JP5776461B2 - インクジェットヘッド、インクジェット記録装置およびインクジェットヘッド製造方法 - Google Patents
インクジェットヘッド、インクジェット記録装置およびインクジェットヘッド製造方法 Download PDFInfo
- Publication number
- JP5776461B2 JP5776461B2 JP2011199574A JP2011199574A JP5776461B2 JP 5776461 B2 JP5776461 B2 JP 5776461B2 JP 2011199574 A JP2011199574 A JP 2011199574A JP 2011199574 A JP2011199574 A JP 2011199574A JP 5776461 B2 JP5776461 B2 JP 5776461B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- inkjet head
- region
- main surface
- wiring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
図1は、第1の実施の形態にかかるインクジェットヘッド1の構成を示す分解斜視図である。図2は、図1におけるIV−IV線で切断したインクジェットヘッド1の断面の一部を示す図である。図3は、図1におけるV−V線で切断したインクジェットヘッド1の断面の一部を示す図である。
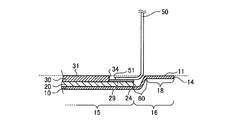
図4は、第2の実施の形態にかかるインクジェットヘッド2の断面図である。図4は、図1に示すV−V線に相当する線で切断したインクジェットヘッド2の断面の一部を示している。第2の実施の形態にかかるインクジェットヘッド2は、板状部材10〜30に加えて、板状部材60をさらに備えている。板状部材60は、第1板状部材として機能する。すなわち、本実施の形態にかかるインクジェットヘッド2は、2層の第1板状部材と、2層の第2板状部材を備えている。
図5は、第3の実施の形態にかかるインクジェットヘッド3の断面図である。図5は、図1に示すV−V線に相当する線で切断したインクジェットヘッド3の断面の一部を示している。第3の実施の形態にかかるインクジェットヘッド3の板状部材10は、その主面11の面積が、第2の実施の形態にかかるインクジェットヘッド2の板状部材10の主面11の面積に比べて、少なくとも第2領域16分だけ小さく、縁部14が板状部材60の縁部64よりも内側に位置するように積層されている。
図6は、第4の実施の形態にかかるインクジェットヘッド4の断面図である。図6は、図1に示すV−V線に相当する線で切断したインクジェットヘッド4の断面の一部を示している。
次に、第5の実施の形態にかかるインクジェットヘッド4について説明する。第5の実施の形態にかかるインクジェットヘッド4は、第4の実施の形態にかかるインクジェットヘッド4と製造方法が異なっている。なお、第5の実施の形態にかかるインクジェットヘッド4の構造は、第4の実施の形態にかかるインクジェットヘッド4の構造と同様である。
図9は、第6の実施の形態にかかる画像記録装置100の斜視図である。第1〜第5の実施の形態にかかるインクジェットヘッドは、インクジェット記録装置としての画像形成装置に適用することができる。以下、第1〜第5の実施の形態にかかるインクジェットヘッドを搭載した画像形成装置100について説明する。
10、20、30 板状部材
17 ノズル孔
25 個別インク供給口
26 個別液室
27 電気機械変換素子
28 ドライバIC
29 接続端子
35 共通インク流路
40 フレーム部材
50 配線部材
60 曲げ部
Claims (10)
- 複数のノズル孔からインク滴を吐出するインクジェットヘッドであって、
インクの流路が形成された第1板状部材と、
前記流路が形成され、前記第1板状部材の主面の面積に比べて面積の小さい主面を有し、前記第1板状部材の主面の一部である第1領域に積層された第2板状部材と、
前記複数のノズル孔それぞれに連通する複数の液室各々に対応して設けられ、前記ノズル孔からインク滴を吐出させる電気機械変換素子と、
前記電気機械変換素子の駆動電源を供給する配線部材と、
前記第2板状部材の縁部のうち、前記第1板状部材の縁部より内側に位置する縁部に形成され、前記配線部材と電気的に接続する接続端子と、
前記第1板状部材よりも上位に積層された第3板状部材の、積層方向において上方に位置する主面である上面に接合する第1接合面と、前記第1板状部材の前記主面のうち前記第2板状部材が積層されていない第2領域に接合する第2接合面とを有し、前記第1板状部材、前記第2板状部材、前記第3板状部材および前記配線部材を覆って保護するフレーム部材と
を備えたことを特徴とするインクジェットヘッド。 - 前記第2板状部材は、前記第3板状部材であって、
前記フレーム部材の前記第1接合面は、前記第3板状部材としての前記第2板状部材の前記上面に接続することを特徴とする請求項1に記載のインクジェットヘッド。 - 前記フレーム部材の前記第1接合面および前記第2接合面は、同一平面上に位置するように形成され、
前記第1板状部材は、前記第1領域と前記第3板状部材の前記上面とを同一平面上に位置させるための曲げ部を有することを特徴とする請求項1または2に記載のインクジェットヘッド。 - 前記第2板状部材は、シリコン基板であることを特徴とする請求項1から3のいずれか一項に記載のインクジェットヘッド。
- 前記第1接合面および前記第2接合面は平面状に形成されていることを特徴とする請求項1から4のいずれか一項に記載のインクジェットヘッド。
- 請求項1から5のいずれか一項に記載のインクジェットヘッドを搭載したことを特徴とするインクジェット記録装置。
- インク滴を吐出する複数のノズル孔が形成された板状部材を含む複数の板状部材であって、積層された複数の板状部材を備え、複数の前記ノズル孔それぞれに連通する複数の液室と、前記液室各々に対応して設けられ、前記ノズル孔からインク滴を吐出させる電気機械変換素子と、前記電気機械変換素子の駆動電源を供給する配線部材とを備えたインクジェットヘッドを製造するインクジェットヘッド製造方法であって、
インクの流路が形成された第1板状部材の積層方向において上方に位置する主面である上面の一部である第1領域に、縁部に前記配線部材と電気的に接続する接続端子が形成された第2板状部材であって、前記第1板状部材の主面の面積に比べて面積の小さい主面を有する前記第2板状部材を、前記接続端子が形成された前記縁部が前記第1板状部材の縁部より内側に位置するように積層したときに、前記第1板状部材の前記上面のうち前記第2板状部材が積層されていない第2領域と、前記第1板状部材よりも上位に積層された第3板状部材の、積層方向において上方に位置する主面である上面とを同一平面上に位置させるための曲げ部を前記第1板状部材に形成する形成工程と、
前記第3板状部材の前記上面とフレーム部材の接合面とを接合すると同時に、前記第2領域と前記フレーム部材の接合面とを接合することにより、前記第1板状部材、前記第2板状部材、前記第3板状部材および前記配線部材を覆って保護する接合工程と
を有することを特徴とするインクジェットヘッド製造方法。 - 前記形成工程において、前記第2領域の少なくとも一部が前記第3板状部材の前記上面よりも積層方向において上方に位置するように前記曲げ部を形成し、
前記接合工程において、前記第1板状部材の前記第2領域を前記フレーム部材で押圧することにより、前記第2領域と前記第3板状部材の前記上面とが同一平面上に位置するように前記曲げ部を加工すると同時に、前記第3板状部材の前記上面と前記フレーム部材の前記接合面とを接合し、前記第1板状部材の前記第2領域と前記フレーム部材の前記接合面とを接合することを特徴とする請求項7に記載のインクジェットヘッド製造方法。 - 前記曲げ部は、曲げ加工により形成されることを特徴とする請求項7に記載のインクジェットヘッド製造方法。
- 前記曲げ部は、当該曲げ部に対応する原型を付けた電極を用いた電気鋳造により形成されることを特徴とする請求項7に記載のインクジェットヘッド製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011199574A JP5776461B2 (ja) | 2011-09-13 | 2011-09-13 | インクジェットヘッド、インクジェット記録装置およびインクジェットヘッド製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011199574A JP5776461B2 (ja) | 2011-09-13 | 2011-09-13 | インクジェットヘッド、インクジェット記録装置およびインクジェットヘッド製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013059907A JP2013059907A (ja) | 2013-04-04 |
| JP5776461B2 true JP5776461B2 (ja) | 2015-09-09 |
Family
ID=48185048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011199574A Active JP5776461B2 (ja) | 2011-09-13 | 2011-09-13 | インクジェットヘッド、インクジェット記録装置およびインクジェットヘッド製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5776461B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10272678B2 (en) | 2016-11-18 | 2019-04-30 | Ricoh Company, Ltd. | Liquid discharge head, liquid discharge device, and liquid discharge apparatus |
| JP7006060B2 (ja) * | 2017-09-13 | 2022-01-24 | セイコーエプソン株式会社 | 液体噴射ヘッド、液体噴射装置、及び、圧電デバイス |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4206775B2 (ja) * | 2002-02-18 | 2009-01-14 | ブラザー工業株式会社 | インクジェットヘッド |
| JP4466838B2 (ja) * | 2004-06-03 | 2010-05-26 | ブラザー工業株式会社 | インクジェットヘッド |
| JP4765510B2 (ja) * | 2004-09-24 | 2011-09-07 | ブラザー工業株式会社 | 液体噴射装置及びその製造方法 |
| JP4370349B2 (ja) * | 2007-08-01 | 2009-11-25 | シャープ株式会社 | インクジェットヘッドおよびその製造方法 |
| JP4905323B2 (ja) * | 2007-10-31 | 2012-03-28 | ブラザー工業株式会社 | 液滴吐出ヘッド |
-
2011
- 2011-09-13 JP JP2011199574A patent/JP5776461B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013059907A (ja) | 2013-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6736907B2 (ja) | 液体吐出装置、及び、配線部材 | |
| JP5776214B2 (ja) | 液滴吐出ヘッド、及び画像形成装置 | |
| JP6750279B2 (ja) | 液体吐出装置 | |
| JP7723708B2 (ja) | 液体吐出ヘッド、および記録装置 | |
| JP2009119766A (ja) | 液体吐出ヘッド、インクカートリッジ及び画像形成装置 | |
| CN105980157A (zh) | 液体喷头及利用其的记录装置 | |
| JP3979360B2 (ja) | 液体移送装置 | |
| JP2012081727A (ja) | 液滴吐出ヘッド、液滴吐出装置及び画像形成装置 | |
| JP6604035B2 (ja) | 液体吐出装置、及び液体吐出装置の製造方法 | |
| JP5776461B2 (ja) | インクジェットヘッド、インクジェット記録装置およびインクジェットヘッド製造方法 | |
| JP4765510B2 (ja) | 液体噴射装置及びその製造方法 | |
| JP2017132050A (ja) | 液体吐出装置 | |
| JP4924341B2 (ja) | 液体移送装置 | |
| JP7039915B2 (ja) | 液体吐出装置 | |
| JP2016124120A (ja) | 液体吐出装置 | |
| CN104070801A (zh) | 液体喷头以及液体喷射装置 | |
| JP2011212869A (ja) | 圧電アクチュエータ、液滴噴射ヘッドおよび液滴噴射装置 | |
| US10086611B2 (en) | Inkjet head and printer | |
| JP6729188B2 (ja) | 接合構造体、圧電デバイス、液体噴射ヘッド、液体噴射装置、及び、接合構造体の製造方法 | |
| JP6375973B2 (ja) | 液体吐出装置、及び、液体吐出装置の製造方法 | |
| JP5073862B2 (ja) | 液体吐出ヘッド、液体カートリッジ、画像形成装置、フレキシブルプリント基板 | |
| JP2007076129A (ja) | 液滴吐出ヘッド、記録液カートリッジ及び画像形成装置 | |
| JP6421820B2 (ja) | インクジェットヘッド、インクジェット記録装置及びインクジェットヘッドの製造方法 | |
| JP2008143012A (ja) | 液滴吐出ヘッド、画像形成装置、及び液滴吐出ヘッドの製造方法 | |
| JP6375998B2 (ja) | 液体吐出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140812 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150622 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5776461 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |