JP5770062B2 - シール構造、シール方法、それを用いた鋳造システム、及び、鋳造方法 - Google Patents
シール構造、シール方法、それを用いた鋳造システム、及び、鋳造方法 Download PDFInfo
- Publication number
- JP5770062B2 JP5770062B2 JP2011231844A JP2011231844A JP5770062B2 JP 5770062 B2 JP5770062 B2 JP 5770062B2 JP 2011231844 A JP2011231844 A JP 2011231844A JP 2011231844 A JP2011231844 A JP 2011231844A JP 5770062 B2 JP5770062 B2 JP 5770062B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- ladle
- injection sleeve
- molten metal
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Gasket Seals (AREA)
Description
また、本発明は、流動体を気密状態で、一方の容器から他方の容器へ搬送する際に一方の容器と他方の容器とが嵌合される嵌合部をシールするシール構造であって、前記一方の容器には、外形がテーパ状からなる突出口を設け、前記他方の容器には、前記テーパ状の突出口が嵌合する孔部を有し、鋼材で形成される弾性変形可能な板状体からなるシール部材が設けられ、前記シール部材は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、前記上部側の板状体の板厚は、前記下部側の板状体の板厚と比較して大きく設定されることを特徴とする。
さらにまた、本発明は、溶湯が貯留された貯留炉と、多軸に変位可能なアームを有する搬送装置と、前記アームに連結されて前記アームと一体的に変位し、前記貯留炉から汲み入れられた溶湯を搬送するラドルと、前記ラドル内に汲み入れられた溶湯が供給される射出スリーブを有するダイカストマシンと、を備え、前記ラドルは、前記搬送装置のアームの変位によって、前記貯留炉と前記射出スリーブとの間を往復移動可能に設けられ、前記ラドルの底部には、外形形状が下端に向かって徐々に縮径するテーパ面を有する突出口が設けられ、前記射出スリーブには、前記突出口が嵌合する孔部を有し鋼材によって弾性変形可能な板状体からなるシール部材が設けられ、前記シール部材は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、前記上部側の板状体の板厚は、前記下部側の板状体の板厚と比較して大きく設定されることを特徴とする。
結論として、シール部におけるシール性能を向上させるためには、ラドル14の突出口18のテーパ面32と2枚の板状体46a、46b間の室56内で発生する圧力Ppreよりも、射出スリーブ26内のキャビティ圧力Pcaviの圧力が大きいことが好ましい(Ppre<Pcavi)。なお、図7、図8中において、Pairは、大気中の圧力(大気圧)を示している。
Ppre=(Pair−Pcavi)/2の場合
この場合、上部側の板状体46aと下部側の板状体46bにそれぞれ発生するP2は同一となり、P1(板状体の撓み反力)の設定は、前記の場合と同様である。
Ppre>(Pair−Pcavi)/2の場合
この場合、P2(板状体を離間させる方向に作用する力)について、PB2>PA2となり、P1(板状体の撓み反力)は、PB1>PA1となるように設定することが好ましい。
Ppre<(Pair−Pcavi)/2の場合
この場合、P2(板状体を離間させる方向に作用する力)について、PB2<PA2となり、P1(板状体の撓み反力)は、PB1<PA2となるように設定することが好ましい。
ラドル14の突出口18のテーパ面32に対する、板状体46a、46bの孔部44a、44bの内周縁部45の密着力(シール力)は、板状体46a、46bの板厚、第1撓み部54a及び第2撓み部54bの長さ、板状体46a、46bの材質によって設定される。
また、板状体46a、46bの弾性変形量は、板状体46a、46bの板厚、第1撓み部54a及び第2撓み部54bの長さ、変形量、及び板状体46a、46bの材質によって決定する。
この結果、板状体46a、46bの変形を、塑性変形することを回避して弾性変形内とし繰り返し使用することが可能となる。なお、これらは、例えば、有限要素法のCAEによるシミュレーション解析やテスト治具等によって確認したものである。
ラドル14の突出口18のテーパ面32に対する、板状体46a、46bの孔部44a、44bの内周縁部45の密着力P(シール力P)は、以下のパラメータにより、P1及びP2を調整することで設定されるとよい。
但し、P1;板状体の撓み反力
P2;上下空間部の圧力差によって発生する力
P;板状体の内周縁部をラドルのテーパ面に密着させる力(シール力)
P=P1−P2
なお、P1∝1/a、v、E、I
(a;撓み部の長さ、v;撓み量、E;ヤング率、I;断面2次モーメント)
P2∝A、ΔP(Pcavi−Ppre、又は、Ppre−Pair)
A;板状体の板面積
図2及び図3に示される前記実施形態では、2枚の板状体46a、46bが上下方向に所定間隔離間して積層配置されているが、これに限定されるものではなく、1枚以上の板状体を用いてシール構造とすることが可能である。なお、前記実施形態と同一の構成要素には、同一の参照符号を用い、その詳細な説明を省略する。
図12(a)に示されるようなテスト治具を創作して、以下のような試験を行った。
テスト治具は、内部にチャンバが形成された容器と、前記チャンバを閉塞するカバー部材と、前記容器とカバー部材との間に配置されてチャンバをシールする各種シール手段と、チャンバ内の圧力を検出する圧力センサと、スイッチとして機能するバルブを介してチャンバ内を減圧する真空ポンプとによって構成される。
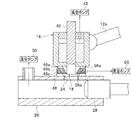
12 搬送装置
12a アーム
14 ラドル(一方の容器)
14a 室
16 貯留炉
18 突出口
22 ダイカストマシン
26 射出スリーブ(他方の容器)
30、42、60 真空ポンプ(減圧手段)
32 テーパ面
44a、44b 孔部
46、46a〜46c 板状体
54a、54b 撓み部
Claims (12)
- 流動体を気密状態で、一方の容器から他方の容器へ搬送する際に一方の容器と他方の容器とが嵌合される嵌合部をシールするシール構造であって、
前記一方の容器には、外形がテーパ状からなる突出口を設け、
前記他方の容器には、前記テーパ状の突出口が嵌合する孔部を有し、鋼材で形成される弾性変形可能な板状体からなるシール部材が設けられ、
前記シール部材は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、
前記上部側の板状体の内径部には、弾性変形可能な第2撓み部が設けられ、
前記下部側の板状体の内径部には、弾性変形可能な第1撓み部が設けられ、
前記第2撓み部における径方向の寸法(D2)は、前記第1撓み部における径方向の寸法(D1)よりも短くなるように設定される(D1>D2)ことを特徴とするシール構造。 - 流動体を気密状態で、一方の容器から他方の容器へ搬送する際に一方の容器と他方の容器とが嵌合される嵌合部をシールするシール構造であって、
前記一方の容器には、外形がテーパ状からなる突出口を設け、
前記他方の容器には、前記テーパ状の突出口が嵌合する孔部を有し、鋼材で形成される弾性変形可能な板状体からなるシール部材が設けられ、
前記シール部材は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、
前記上部側の板状体の板厚は、前記下部側の板状体の板厚と比較して大きく設定されることを特徴とするシール構造。 - 請求項1又は請求項2記載のシール構造において、
前記上部側及び前記下部側の板状体間に形成された室を減圧する減圧手段が設けられることを特徴とするシール構造。 - 請求項3記載のシール構造において、
前記減圧手段は、前記他方の容器内の圧力よりも前記板状体間の室内の圧力が低くなるように設定され、前記上部側の板状体の反力が、前記下部側の板状体の反力よりも高くなるように設定されることを特徴とするシール構造。 - 請求項1乃至4のいずれか1項記載のシール構造において、
前記流動体は、溶湯からなり、
前記一方の容器は、前記溶湯が汲み入れられる可動式のラドルからなり、
前記他方の容器は、ダイカストマシンの射出スリーブからなることを特徴とするシール構造。 - 請求項5記載のシール構造において、
前記ラドル及び前記射出スリーブには、他の減圧手段がそれぞれ設けられていることを特徴とするシール構造。 - 請求項3記載のシール構造を有し、
前記上部側及び前記下部側の板状体間に形成される室内の圧力は、前記他方の容器内の圧力よりも低く設定されることを特徴とするシール構造。 - 溶湯が貯留された貯留炉と、
多軸に変位可能なアームを有する搬送装置と、
前記アームに連結されて前記アームと一体的に変位し、前記貯留炉から汲み入れられた溶湯を搬送するラドルと、
前記ラドル内に汲み入れられた溶湯が供給される射出スリーブを有するダイカストマシンと、
を備え、
前記ラドルは、前記搬送装置のアームの変位によって、前記貯留炉と前記射出スリーブとの間を往復移動可能に設けられ、
前記ラドルの底部には、外形形状が下端に向かって徐々に縮径するテーパ面を有する突出口が設けられ、
前記射出スリーブには、前記突出口が嵌合する孔部を有し鋼材で形成される弾性変形可能な板状体からなるシール部材が設けられ、
前記シール部材は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、
前記上部側の板状体の内径部には、弾性変形可能な第2撓み部が設けられ、
前記下部側の板状体の内径部には、弾性変形可能な第1撓み部が設けられ、
前記第2撓み部における径方向の寸法(D2)は、前記第1撓み部における径方向の寸法(D1)よりも短くなるように設定される(D1>D2)ことを特徴とする鋳造システム。 - 溶湯が貯留された貯留炉と、
多軸に変位可能なアームを有する搬送装置と、
前記アームに連結されて前記アームと一体的に変位し、前記貯留炉から汲み入れられた溶湯を搬送するラドルと、
前記ラドル内に汲み入れられた溶湯が供給される射出スリーブを有するダイカストマシンと、
を備え、
前記ラドルは、前記搬送装置のアームの変位によって、前記貯留炉と前記射出スリーブとの間を往復移動可能に設けられ、
前記ラドルの底部には、外形形状が下端に向かって徐々に縮径するテーパ面を有する突出口が設けられ、
前記射出スリーブには、前記突出口が嵌合する孔部を有し鋼材で形成される弾性変形可能な板状体からなるシール部材が設けられ、
前記シール部材は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、
前記上部側の板状体の板厚は、前記下部側の板状体の板厚と比較して大きく設定されることを特徴とする鋳造システム。 - 請求項8又は請求項9記載の鋳造システムにおいて、
前記上部側及び前記下部側の板状体の間には室が形成され、前記室内を真空引きする減圧手段が設けられることを特徴とする鋳造システム。 - 溶湯が貯留された貯留炉からラドル内に溶湯を汲み入れる工程と、
前記ラドルを射出スリーブまで移動させ、前記ラドルの底部に設けられたテーパ状の突出口を、前記射出スリーブに設けられた弾性変形可能な板状体の孔部に対し嵌挿してシールする工程と、
前記シールが保持された状態で真空引きし、前記ラドル内の溶湯を前記射出スリーブ内に供給する工程と、
前記ラドルを前記射出スリーブから離間させる工程と、
を有し、
前記板状体は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、
前記上部側の板状体の内径部には、弾性変形可能な第2撓み部が設けられ、
前記下部側の板状体の内径部には、弾性変形可能な第1撓み部が設けられ、
前記第2撓み部における径方向の寸法(D2)は、前記第1撓み部における径方向の寸法(D1)よりも短くなるように設定される(D1>D2)ことを特徴とする鋳造方法。 - 溶湯が貯留された貯留炉からラドル内に溶湯を汲み入れる工程と、
前記ラドルを射出スリーブまで移動させ、前記ラドルの底部に設けられたテーパ状の突出口を、前記射出スリーブに設けられた弾性変形可能な板状体の孔部に対し嵌挿してシールする工程と、
前記シールが保持された状態で真空引きし、前記ラドル内の溶湯を前記射出スリーブ内に供給する工程と、
前記ラドルを前記射出スリーブから離間させる工程と、
を有し、
前記板状体は、円板状で所定間隔離間して配置され、支持部材によって弾性変形可能に支持される上部側の板状体と下部側の板状体からなり、
前記上部側の板状体の板厚は、前記下部側の板状体の板厚と比較して大きく設定されることを特徴とする鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011231844A JP5770062B2 (ja) | 2011-10-21 | 2011-10-21 | シール構造、シール方法、それを用いた鋳造システム、及び、鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011231844A JP5770062B2 (ja) | 2011-10-21 | 2011-10-21 | シール構造、シール方法、それを用いた鋳造システム、及び、鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013086169A JP2013086169A (ja) | 2013-05-13 |
| JP5770062B2 true JP5770062B2 (ja) | 2015-08-26 |
Family
ID=48530640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011231844A Expired - Fee Related JP5770062B2 (ja) | 2011-10-21 | 2011-10-21 | シール構造、シール方法、それを用いた鋳造システム、及び、鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5770062B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102046542B1 (ko) * | 2018-02-26 | 2019-11-19 | 주식회사 세진씰 | 플로팅 씰 제조를 위한 원심주조장치 |
| CN111212695B (zh) * | 2018-04-12 | 2021-06-15 | 株式会社阿雷斯提 | 铸造装置、铸件的制造方法以及密封构造 |
| CN112475278A (zh) * | 2020-12-14 | 2021-03-12 | 华域皮尔博格有色零部件(上海)有限公司 | 铸造浇包装置及铸造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4146081A (en) * | 1976-08-14 | 1979-03-27 | Walter Reis | Apparatus for die casting |
| JPS61190350U (ja) * | 1985-05-20 | 1986-11-27 | ||
| FI112448B (fi) * | 2001-05-21 | 2003-12-15 | Jarkko Laine | Valuastia sulan käsittelyyn ja valumenetelmä |
| JP2003129125A (ja) * | 2001-10-15 | 2003-05-08 | Daido Steel Co Ltd | ストリップ連続熱処理炉 |
| JP3900422B2 (ja) * | 2002-08-09 | 2007-04-04 | 晃由 梅村 | 真空ダイカスト法における給湯方法及びそれに用いる給湯装置 |
| JP2007016880A (ja) * | 2005-07-07 | 2007-01-25 | Kayaba Ind Co Ltd | 空圧緩衝器のバルブ構造 |
| JP4817339B2 (ja) * | 2009-02-17 | 2011-11-16 | 信越化学工業株式会社 | 加熱炉のシール部材 |
| JP5605792B2 (ja) * | 2010-01-27 | 2014-10-15 | 宇部興産機械株式会社 | 減圧鋳造用給湯装置および給湯方法 |
-
2011
- 2011-10-21 JP JP2011231844A patent/JP5770062B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013086169A (ja) | 2013-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102642007B (zh) | 一种真空压铸模具 | |
| JP6417548B2 (ja) | 流体及び真空を気密供給するための同心管を備えたモールド組立体 | |
| CN103813870B (zh) | 压铸设备 | |
| JP5770062B2 (ja) | シール構造、シール方法、それを用いた鋳造システム、及び、鋳造方法 | |
| JP2012187754A (ja) | 中空容器における内蔵部品のクランプ構造およびクランプ方法 | |
| CN106513685A (zh) | 一种粉末近熔融态热等静压净成形方法 | |
| TWI361173B (ja) | ||
| JP6724336B2 (ja) | 空気入りタイヤの加硫装置および方法 | |
| CN114082827A (zh) | 薄型管材成形装置及方法 | |
| CA2475024A1 (fr) | Procede de fabrication de pieces par soudage par diffusion et par formage superplastique, et moule pour mettre en oeuvre un tel procede | |
| CN102896195B (zh) | 金属板材成型系统 | |
| KR20200078031A (ko) | 실링부재를 구비한 이젝터핀과 이를 이용한 사출금형 | |
| JP2010046876A (ja) | 射出成形装置及び射出成形方法 | |
| CN221434603U (zh) | 一种薄壁不锈钢管超涨幅的成形装置 | |
| JP4394985B2 (ja) | 拡散接合および超塑性成形による中空機械部品の製造のためのアセンブリ、そのようなアセンブリの使用およびそのような機械部品を製造するためのプロセス | |
| JPWO2019053867A1 (ja) | 注液装置 | |
| CN103213245B (zh) | 互感器制造用真空罩及使用该真空罩的互感器制造装置 | |
| JP5592727B2 (ja) | シールプレートおよびこれに用いられるシール材 | |
| CN117483535A (zh) | 薄壁不锈钢管超涨幅的成形模具及成形方法 | |
| TWI532543B (zh) | 管材液壓複合成形系統及液壓複合成形方法 | |
| CN214829970U (zh) | 真空玻璃用连续加工装置 | |
| CN103212694A (zh) | 铸造装置、真空铸造用模具以及真空铸造方法 | |
| TWI404583B (zh) | 擴散接合方法 | |
| TWI446401B (zh) | 真空排氣頭 | |
| KR101972664B1 (ko) | 실링 유닛 및 상기 실링 유닛을 포함하는 액압성형장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150526 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5770062 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |