JP5725880B2 - 紙製容器及びその製造方法 - Google Patents
紙製容器及びその製造方法 Download PDFInfo
- Publication number
- JP5725880B2 JP5725880B2 JP2011012403A JP2011012403A JP5725880B2 JP 5725880 B2 JP5725880 B2 JP 5725880B2 JP 2011012403 A JP2011012403 A JP 2011012403A JP 2011012403 A JP2011012403 A JP 2011012403A JP 5725880 B2 JP5725880 B2 JP 5725880B2
- Authority
- JP
- Japan
- Prior art keywords
- peripheral wall
- cup
- wall portion
- resin
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Making Paper Articles (AREA)
- Cartons (AREA)
- Package Specialized In Special Use (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
いずれの特許文献記載の紙製容器も、紙材のフランジ部を熱可塑性樹脂で覆って剛性を向上させ、加熱時の変形の発生を防止している。
このため、特許文献1記載のようにフランジ部に熱可塑性プラスチックシートを巻き込んだり、あるいは特許文献2記載のように熱可塑性樹脂を射出成形するなどにより、フランジ部を樹脂で覆う場合に、フランジ全体を樹脂で覆うためには樹脂を厚肉にかつフランジの幅も大きくして形成する必要がある。したがって、被覆用の樹脂の使用量が多くなり、フランジ全体が大きくなり、また全体の重量が重くなるという問題がある。
また、紙材の絞りが深くなると、紙材が引張られて、周壁部の下部が破断するなどの成形不良が生じるという問題もある。
また、フランジ部は樹脂によって形成され、その環状平板部には紙材の成形部分を内包していないので、環状平板部の厚さを小さくすることができるとともに、その表面を平坦に形成することができ、その周縁も波打つことなく円滑に仕上げることができる。したがって、環状平板部の幅も小さく形成することができる。
カップ部の周壁部の内外周面側の少なくとも片面側とフランジ部の筒状部とが重なるように形成した場合でも、フランジ部は、周壁部の上端面を覆った状態に固着されるので、フランジ部の射出成形時に、樹脂の一部が周壁部の上端面から反対面側にも凹部を伝って入り込み、この樹脂により周壁部の内外両面にわたって樹脂が配置されることになり、カップ部とフランジ部とを強固に固着することができる。
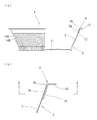
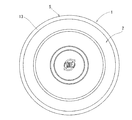
図1〜図7は本発明の第1実施形態を示している。
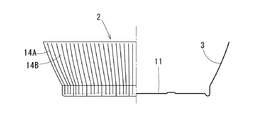
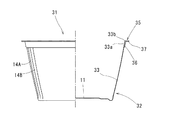
この紙製容器1は、有底筒状のカップ部2と、このカップ部2の周壁部3の上端部3aに固着されるフランジ部5とを有している。
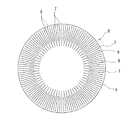
このうち、カップ部2は、図4に示した紙材よりなるブランク6を絞り加工することにより形成される。このブランク6は、円板状に形成され、カップ部2の周壁部3を形成する領域に多数の罫線(スコア溝)7、8が形成されている。これらの罫線7、8は、全体としてはブランク6の中心部を除き、その周囲に放射状に形成されるとともに、長短二種類のものが形成され、長い罫線7と短い罫線8とが周方向に交互に配置されている。例えば、1.8°間隔で200本の罫線7、8が形成され、長短各100本ずつ形成されている。なお、ブランク6の外周縁から所定距離(例えば、1mm程度)の範囲には罫線7、8が設けられておらず、この部位には平坦部9が配置されている。ブランク6を構成する紙材としては、例えば、厚さが0.2〜0.5mm程度とされ、この紙材の表裏面側に、ポリプロピレン(PP)等の合成樹脂による樹脂層(図示略)が形成される。また、アルミニウム箔やEVOH(エチレンビニル共重合)樹脂などの酸素透過率の低い材質からなるフィルムをラミネートしてもよく、これらアルミニウム箔やEVOH樹脂などをラミネートすることにより、内容物の酸化を防止して保存期間を延ばす効果がある。
この製造方法は、紙材のブランク6によりカップ部2を形成するカップ部形成工程と、そのカップ部2に射出成形のインサート成形によってフランジ部5を形成するフランジ部形成工程とに分けられる。
カップ部2は、前述したようにブランク6をプレスして絞り加工することにより形成される。このときは、フランジ部を形成しないので、ブランク6をプレスの金型内に滑らせながら、円滑にカップ部2を形成することができる。
この場合、前述したように周壁部3の両面には凹部14A及び凸部14Bが形成されているが、押圧接触部20,21が周壁部3の厚さよりも小さい間隔で周壁部3を挟持しているので、周壁部3の凹凸が押しつぶされ、射出された樹脂が押圧接触部20,21を超えて下方にはみ出ることは確実に防止される。この周壁部3に関して、射出成形後に押圧接触部20,21により挟持されていた部分と、その下方の無負荷部分(型締め時に空洞部22内に配置されていた部分)との厚さを測定したところ、押圧接触部20,21により挟持されていた部分が320μm〜353μm(平均337μm)、その下方の無負荷部分が333μm〜465μm(平均374μm)であった。測定は、株式会社テクロック製ダイヤルシックネスゲージを使用し、1個の容器につき90°間隔で4箇所、複数の容器について測定した。
また、紙材の端面が露出していると、その端面から紙粉が発生するおそれがあるが、カップ部2における周壁部3の上端面3bが樹脂製のフランジ部5の筒状部12により覆われた状態となるので、紙粉の発生はなく、衛生的である。
また、この紙製容器1は、カップ部2の周壁部3では、フランジ部5の筒状部12の固着部分が他の部分に比較して厚肉となるため、図7に示すように、紙製容器1どうしを積み重ねたときには、この筒状部12によりフランジ部5の環状平板部13の間に隙間Gが生じるので、積み重ね状態に保管しても紙製容器1の分離が容易である。
因みに、周壁部3の横断面を株式会社キーエンス製デジタルマイクロスコープVHX−200/100Fにて写真撮影し、同測定器内の機能を用いて凹部14Aの深さDを測定したところ、50μm〜250μmであった。
このような角形どんぶり状の紙製容器31であっても、紙材からなるカップ部32の絞り加工時にはフランジ部を形成しないので、ブランクからの絞り加工を容易にして、不良の発生を少なくすることができる。そして、樹脂製のフランジ部35によって角形の環状平板部37を平坦にかつ薄肉の小さい幅で形成することができ、小型化、軽量化を図ることができる。
この角形のカップ部32の場合は、そのブランク材には、角形の四隅部に対応する部分にのみ罫線が形成され、絞り加工時に罫線に起因する凹部14A及び凸部14Bは角形の四隅部に生じる。したがって、フランジ部35の射出成形時には、周壁部33の片面を型板に接触させた状態に保持した場合には、主として四隅部で樹脂が型板と周壁部33との間に入り込んで表裏一体に成形される。
この紙製容器41の場合も、上記各実施形態の場合と同様に、紙材からなるカップ部42の絞り加工時にはフランジ部を形成しないので、ブランクからの絞り加工を容易にして、不良の発生を少なくすることができ、樹脂製のフランジ部45によって環状平板部47を平坦にかつ薄肉の小さい幅で形成することができ、小型化、軽量化を図ることができる。
この楕円形のカップ部42においても、その周壁部43には、曲率半径の小さい部分と曲率半径の大きい部分とで密度に差はあるが、凹部14A及び凸部14Bが形成され、フランジ部45の樹脂が周壁部43の表裏に形成されている。
例えば、カップ部は上記各実施形態以外の形状であってもよく、浅い角皿型などの各種の形状に設けることもできる。また、製造方法の実施形態においては射出成型時のゲート部を2ヶ所に形成したが、120°の間隔によって3ヶ所に形成するようにしてもよく、また、環状平板部の裏面からサブマリンゲートによって注入する構造としてもよい。さらに、ランナーレス金型とするなど、公知の射出成形技術を適用することができる。
また、蓋材の超音波溶着等を確実にするために、フランジ部の環状平板部の上面に断面三角形状の凸条ビードを周方向に沿って設けてもよい。その場合も、環状平板部自体を薄肉に形成できるので、ビードを設けても、全体の厚さは小さく抑えることができる。
2 カップ部
3 周壁部
3a 上端部
3b 上端面
5 フランジ部
6 ブランク
11 底部
12 筒状部
13 環状平板部
14A 凹部
14B 凸部
15 折り目部
16 金型
17,18 型板
19 キャビティ
20 押圧接触部
31,41 紙製容器
32,42 カップ部
33,43 周壁部
33a,43a 上端部
33b,43b 上端面
35,45 フランジ部
36,46 筒状部
37,47 環状平板部
Claims (2)
- 紙材からなるブランクを絞り加工して底部とその周りを囲む周壁部とが一体に形成された有底筒状のカップ部と、このカップ部の上端部から連続する樹脂製のフランジ部とを有し、前記カップ部の周壁部には、その全周にわたって、深さ方向に延びる凹部及び凸部が形成されており、前記凹部の深さが50μm〜250μmであり、前記フランジ部は、前記カップ部の周壁部に沿う筒状部と、この筒状部から水平に張り出す環状平板部とからなり、前記筒状部が前記カップ部の周壁部の上端面を覆った状態で前記周壁部の一部に重なるように固着され、前記フランジ部の樹脂が前記周壁部の内周面側及び外周面側で前記凹部内に入り込んでいることを特徴とする紙製容器。
- 紙材からなるブランクを絞り加工して底部とその周りを囲む周壁部とが一体に形成された有底筒状のカップ部を形成するカップ部形成工程と、前記カップ部を金型内に配置して前記カップ部の周壁部の上端部に固着した筒状部と前記筒状部から水平に張り出す環状平板部とからなるフランジ部を射出成形するフランジ部形成工程とを有し、前記カップ部形成工程では、前記カップ部の周壁部の全周にわたって、深さ方向に延びる凹部及び凸部を形成して前記凹部の深さを50μm〜250μmに形成しておき、前記フランジ部形成工程は、前記カップ部の周壁部の上端部を前記金型のキャビティ内に露出させた状態で前記キャビティの下方で前記周壁部を前記金型により挟持し、前記キャビティ内に樹脂を射出して前記周壁部の上端部に前記周壁部の内周面側及び外周面側で前記凹部内に前記樹脂が入り込んだ状態で前記筒状部を一体に固着することを特徴とする紙製容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011012403A JP5725880B2 (ja) | 2010-02-05 | 2011-01-24 | 紙製容器及びその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010024061 | 2010-02-05 | ||
| JP2010024061 | 2010-02-05 | ||
| JP2011012403A JP5725880B2 (ja) | 2010-02-05 | 2011-01-24 | 紙製容器及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015036594A Division JP2015134646A (ja) | 2010-02-05 | 2015-02-26 | 紙製容器及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011178467A JP2011178467A (ja) | 2011-09-15 |
| JP5725880B2 true JP5725880B2 (ja) | 2015-05-27 |
Family
ID=44690430
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011012403A Active JP5725880B2 (ja) | 2010-02-05 | 2011-01-24 | 紙製容器及びその製造方法 |
| JP2015036594A Pending JP2015134646A (ja) | 2010-02-05 | 2015-02-26 | 紙製容器及びその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015036594A Pending JP2015134646A (ja) | 2010-02-05 | 2015-02-26 | 紙製容器及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP5725880B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7610110B2 (ja) * | 2021-02-26 | 2025-01-08 | キョーラク株式会社 | 容器及び容器の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3448435B2 (ja) * | 1996-07-01 | 2003-09-22 | 東洋アルミホイルプロダクツ株式会社 | 紙容器及び紙容器の成形方法 |
| US20040262322A1 (en) * | 2002-03-15 | 2004-12-30 | Middleton Scott William | Container having a rim or other feature encapsulated by or formed from injection-molded material |
| JP2005047581A (ja) * | 2003-07-30 | 2005-02-24 | Paper Ware Co Ltd | 紙製深皿 |
| FI122768B (fi) * | 2007-12-12 | 2012-06-29 | Stora Enso Oyj | Menetelmä pakkauksen muodostamiseksi ja pakkaus |
-
2011
- 2011-01-24 JP JP2011012403A patent/JP5725880B2/ja active Active
-
2015
- 2015-02-26 JP JP2015036594A patent/JP2015134646A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015134646A (ja) | 2015-07-27 |
| JP2011178467A (ja) | 2011-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101098349B1 (ko) | 적층용 프로젝션을 구비한 용기 | |
| CN113165274B (zh) | 用于使用具有带有肋的特定轮廓的密封头生产气密的一次性食物容器的制造方法 | |
| JP2014091540A (ja) | 包装用容器 | |
| JP2022511906A (ja) | 折り目づけをするステップを含むコーヒーポッドなどの密封使い捨て食品容器を製造する製造プロセス | |
| JP5725880B2 (ja) | 紙製容器及びその製造方法 | |
| JP5666339B2 (ja) | 紙製容器及びその製造方法 | |
| JP7395547B2 (ja) | 紙製蓋付容器 | |
| JP3953992B2 (ja) | 断熱性紙製容器 | |
| JP6103961B2 (ja) | 蓋付きパルプモールド容器 | |
| JP2004106918A (ja) | 紙製オーバーキャップ | |
| JP5942224B2 (ja) | 誘導加熱調理用容器 | |
| CN103027548A (zh) | 纸制容器及其制造方法 | |
| JP2000033927A (ja) | 深絞り紙トレーの製造方法 | |
| JP2017210274A (ja) | フランジ付金属製容器及びその製造方法 | |
| KR20060051382A (ko) | 가요성 재료의 트레이 형상 용기 및 관련 제조 방법 및장치 | |
| JP6103960B2 (ja) | パルプモールド成型体 | |
| CN102991797A (zh) | 纸制容器及其制造方法 | |
| JP5840856B2 (ja) | 非発泡層と発泡層とからなる包装用二重容器、及びその製造方法 | |
| JP6028437B2 (ja) | 筒状容器 | |
| JP2003128104A (ja) | 紙製の多角形かぶせ蓋 | |
| JP5999540B2 (ja) | 合成樹脂製管状体の二次加工方法 | |
| JP2014024571A (ja) | 密封容器 | |
| RU2807162C2 (ru) | Способ изготовления герметичных одноразовых контейнеров для пищевых продуктов, таких как кофейные капсулы, включающий стадию рилевания | |
| JP6232908B2 (ja) | 紙容器の製造方法 | |
| JP6970558B2 (ja) | 金属箔成形容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140924 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150226 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150324 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150331 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5725880 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |