JP5771945B2 - 球帯状シール体 - Google Patents
球帯状シール体 Download PDFInfo
- Publication number
- JP5771945B2 JP5771945B2 JP2010234982A JP2010234982A JP5771945B2 JP 5771945 B2 JP5771945 B2 JP 5771945B2 JP 2010234982 A JP2010234982 A JP 2010234982A JP 2010234982 A JP2010234982 A JP 2010234982A JP 5771945 B2 JP5771945 B2 JP 5771945B2
- Authority
- JP
- Japan
- Prior art keywords
- heat
- resistant material
- mass
- reinforcing material
- spherical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
- F01N13/1805—Fixing exhaust manifolds, exhaust pipes or pipe sections to each other, to engine or to vehicle body
- F01N13/1827—Sealings specially adapted for exhaust systems
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features
- F01N13/16—Selection of particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
- F01N13/1805—Fixing exhaust manifolds, exhaust pipes or pipe sections to each other, to engine or to vehicle body
- F01N13/1811—Fixing exhaust manifolds, exhaust pipes or pipe sections to each other, to engine or to vehicle body with means permitting relative movement, e.g. compensation of thermal expansion or vibration
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/10—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing
- F16J15/12—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering
- F16J15/121—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering with metal reinforcement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/10—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing
- F16J15/12—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering
- F16J15/121—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering with metal reinforcement
- F16J15/126—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering with metal reinforcement consisting of additions, e.g. metallic fibres, metallic powders, randomly dispersed in the packing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L27/00—Adjustable joints; Joints allowing movement
- F16L27/02—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction
- F16L27/04—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly-spherical engaging surfaces
- F16L27/053—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly-spherical engaging surfaces held in place by bolts passing through flanges
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L27/00—Adjustable joints; Joints allowing movement
- F16L27/02—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction
- F16L27/04—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly-spherical engaging surfaces
- F16L27/06—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly-spherical engaging surfaces with special sealing means between the engaging surfaces
- F16L27/073—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly-spherical engaging surfaces with special sealing means between the engaging surfaces one of the cooperating surfaces forming the sealing means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
- F01N13/1838—Construction facilitating manufacture, assembly, or disassembly characterised by the type of connection between parts of exhaust or silencing apparatus, e.g. between housing and tubes, between tubes and baffles
- F01N13/1844—Mechanical joints
- F01N13/1855—Mechanical joints the connection being realised by using bolts, screws, rivets or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N2260/00—Exhaust treating devices having provisions not otherwise provided for
- F01N2260/10—Exhaust treating devices having provisions not otherwise provided for for avoiding stress caused by expansions or contractions due to temperature variations
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N2310/00—Selection of sound absorbing or insulating material
- F01N2310/14—Wire mesh fabric, woven glass cloth or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N2450/00—Methods or apparatus for fitting, inserting or repairing different elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N2530/00—Selection of materials for tubes, chambers or housings
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Gasket Seals (AREA)
- Joints Allowing Movement (AREA)
- Sliding-Contact Bearings (AREA)
- Joints With Pressure Members (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
- Sealing Material Composition (AREA)
Description
濃度98%の濃硫酸を攪拌しながら、酸化剤として過酸化水素の60%水溶液を加え、これを反応液とする。この反応液を冷却して10℃の温度に保持し、該反応液に粒度30〜80メッシュの鱗片状天然黒鉛粉末を添加して30分間反応を行う。反応後、吸引濾過して酸処理黒鉛粉末を分離し、該酸処理黒鉛粉末を水で10分間撹拌して吸引濾過するという洗浄作業を2回繰り返し、酸処理黒鉛粉末から硫酸分を充分除去する。ついで、硫酸分を充分除去した酸処理黒鉛粉末を110℃の温度に保持した乾燥炉で3時間乾燥し、これを酸処理黒鉛粉末とする。
上記酸処理黒鉛粉末と同様の方法で得た酸処理黒鉛粉末を攪拌しながら、該酸処理黒鉛粉末に燐酸塩として濃度50%の第一燐酸アルミニウム〔Al(H2PO4)3〕水溶液をメタノールで希釈した溶液を噴霧状に配合し、均一に撹拌して湿潤性を有する混合物を作製する。この湿潤性を有する混合物を、120℃の温度に保持した乾燥炉で2時間乾燥する。ついで、これを950〜1200℃の温度で1〜10秒間加熱(膨張)処理して分解ガスを発生せしめ、そのガス圧により黒鉛層間を拡張して膨張させた膨張黒鉛粒子(膨張倍率240〜300倍)を形成する。この膨張処理工程において、第一燐酸アルミニウムでは構造式中の水が脱離する。この膨張黒鉛粒子を所望のロール隙間に調整した双ローラ装置に供給してロール成形し、所望の厚さの膨張黒鉛シートを作製し、この膨張黒鉛シートを耐熱材IIとする。
上記酸処理黒鉛粉末と同様の方法で得た酸処理黒鉛粉末を攪拌しながら、該酸処理黒鉛粉末に燐酸塩として濃度50%の第一燐酸アルミニウム水溶液と燐酸として濃度84%のオルト燐酸(H3PO4)水溶液をメタノールで希釈した溶液を噴霧状に配合し、均一に撹拌して湿潤性を有する混合物を作製する。この湿潤性を有する混合物を、120℃の温度に保持した乾燥炉で2時間乾燥する。ついで、これを950〜1200℃の温度で1〜10秒間加熱(膨張)処理して分解ガスを発生せしめ、そのガス圧により黒鉛層間を拡張して膨張させた膨張黒鉛粒子(膨張倍率240〜300倍)を形成する。この膨張処理工程において、第一燐酸アルミニウムでは構造式中の水が脱離し、オルト燐酸では脱水反応を生じて五酸化燐を生成する。この膨張黒鉛粒子を所望のロール隙間に調整した双ローラ装置に供給してロール成形し、所望の厚さの膨張黒鉛シートを作製し、この膨張黒鉛シートを耐熱材IIIとする。
補強材は、鉄系としてオーステナイト系のSUS304、SUS310S、SUS316、フェライト系のSUS430などのステンレス鋼線、鉄線(JISG3532)もしくは亜鉛メッキ鋼線(JISG3547)又は銅系として銅−ニッケル合金(白銅)線、銅−ニッケル−亜鉛合金(洋白)線、黄銅線、ベリリウム銅線からなる金属細線を一本又は二本以上を使用して織ったり、編んだりして形成される織組金網又は編組金網が使用される。
固体潤滑剤は、六方晶窒化硼素23〜75質量%と溶融ふっ素樹脂23〜75質量%とを含む潤滑組成物からなる。
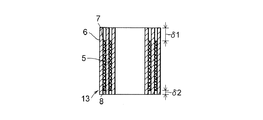
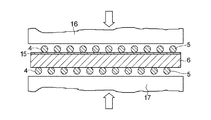
<第一の方法> 図11ないし図13に示すように、線径が0.28〜0.32mmの金属細線を編み機(図示せず)で連続的に編んで得られる円筒状編組金網からなる外層用の補強材5の内部に、固体潤滑剤の焼成被覆層15を備えた耐熱材6を連続的に挿入(図11参照)し、該耐熱材6を挿入した補強材5をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ16及び17間の隙間Δ1に供給し該耐熱材6の厚さ方向に加圧(図12参照)して一体化させ、外層用の補強材5の金網の網目に耐熱材6と該耐熱材6の表面に形成された固体潤滑剤の焼成被覆層15とを充填して、表面に外層用の補強材5からなる面18と焼成された固体潤滑剤からなる面19とが混在して露出した扁平状の外層形成部材20を作製する。
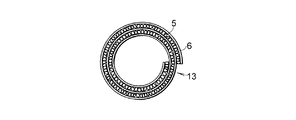
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を一本使用して網目の目幅が縦4mm、横5mmの円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを球帯状基体用の補強材とした。耐熱材として、密度1.12Mg/m3、厚さ0.38mmの膨張黒鉛シート(耐熱材I)を使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に球帯状基体用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。耐熱材として、第一燐酸アルミニウムを4.0質量%含有した密度1.12Mg/m3、厚さ0.38mmの膨張黒鉛シート(耐熱材II)を使用した。以下、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。耐熱材として、第一燐酸アルミニウムを8.0質量%及び五酸化燐を1.0質量%含有した密度1.12Mg/m3、厚さ0.38mmの膨張黒鉛シート(耐熱材III)を使用した。以下、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例10と同様の構成材料を使用し、実施例1と同様の方法で筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例10と同様の構成材料を使用し、実施例1と同様の方法で筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例11と同様の構成材料を使用し、実施例1と同様の方法で筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
実施例11と同様の構成材料を使用し、実施例1と同様の方法で筒状母材を作製した。
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を一本使用して網目の目幅が縦4mm、横5mmの円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを球帯状基体用の補強材とした。耐熱材として、密度1.12Mg/m3、厚さ0.38mmの膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に球帯状基体用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記比較例1と同様の材料及び方法により筒状母材を作製した。上記比較例1と同様にして内部に耐熱材を挿入保持した帯状金網を作製し、これを外層用の補強材とした。上記と同様の耐熱材を別途準備し、該耐熱材の一方の表面に四ふっ化エチレン樹脂(PTFE)50質量%と界面活性剤5質量%及び水45質量%からなる水性ディスパージョン(固形分50%)をローラ塗りし、100℃の温度で乾燥してPTFEの被覆層を形成したのち、これを加熱炉内においてPTFEの融点(327℃)以上の340℃の温度で20分間焼成し、耐熱材の一方の表面に焼成されたPTFEの被覆層を形成した。
前記比較例1と同様の材料及び方法により筒状母材を作製した。上記比較例1と同様にして内部に耐熱材を挿入保持した帯状金網を作製し、これを外層用の補強材とした。
コイルバネによる押圧力(スプリングセットフォース):590N
揺動角度:±4°
加振周波数:12Hz
温度(図18に示す凹球面部302の外表面温度):室温(25℃)〜500℃
試験回数:100万サイクル
相手材(図18に示す径拡大部301の材質):SUS304
室温(25℃)において12Hzの加振周波数で±4°の遥動運動を1回として45,000回行ったのち、該遥動運動を継続しながら雰囲気温度を500℃の温度まで昇温(昇温中の遥動回数45,000回)し、500℃の温度に到達した時点で115,000回の遥動運動を行い、ついで該遥動運動を継続しながら雰囲気温度を室温まで降温(降温中の遥動回数45,000回)するという全遥動回数250,000回を1サイクルとして4サイクル行う。
<摩擦異常音の判定レベル>
評価記号A:摩擦異常音の発生のないもの。
評価記号B:試験片に耳を近づけた状態で、かすかに摩擦異常音が聴こえるもの。
評価記号C:定位置(試験片から1.5m離れた位置)では生活環境音に掻き消され、 一般には判別し難いが試験担当者には摩擦異常音として判別できるもの。
評価記号D:定位置で誰でも摩擦異常音(不快音)として識別できるもの。
<試験条件>
コイルばねによる押圧力(スプリングセットフォース):980N
加振角度:±2.5°
加振周波数(揺動速度):5Hz
温度(図18に示す凹球面部302の外表面温度):室温(25℃)〜500℃
揺動回数:100万回
相手材(図18に示す径拡大部301の材質):SUS304
室温(25℃)において5Hzの加振周波数で±2.5°の揺動運動を継続しながら温度を500℃まで昇温し、その温度を保持した状態で揺動運動を継続し、揺動回数が100万回に到達した時点でのガス漏れ量を測定した。
図18に示す排気管球面継手の一方の上流側排気管100の開口部を閉塞し、他方の下流側排気管300側から、0.049MPa(0.5kgf/cm2)の圧力で乾燥空気を流入し、継手部分(球帯状シール体38の面42と径拡大部301との摺接部、球帯状シール体38の円筒内面32と上流側排気管100の管端部101との嵌合部及び環状端面34と上流側排気管100に立設されたフランジ200との当接部)からのガス漏れ量を流量計にて、(1)試験初期(試験開始前)、(2)揺動回数25万回後、(3)揺動回数50万回後及び(4)揺動回数100万回後の4回測定した。

5 補強材
6 耐熱材
12 重合体
13 筒状母材
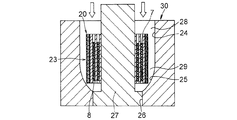
20 外層形成部材
23 予備円筒成形体
30 金型
32 円筒内面
33 部分凸球面状面
34 大径側の環状端面
35 小径側の環状端面
36 球帯状基体
37 外層
38 球帯状シール体
Claims (3)
- 円筒内面、部分凸球面状面並びに部分凸球面状面の大径側及び小径側の環状端面により規定された球帯状基体と、この球帯状基体の部分凸球面状面に一体的に形成された外層とを備えていると共に排気管継手に用いられる球帯状シール体であって、球帯状基体は、金網からなる補強材と、この補強材の金網の網目を充填し、かつこの補強材と混在一体化されていると共に圧縮された膨張黒鉛を含む耐熱材とを具備しており、外層は、膨張黒鉛を含む耐熱材と、六方晶窒化硼素41〜45質量%及び溶融ふっ素樹脂50〜55質量%を含む潤滑組成物の焼成された固体潤滑剤と、金網からなる補強材とが圧縮されて補強材の網目に固体潤滑剤及び耐熱材が充填されている共に当該固体潤滑剤及び耐熱材と補強材とが混在一体化されてなり、該外層の外表面は、補強材からなる面と固体潤滑剤からなる面とが混在した平滑な面に形成されており、耐熱材は、第一燐酸アルミニウムを4〜8質量%の割合で含有しており、潤滑組成物中の溶融ふっ素樹脂には、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)が使用されている球帯状シール体。
- 潤滑組成物は、黒鉛を16質量%以下の割合で含有する請求項1に記載の球帯状シール体。
- 耐熱材は、さらに五酸化燐を0.05〜5質量%の割合で含有する請求項1又は2に記載の球帯状シール体。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010234982A JP5771945B2 (ja) | 2010-10-19 | 2010-10-19 | 球帯状シール体 |
| CN201180050287.3A CN103168187B (zh) | 2010-10-19 | 2011-10-12 | 球形环密封件和生产球形环密封件的方法 |
| US13/878,527 US10184384B2 (en) | 2010-10-19 | 2011-10-12 | Spherical annular seal member and method of manufacturing the same |
| PCT/JP2011/005709 WO2012053168A1 (ja) | 2010-10-19 | 2011-10-12 | 球帯状シール体及びその製造方法 |
| BR112013008658A BR112013008658B1 (pt) | 2010-10-19 | 2011-10-12 | elemento de vedação anular esférico e método de fabricação do mesmo |
| EP11834014.0A EP2631511B1 (en) | 2010-10-19 | 2011-10-12 | Sphered-band sealing object and process for producing same |
| CA2812385A CA2812385C (en) | 2010-10-19 | 2011-10-12 | Spherical annular seal member and method of manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010234982A JP5771945B2 (ja) | 2010-10-19 | 2010-10-19 | 球帯状シール体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012087874A JP2012087874A (ja) | 2012-05-10 |
| JP5771945B2 true JP5771945B2 (ja) | 2015-09-02 |
Family
ID=45974899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010234982A Active JP5771945B2 (ja) | 2010-10-19 | 2010-10-19 | 球帯状シール体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10184384B2 (ja) |
| EP (1) | EP2631511B1 (ja) |
| JP (1) | JP5771945B2 (ja) |
| CN (1) | CN103168187B (ja) |
| BR (1) | BR112013008658B1 (ja) |
| CA (1) | CA2812385C (ja) |
| WO (1) | WO2012053168A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2621110C2 (ru) * | 2012-10-16 | 2017-05-31 | Оилз Корпорейшн | Сферический кольцевой уплотняющий элемент и способ его изготовления |
| JP5978989B2 (ja) | 2012-12-27 | 2016-08-24 | オイレス工業株式会社 | 球帯状シール体 |
| US20160341244A1 (en) * | 2014-01-31 | 2016-11-24 | Toray Industries, Inc. | Curved sliding liner and curved sliding unit |
| CN104896094B (zh) * | 2015-06-10 | 2017-03-22 | 自贡鑫剑密封科技有限公司 | 一种自密封圈及其加工方法 |
| JP2017106547A (ja) * | 2015-12-09 | 2017-06-15 | オイレス工業株式会社 | 滑り軸受 |
| PL3397871T3 (pl) * | 2015-12-31 | 2021-04-19 | Saint-Gobain Performance Plastics Pampus Gmbh | Odporna na korozję panewka zawierająca metalową siatkę |
| DE102017104608B4 (de) * | 2017-03-06 | 2022-12-29 | Gkn Powder Metallurgy Engineering Gmbh | Rohrleitungsabschnitt einer Common-Rail-Leitung und Verfahren zu dessen Herstellung |
| EP3657051B1 (en) * | 2018-11-21 | 2021-06-30 | W.L. Gore & Associates, Inc. | Sealing element and method of manufacture of a sealing element |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4607851A (en) | 1977-11-30 | 1986-08-26 | Metex Corporation | Method of making composite wire mesh seal |
| JPS5983830A (ja) | 1982-11-05 | 1984-05-15 | Honda Motor Co Ltd | しゆう動体 |
| US4830383A (en) * | 1988-06-29 | 1989-05-16 | Brunswick Corporation | Engine seal using flowable sealant |
| US4951954A (en) | 1989-08-23 | 1990-08-28 | Acs Industries, Inc. | High temperature low friction seal |
| JPH0448973A (ja) | 1990-06-18 | 1992-02-18 | Haratsukusu Kk | 形状選別装置 |
| JP3139179B2 (ja) | 1992-10-12 | 2001-02-26 | オイレス工業株式会社 | 球帯状シール体 |
| DE4318789A1 (de) * | 1993-06-05 | 1994-12-08 | Bosch Gmbh Robert | Dichtung für ein Sensorelement eines Gassensors |
| JP3937473B2 (ja) * | 1996-03-22 | 2007-06-27 | オイレス工業株式会社 | 摺動部材用組成物および該組成物からなる摺動部材ならびに球帯状シール体 |
| JP4617521B2 (ja) | 1999-09-28 | 2011-01-26 | オイレス工業株式会社 | 球帯状シール体ならびにその製造方法 |
| JP2003097718A (ja) * | 2001-09-21 | 2003-04-03 | Oiles Ind Co Ltd | 球帯状シール体及びその製造方法 |
| JP5120995B2 (ja) | 2004-07-12 | 2013-01-16 | 本田技研工業株式会社 | 球帯状シール体及びその製造方法 |
| JP5246724B2 (ja) * | 2004-07-12 | 2013-07-24 | 本田技研工業株式会社 | 球帯状シール体及びその製造方法 |
| JP2006225433A (ja) | 2005-02-15 | 2006-08-31 | Kurabo Ind Ltd | 摺動部材用樹脂組成物および摺動部材 |
| JP4953222B2 (ja) | 2005-05-20 | 2012-06-13 | 本田技研工業株式会社 | 球帯状シール体 |
| WO2007018173A1 (ja) | 2005-08-09 | 2007-02-15 | Best Corporation | 排気管球面継手用環状シール体及びその製造方法 |
| JP5025131B2 (ja) * | 2005-10-31 | 2012-09-12 | 豊田合成株式会社 | 燃料系シール部材及びその製造方法 |
| WO2008015775A1 (fr) * | 2006-07-31 | 2008-02-07 | Techno Polymer Co., Ltd. | Châssis de dissipation thermique et boîtier de dissipation thermique |
| JP2008033147A (ja) * | 2006-07-31 | 2008-02-14 | Techno Polymer Co Ltd | トナーケース |
| JP2008075803A (ja) | 2006-09-22 | 2008-04-03 | Nsk Ltd | 転がり軸受 |
| EP2216570B1 (en) | 2007-12-05 | 2015-07-22 | Oiles Corporation | Spherical annular seal and process for production thereof |
| JP5347971B2 (ja) | 2007-12-17 | 2013-11-20 | オイレス工業株式会社 | 球帯状シール体及びその製造方法 |
| JP2009144884A (ja) * | 2007-12-18 | 2009-07-02 | Nippon Pillar Packing Co Ltd | 管継手用シール体 |
-
2010
- 2010-10-19 JP JP2010234982A patent/JP5771945B2/ja active Active
-
2011
- 2011-10-12 BR BR112013008658A patent/BR112013008658B1/pt active IP Right Grant
- 2011-10-12 CN CN201180050287.3A patent/CN103168187B/zh active Active
- 2011-10-12 CA CA2812385A patent/CA2812385C/en active Active
- 2011-10-12 WO PCT/JP2011/005709 patent/WO2012053168A1/ja not_active Ceased
- 2011-10-12 EP EP11834014.0A patent/EP2631511B1/en active Active
- 2011-10-12 US US13/878,527 patent/US10184384B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20130187347A1 (en) | 2013-07-25 |
| EP2631511A1 (en) | 2013-08-28 |
| CN103168187B (zh) | 2016-01-20 |
| CA2812385A1 (en) | 2012-04-26 |
| WO2012053168A1 (ja) | 2012-04-26 |
| EP2631511B1 (en) | 2018-08-22 |
| BR112013008658B1 (pt) | 2020-04-14 |
| CN103168187A (zh) | 2013-06-19 |
| CA2812385C (en) | 2015-09-29 |
| JP2012087874A (ja) | 2012-05-10 |
| US10184384B2 (en) | 2019-01-22 |
| EP2631511A4 (en) | 2016-01-13 |
| BR112013008658A2 (pt) | 2016-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5771945B2 (ja) | 球帯状シール体 | |
| JP5972991B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP5347970B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP5531885B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP5347971B2 (ja) | 球帯状シール体及びその製造方法 | |
| EP2698566A1 (en) | Spherical seal member and method for manufacturing same | |
| JP6314398B2 (ja) | 球帯状シール体 | |
| JP6427916B2 (ja) | 球帯状シール体 | |
| JP6337462B2 (ja) | 球帯状シール体 | |
| JP2012107686A (ja) | 球帯状シール体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130814 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5771945 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |