JP5772584B2 - ピストンリング - Google Patents
ピストンリング Download PDFInfo
- Publication number
- JP5772584B2 JP5772584B2 JP2011288913A JP2011288913A JP5772584B2 JP 5772584 B2 JP5772584 B2 JP 5772584B2 JP 2011288913 A JP2011288913 A JP 2011288913A JP 2011288913 A JP2011288913 A JP 2011288913A JP 5772584 B2 JP5772584 B2 JP 5772584B2
- Authority
- JP
- Japan
- Prior art keywords
- dimple
- depth
- piston ring
- dimples
- types
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Pistons, Piston Rings, And Cylinders (AREA)
Description
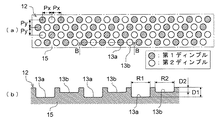
ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)とした場合について説明する。
ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)とした場合について説明する。
ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)とした場合について説明する。
11 ピストンリング本体
12 外周摺動面
13a 第1ディンプル(ディンプル)
13b 第2ディンプル(ディンプル)
13c 第3ディンプル(ディンプル)
Claims (3)
- ピストンリング本体と、前記ピストンリング本体の外周摺動面に形成された多数のディンプルとを有するピストンリングにおいて、
前記多数のディンプルは、深さが複数種類となるように形成され、且つ、深さの異なる複数種類のディンプルが前記ピストンリング本体の周方向に交互に配設されることを特徴とするピストンリング。 - 前記多数のディンプルは、深さが第1深さに形成された第1ディンプルと、深さが前記第1深さより浅い第2深さに形成された第2ディンプルとを含み、
前記第1深さが4〜5μmとされ、前記第2深さが2〜3μmとされる請求項1に記載のピストンリング。 - 前記多数のディンプルは、深さが前記第2深さより浅い第3深さに形成された第3ディンプルをさらに含み、
前記第3深さが1〜1.5μmとされる請求項2に記載のピストンリング。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011288913A JP5772584B2 (ja) | 2011-12-28 | 2011-12-28 | ピストンリング |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011288913A JP5772584B2 (ja) | 2011-12-28 | 2011-12-28 | ピストンリング |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013137080A JP2013137080A (ja) | 2013-07-11 |
| JP5772584B2 true JP5772584B2 (ja) | 2015-09-02 |
Family
ID=48912955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011288913A Active JP5772584B2 (ja) | 2011-12-28 | 2011-12-28 | ピストンリング |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5772584B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025151862A1 (en) * | 2024-01-12 | 2025-07-17 | Rtx Corporation | Laser texturing of piston seal rings |
| EP4671501A3 (en) * | 2024-06-26 | 2026-04-22 | RTX Corporation | Method for laser treating a metallic substrate of a piston seal ring |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014002397A1 (de) * | 2014-02-24 | 2015-05-28 | Mtu Friedrichshafen Gmbh | Kolbenring, Zylinderlaufbuchse und Gleitpaarung |
| JP6584243B2 (ja) * | 2015-09-04 | 2019-10-02 | 株式会社リケン | ピストンリング及びその製造方法 |
| JP6860328B2 (ja) * | 2016-11-16 | 2021-04-14 | 株式会社リケン | 内燃機関用ピストンの圧力リング |
| CN109964054B (zh) * | 2016-11-18 | 2021-09-17 | 伊格尔工业股份有限公司 | 滑动部件 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62256960A (ja) * | 1986-04-28 | 1987-11-09 | Mazda Motor Corp | 耐摩耗性に優れた摺接部材およびその製造法 |
| JPH0542827U (ja) * | 1991-11-13 | 1993-06-11 | 金井 宏之 | ピストンリング用線材 |
| JP5077798B2 (ja) * | 2008-08-06 | 2012-11-21 | 三菱重工業株式会社 | 往復動機関のピストンリング |
-
2011
- 2011-12-28 JP JP2011288913A patent/JP5772584B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025151862A1 (en) * | 2024-01-12 | 2025-07-17 | Rtx Corporation | Laser texturing of piston seal rings |
| EP4671501A3 (en) * | 2024-06-26 | 2026-04-22 | RTX Corporation | Method for laser treating a metallic substrate of a piston seal ring |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013137080A (ja) | 2013-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5772584B2 (ja) | ピストンリング | |
| KR101665491B1 (ko) | 조합형 오일링 | |
| JP5620794B2 (ja) | ピストンリング | |
| US8820750B2 (en) | Internal combustion engine oil ring | |
| EP2562448A1 (en) | Oil ring for internal combustion engine | |
| JP2016169791A (ja) | サイドレール | |
| JP2010038295A (ja) | 往復動機関のピストンリング | |
| CN107002251A (zh) | 用于制造在机械部件上的滑动面的方法 | |
| US10197160B2 (en) | Oil ring | |
| JP2016138629A (ja) | ピストンリング | |
| JP2005264978A (ja) | 圧力リング | |
| JP7045383B2 (ja) | ピストンリング | |
| JP2013148026A (ja) | シリンダライナ | |
| WO2014073430A1 (ja) | ピストンリング | |
| JP5331235B2 (ja) | 往復動機関 | |
| JP2017036823A (ja) | ピストンリング | |
| JP2013155829A (ja) | 3ピースオイルリング | |
| JP6419727B2 (ja) | バルブリフタ | |
| JP2018179174A (ja) | 圧力リング | |
| JP6860328B2 (ja) | 内燃機関用ピストンの圧力リング | |
| RU2625419C1 (ru) | Маслосъемное поршневое устройство двигателя внутреннего сгорания | |
| JP2016118276A (ja) | 組合せオイルリング | |
| WO2015151439A1 (ja) | オイルリング | |
| EP3399176A1 (en) | Piston for internal combustion engine | |
| JP2017193986A (ja) | 内燃機関のシリンダボア壁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140918 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150528 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150615 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Ref document number: 5772584 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |