143730A Active JP5649111B2 (ja) | 2010-04-13 | 2010-06-24 | 球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5649111B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105463302A (zh) * | 2015-11-30 | 2016-04-06 | 宁国市华丰耐磨材料有限公司 | 一种高硬度球墨铸铁锤头的制备方法 |
| CN105506256A (zh) * | 2015-11-30 | 2016-04-20 | 宁国市华丰耐磨材料有限公司 | 一种高硬度耐磨铸铁锤头的制备方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103882283A (zh) * | 2014-04-21 | 2014-06-25 | 洪泽县华晨机械有限公司 | 船舶发动机气缸套材质及其制造方法 |
| CN104032100A (zh) * | 2014-06-04 | 2014-09-10 | 中钢集团西安重机有限公司 | 一种大中形薄衬板火焰表面淬火装置及方法 |
| JP6381388B2 (ja) * | 2014-09-29 | 2018-08-29 | ヤンマー株式会社 | ピストン用球状黒鉛鋳鉄、一体型ピストン及び舶用エンジン |
| CN105483510B (zh) * | 2015-11-30 | 2018-01-23 | 宁国市华丰耐磨材料有限公司 | 一种耐冲击球墨铸铁锤头的制备方法 |
| CN105420594B (zh) * | 2015-11-30 | 2018-01-12 | 宁国市华丰耐磨材料有限公司 | 一种含碳化物等温淬火球墨铸铁锤头及其制备方法、应用 |
| CN105420593B (zh) * | 2015-11-30 | 2018-01-12 | 宁国市华丰耐磨材料有限公司 | 一种高寿命球墨铸铁锤头的制备方法 |
| CN105463300A (zh) * | 2015-11-30 | 2016-04-06 | 宁国市华丰耐磨材料有限公司 | 一种等温淬火球墨铸铁锤头的制备方法 |
| CN107030209A (zh) * | 2017-05-12 | 2017-08-11 | 浙江工贸职业技术学院 | 一种冲压模具生产工艺 |
| CN108642368B (zh) * | 2018-04-27 | 2020-06-19 | 武汉理工大学 | 一种铸态高强韧合成球墨铸铁qt800-5及其制备方法 |
| CN112680651A (zh) * | 2021-01-07 | 2021-04-20 | 瑞安市顺星汽摩配件有限公司 | 一种制备汽配压铸模具的工艺 |
| CN113667886A (zh) * | 2021-08-20 | 2021-11-19 | 天津昌昊实业有限公司 | 一种高强度高韧性低温球墨铸铁及其生产工艺 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5956518A (ja) * | 1982-09-25 | 1984-04-02 | Honda Motor Co Ltd | 強靭球状黒鉛鋳鉄の熱処理方法 |
| JPS6436749A (en) * | 1987-04-15 | 1989-02-07 | Kubota Ltd | Graphite-crystallized high-chromium material excellent in seizure resistance and slip resistance and roll for rolling |
| DE4438073A1 (de) * | 1994-10-25 | 1996-05-02 | Man B & W Diesel Ag | Zylinderlaufbuchse für eine Brennkraftmaschine |
| JP3050368B2 (ja) * | 1995-10-18 | 2000-06-12 | トヨタ自動車株式会社 | プレス成形用一体金型の製造方法 |
-
2010
- 2010-06-24 JP JP2010143730A patent/JP5649111B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105463302A (zh) * | 2015-11-30 | 2016-04-06 | 宁国市华丰耐磨材料有限公司 | 一种高硬度球墨铸铁锤头的制备方法 |
| CN105506256A (zh) * | 2015-11-30 | 2016-04-20 | 宁国市华丰耐磨材料有限公司 | 一种高硬度耐磨铸铁锤头的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011236493A (ja) | 2011-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5649111B2 (ja) | 球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法 | |
| KR102017553B1 (ko) | 경화능과 질화특성이 뛰어난 장수명 다이캐스팅용 열간 금형강 및 그 제조방법 | |
| JP5929963B2 (ja) | 鋼の焼入方法 | |
| JP2013213255A (ja) | 熱間金型鋼 | |
| KR20100135206A (ko) | 열간가공 공구강 및 이를 이용한 철강제품 | |
| KR20100135205A (ko) | 열간가공 공구강 및 이를 이용한 철강제품 | |
| CN104674132A (zh) | 混合型模具钢及其制造方法 | |
| CN101743335A (zh) | 冷作模具用钢及冷冲压用模具 | |
| CN113737106B (zh) | 1500MPa热冲压零件冷切边冲孔刀具用模具钢及其制备方法 | |
| KR20140110720A (ko) | 열전도도가 향상된 다이케스팅 및 핫스템핑용 자동차용 금형강 및 그 제조방법 | |
| JP7530127B2 (ja) | 金型用鋼及びその製造方法 | |
| JP5226083B2 (ja) | 高合金冷間ダイス鋼 | |
| JP5093010B2 (ja) | 熱間加工用金型 | |
| KR20020001933A (ko) | 인성 및 강도가 우수한 열간·온간 겸용 저합금고속도공구강 및 그의 제조방법 | |
| KR20160041869A (ko) | 열전도도가 향상된 다이케스팅 및 핫스템핑용 자동차용 금형강 및 그 제조방법 | |
| AU2009238307C1 (en) | Hot-forming steel alloy | |
| JP2014025103A (ja) | 熱間工具鋼 | |
| CN105177430A (zh) | 一种合金工具钢及其生产方法 | |
| JP7172275B2 (ja) | ホットスタンプ用金型用鋼、ホットスタンプ用金型およびその製造方法 | |
| CN115279932B (zh) | 热加工用模具用钢、热加工用模具及其制造方法 | |
| JP5351528B2 (ja) | 冷間金型用鋼および金型 | |
| JP2005240135A (ja) | 曲げ加工性に優れた耐摩耗鋼の製造方法および耐摩耗鋼 | |
| JP2001158937A (ja) | 熱間加工用工具鋼とその製造方法および熱間加工用工具の製造方法 | |
| JP5345415B2 (ja) | 被削性、熱処理変寸特性、衝撃特性に優れた冷間プレス金型用鋼およびプレス金型 | |
| JP7540437B2 (ja) | ホットスタンプ用金型用鋼、ホットスタンプ用金型およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130514 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20130514 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141007 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141020 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5649111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |