JP5709221B2 - 積層装置 - Google Patents
積層装置 Download PDFInfo
- Publication number
- JP5709221B2 JP5709221B2 JP2012226760A JP2012226760A JP5709221B2 JP 5709221 B2 JP5709221 B2 JP 5709221B2 JP 2012226760 A JP2012226760 A JP 2012226760A JP 2012226760 A JP2012226760 A JP 2012226760A JP 5709221 B2 JP5709221 B2 JP 5709221B2
- Authority
- JP
- Japan
- Prior art keywords
- foil
- separator
- pressing
- positive
- negative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0468—Compression means for stacks of electrodes and separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Secondary Cells (AREA)
Description
所定の吸着手段により順次、前記正極箔、負極箔又はセパレータを吸着して所定の積層位置へと搬送し、当該積層位置にて前記正極箔、負極箔又はセパレータを載置し積層していく搬送手段と、
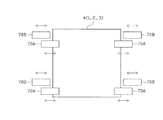
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記正極箔の四隅、又は、前記正極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第1押さえ部材と、
水平方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから外方へ退避した退避位置と、前記正極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第1水平方向変位手段と、
上下方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから上方へ離間した離間位置と、前記正極箔又は前記セパレータに当接可能な当接位置とに変位可能な第1上下方向変位手段と、
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記負極箔の四隅、又は、前記負極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第2押さえ部材と、
水平方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから外方へ退避した退避位置と、前記負極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第2水平方向変位手段と、
上下方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから上方へ離間した離間位置と、前記負極箔又は前記セパレータに当接可能な当接位置とに変位可能な第2上下方向変位手段とを備え、
前記搬送手段により新たに前記積層位置へ前記正極箔、負極箔又はセパレータを搬送し載置する際には、当該新たに載置した前記正極箔、負極箔又はセパレータを当該搬送手段により押さえた状態で、その下に既に載置された前記正極箔、負極箔又はセパレータの四隅を押さえている前記4つの第1押さえ部材又は前記4つの第2押さえ部材を退避させた後、前記新たに載置した前記正極箔、負極箔又はセパレータの四隅を、これに対応する前記4つの第1押さえ部材又は前記4つの第2押さえ部材により押さえるよう構成されていることを特徴とする積層装置。
当該第1押さえ部材及び第2押さえ部材が、前記押さえ位置から前記退避位置へ戻る際の高さよりも高くなるように設定されていることを特徴とする手段1に記載の積層装置。
前記セパレータを押さえていた前記第1押さえ部材又は第2押さえ部材が、前記押さえ位置から前記退避位置へ移動する際の上昇量よりも大きく設定したことを特徴とする手段1又は2に記載の積層装置。
Claims (4)
- 正極活物質の塗布された矩形シート状の正極箔と、負極活物質の塗布された矩形シート状の負極箔とを、絶縁性素材よりなる矩形シート状のセパレータを介して交互に積層してなる積層体を製造するための積層装置であって、
所定の吸着手段により順次、前記正極箔、負極箔又はセパレータを吸着して所定の積層位置へと搬送し、当該積層位置にて前記正極箔、負極箔又はセパレータを載置し積層していく搬送手段と、
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記正極箔の四隅、又は、前記正極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第1押さえ部材と、
水平方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから外方へ退避した退避位置と、前記正極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第1水平方向変位手段と、
上下方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから上方へ離間した離間位置と、前記正極箔又は前記セパレータに当接可能な当接位置とに変位可能な第1上下方向変位手段と、
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記負極箔の四隅、又は、前記負極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第2押さえ部材と、
水平方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから外方へ退避した退避位置と、前記負極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第2水平方向変位手段と、
上下方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから上方へ離間した離間位置と、前記負極箔又は前記セパレータに当接可能な当接位置とに変位可能な第2上下方向変位手段とを備え、
前記搬送手段により新たに前記積層位置へ前記正極箔、負極箔又はセパレータを搬送し載置する際には、当該新たに載置した前記正極箔、負極箔又はセパレータを当該搬送手段により押さえた状態で、その下に既に載置された前記正極箔、負極箔又はセパレータの四隅を押さえている前記4つの第1押さえ部材又は前記4つの第2押さえ部材を退避させた後、前記新たに載置した前記正極箔、負極箔又はセパレータの四隅を、これに対応する前記4つの第1押さえ部材又は前記4つの第2押さえ部材により押さえるよう構成されていることを特徴とする積層装置。 - 前記第1押さえ部材及び第2押さえ部材が、前記退避位置から前記押さえ位置へ移動する際の高さが、
当該第1押さえ部材及び第2押さえ部材が、前記押さえ位置から前記退避位置へ戻る際の高さよりも高くなるように設定されていることを特徴とする請求項1に記載の積層装置。 - 前記正極箔又は負極箔を押さえていた前記第1押さえ部材又は第2押さえ部材が、前記押さえ位置から前記退避位置へ移動する際の上昇量を、
前記セパレータを押さえていた前記第1押さえ部材又は第2押さえ部材が、前記押さえ位置から前記退避位置へ移動する際の上昇量よりも大きく設定したことを特徴とする請求項1又は2に記載の積層装置。 - 前記第1押さえ部材及び第2押さえ部材は、直進動作を行うように構成されていることを特徴とする請求項1乃至3のいずれかに記載の積層装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012226760A JP5709221B2 (ja) | 2012-10-12 | 2012-10-12 | 積層装置 |
| CN201310045551.5A CN103730680B (zh) | 2012-10-12 | 2013-02-05 | 层叠装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012226760A JP5709221B2 (ja) | 2012-10-12 | 2012-10-12 | 積層装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014078464A JP2014078464A (ja) | 2014-05-01 |
| JP5709221B2 true JP5709221B2 (ja) | 2015-04-30 |
Family
ID=50454668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012226760A Expired - Fee Related JP5709221B2 (ja) | 2012-10-12 | 2012-10-12 | 積層装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5709221B2 (ja) |
| CN (1) | CN103730680B (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6597029B2 (ja) * | 2014-07-31 | 2019-10-30 | 株式会社村田製作所 | 積層装置 |
| JP5783581B1 (ja) * | 2014-08-06 | 2015-09-24 | Ckd株式会社 | 積層装置及び積層体の製造方法 |
| KR101725915B1 (ko) * | 2015-01-09 | 2017-04-11 | 주식회사 엘지화학 | 가압 바를 포함하고 있는 지그 장치 |
| JP5923654B1 (ja) * | 2015-10-27 | 2016-05-24 | Ckd株式会社 | 積層装置 |
| JP6619683B2 (ja) * | 2016-04-05 | 2019-12-11 | 株式会社日本マイクロニクス | シート積層治具、積層製品の製造方法、及びシート状二次電池の製造方法 |
| JP6585639B2 (ja) * | 2017-01-17 | 2019-10-02 | Ckd株式会社 | 積層装置 |
| JP6676554B2 (ja) * | 2017-01-17 | 2020-04-08 | Ckd株式会社 | 積層装置 |
| JP6585645B2 (ja) * | 2017-02-14 | 2019-10-02 | Ckd株式会社 | 積層装置 |
| CN108461797B (zh) * | 2017-02-17 | 2021-01-22 | Da技术有限公司 | 二次电池的高速电池堆制造装置 |
| KR20180109576A (ko) * | 2017-03-28 | 2018-10-08 | (주)이티에스 | 전극적층방법 및 이를 수행하는 전극적층장치 |
| JP6930397B2 (ja) * | 2017-11-29 | 2021-09-01 | 株式会社豊田自動織機 | 積層装置 |
| JP6947136B2 (ja) * | 2018-08-06 | 2021-10-13 | トヨタ自動車株式会社 | 電極積層体製造装置 |
| WO2020203114A1 (ja) * | 2019-03-29 | 2020-10-08 | パナソニック株式会社 | 積層電極体の製造装置 |
| WO2020203119A1 (ja) * | 2019-03-29 | 2020-10-08 | パナソニック株式会社 | 積層電極体の製造装置及び製造方法 |
| JP7147678B2 (ja) * | 2019-05-08 | 2022-10-05 | トヨタ自動車株式会社 | 移載方法 |
| CN110371639B (zh) * | 2019-07-25 | 2024-08-06 | 杭州同悦自动化设备有限公司 | 一种包板机推头推板协同输送机构 |
| JP6824590B2 (ja) * | 2019-07-31 | 2021-02-03 | 株式会社京都製作所 | 積層型電池の製造装置 |
| JP6888704B1 (ja) * | 2020-02-14 | 2021-06-16 | トヨタ自動車株式会社 | 積層装置および積層方法 |
| DE102022107942A1 (de) * | 2022-04-04 | 2023-10-05 | Mb Atech Gmbh | Stapeleinheit zur Herstellung von Modulen oder Vorstufen von Modulen |
| DE102022115207A1 (de) | 2022-06-17 | 2023-12-28 | Mb Atech Gmbh | Vorrichtung zur Herstellung von Modulen oder Vorstufen von Modulen |
| DE102022124777B4 (de) | 2022-09-27 | 2026-02-05 | Mb Automation Gmbh & Co. Kg | Inspektion bei der Herstellung von Modulen oder Vorstufen von Modulen |
| DE102022124788B3 (de) | 2022-09-27 | 2024-01-18 | Mb Atech Gmbh | Inspektion bei der Herstellung von Modulen oder Vorstufen von Modulen |
| DE102022124784B4 (de) | 2022-09-27 | 2026-02-05 | Mb Automation Gmbh & Co. Kg | Inspektion bei der Herstellung von Modulen oder Vorstufen von Modulen |
| CN118522935A (zh) * | 2023-11-01 | 2024-08-20 | 深圳欣界能源科技有限公司 | 电芯叠片设备、电芯制备方法和电池 |
| DE102024107061B3 (de) | 2024-03-12 | 2025-03-27 | Mb Automation Gmbh & Co. Kg | Stapeleinheit zur Herstellung von Modulen oder Vorstufen von Modulen |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100388648B1 (ko) * | 2001-05-23 | 2003-06-25 | 주식회사 코캄엔지니어링 | 자동화된 리튬 2차전지 제조 시스템 |
| JP5099822B2 (ja) * | 2007-07-27 | 2012-12-19 | Necトーキン株式会社 | 積層型電池の製造方法及び装置 |
| JP5217503B2 (ja) * | 2008-02-29 | 2013-06-19 | 日産自動車株式会社 | シート積層装置およびシート積層方法 |
| JP5766904B2 (ja) * | 2009-03-09 | 2015-08-19 | 日産自動車株式会社 | シート部材積層装置およびシート部材積層方法 |
| JP5997877B2 (ja) * | 2011-04-07 | 2016-09-28 | 株式会社京都製作所 | 積層装置および積層方法 |
-
2012
- 2012-10-12 JP JP2012226760A patent/JP5709221B2/ja not_active Expired - Fee Related
-
2013
- 2013-02-05 CN CN201310045551.5A patent/CN103730680B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014078464A (ja) | 2014-05-01 |
| CN103730680B (zh) | 2015-12-02 |
| CN103730680A (zh) | 2014-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5709221B2 (ja) | 積層装置 | |
| CN104185921B (zh) | 层叠装置和包括层叠工序的方法 | |
| JP5997877B2 (ja) | 積層装置および積層方法 | |
| CN103460490B (zh) | 层叠装置以及层叠方法 | |
| JP5766904B2 (ja) | シート部材積層装置およびシート部材積層方法 | |
| EP2903072B1 (en) | Sheet material adhesive agent application method | |
| JP6079773B2 (ja) | シート積層装置およびシート積層方法 | |
| WO2013128930A1 (ja) | 電極体を製造する装置および方法 | |
| JP5432204B2 (ja) | 電極箔の搬送装置及び積層電池の製造装置 | |
| JP6585639B2 (ja) | 積層装置 | |
| JP5272048B2 (ja) | シート体の搬送装置及び積層電池の製造装置 | |
| JP5833265B1 (ja) | 積層装置 | |
| JP6585645B2 (ja) | 積層装置 | |
| JP5923654B1 (ja) | 積層装置 | |
| JP6342375B2 (ja) | 積層装置 | |
| CN108511768B (zh) | 叠置装置 | |
| JP6444926B2 (ja) | 積層装置 | |
| JP7206959B2 (ja) | 積層装置 | |
| JP2009064920A (ja) | 積層型電子部品の製造方法 | |
| HK1204392B (en) | Lamination apparatus and the method comprising lamination process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140519 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5709221 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |