JP5841328B2 - マイクロチップの製造方法およびマイクロチップ - Google Patents
マイクロチップの製造方法およびマイクロチップ Download PDFInfo
- Publication number
- JP5841328B2 JP5841328B2 JP2010277839A JP2010277839A JP5841328B2 JP 5841328 B2 JP5841328 B2 JP 5841328B2 JP 2010277839 A JP2010277839 A JP 2010277839A JP 2010277839 A JP2010277839 A JP 2010277839A JP 5841328 B2 JP5841328 B2 JP 5841328B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- light
- side wall
- microchip
- concave portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L3/00—Containers or dishes for laboratory use, e.g. laboratory glassware; Droppers
- B01L3/50—Containers for the purpose of retaining a material to be analysed, e.g. test tubes
- B01L3/502—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures
- B01L3/5027—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures by integrated microfluidic structures, i.e. dimensions of channels and chambers are such that surface tension forces are important, e.g. lab-on-a-chip
- B01L3/502707—Containers for the purpose of retaining a material to be analysed, e.g. test tubes with fluid transport, e.g. in multi-compartment structures by integrated microfluidic structures, i.e. dimensions of channels and chambers are such that surface tension forces are important, e.g. lab-on-a-chip characterised by the manufacture of the container or its components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1635—Laser beams characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. laser transmission welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1687—Laser beams making use of light guides
- B29C65/169—Laser beams making use of light guides being a part of the joined article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/534—Joining single elements to open ends of tubular or hollow articles or to the ends of bars
- B29C66/5346—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat
- B29C66/53461—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat joining substantially flat covers and/or substantially flat bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C3/00—Assembling of devices or systems from individually processed components
- B81C3/001—Bonding of two components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01L—CHEMICAL OR PHYSICAL LABORATORY APPARATUS FOR GENERAL USE
- B01L2300/00—Additional constructional details
- B01L2300/06—Auxiliary integrated devices, integrated components
- B01L2300/0627—Sensor or part of a sensor is integrated
- B01L2300/0654—Lenses; Optical fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
- B29C65/1616—Near infrared radiation [NIR], e.g. by YAG lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1677—Laser beams making use of an absorber or impact modifier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/756—Microarticles, nanoarticles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Toxicology (AREA)
- Electromagnetism (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Dispersion Chemistry (AREA)
- Analytical Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Hematology (AREA)
- Clinical Laboratory Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Micromachines (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Automatic Analysis And Handling Materials Therefor (AREA)
Description
本発明のマイクロチップの製造方法は、以下の工程:
(A)一方の面に凹部を有する光透過性の第1の基板における凹部形成面上に、光吸収性の第2の基板を配置する基板積層工程、および
(B)第1の基板側から光を照射することにより、第1の基板と第2の基板とを溶着させる溶着工程、
を含み、溶着工程(B)の光照射において、上記凹部に向けて照射される光の少なくとも一部が、第1の基板と第2の基板との貼り合わせ部に集光されることを特徴とする。
図1は、照射光を第1の基板と第2の基板との貼り合わせ部に集光させるために、マイクロチップの第1の基板に集光部を設けた一例および当該集光部による集光効果を示す概略断面図である。図1(a)および図1(b)はともに、溶着工程(B)における第1の基板100側からの光照射の様子を示したものであり、図1(a)は第1の基板100が集光部を有しない場合の光の進行方向、図1(b)は第1の基板100が集光部400を有する場合の光の進行方向を示したものである。本実施形態において、集光部400は、第1の基板100における、凹部500と対向する外面の一部を構成する傾斜面(傾斜平面)、具体的には、光300の進行方向に対して0度を超え、90度未満の角度をなす面からなる。
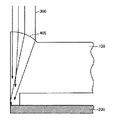
図4は、照射光を第1の基板と第2の基板との貼り合わせ部に集光させるために、マイクロチップの第1の基板に集光部を設けた他の一例および当該集光部による集光効果を示す概略断面図である。図4(a)および図4(b)はともに、溶着工程(B)における第1の基板100側からの光照射の様子を示したものであり、図4(a)は第1の基板100が集光部を有しない場合の光の進行方向、図4(b)は第1の基板100が集光部410を有する場合の光の進行方向を示したものである。本実施形態において、集光部410は、第1の基板100の凹部500を形成するテーパー形状の側壁、具体的には、第1の基板100と第2の基板200との貼り合わせ部に向かうにしたがい、その幅が小さくなるような傾斜側壁(傾斜した側壁面を有する側壁)からなる。集光部410である側壁が有する傾斜した側壁面の傾斜角度(傾斜側壁と、光300の進行方向とがなす角度)、すなわち、図4(b)におけるテーパー角αは、0°<α<90°(αが採り得る最小値は0°であり、最大値は90°である。)であり、傾斜側壁に入射した光を全反射させるために、好ましくは(90−θc)°以下とされる。θcは全反射の臨界角であり、θc=sin-1(1/n)〔nは第1の基板の屈折率〕である。なお、図4(b)は、側壁の両側に凹部500が形成され、これらの凹部500を形成する、対向する2つの側壁面が傾斜した例を示しているが、片側の側壁面のみが傾斜していてもよい。
図5は、照射光を第1の基板と第2の基板との貼り合わせ部に集光させるために、マイクロチップの第1の基板に集光部を設けたさらに他の一例および当該集光部による集光効果を示す概略断面図である。図5(a)は、第1の基板100が集光部を有しない場合の光の進行方向を示した図であり、図4(a)と同一である。図5(b)は、第1の基板100が本実施形態に係る集光部を有する場合の光の進行方向を示したものである。本実施形態において、第1の基板100は、上記第1の実施形態で説明した、凹部500と対向する外面の一部を構成する傾斜面からなる2つの集光部400と、上記第2の実施形態で説明した、凹部500を形成するテーパー形状の側壁からなる2つの集光部410とを含む。
図6は、照射光を第1の基板と第2の基板との貼り合わせ部に集光させるために、光を斜めに照射する例を示す概略断面図である。図6(a)および図6(b)はともに、溶着工程(B)における第1の基板100側からの光照射の様子を示したものであり、図6(a)は第1の基板100の外面(基板面)に対して垂直な方向から光照射される場合の光の進行方向、図6(b)は第1の基板100の外面(基板面)に対して斜め方向に光照射される場合の光の進行方向を示したものである。ここでいう斜め方向とは、該外面に対して0度を超え、90度未満の角度をなす方向をいう。
本発明は、一方の面に凹部を有する光透過性の第1の基板と、該第1の基板における凹部形成面上に、第1の基板側からの光の照射によって溶着された光吸収性の第2の基板とを備え、第1の基板は、上記凹部に向けて照射される光の少なくとも一部を、第1の基板と第2の基板との貼り合わせ部に集光させる集光部を有するマイクロチップ、および上記製造方法により得られるマイクロチップを提供する。本発明のマイクロチップは、上記凹部と第2の基板における第1の基板に対向する側の表面とから構成される空洞部からなる流体回路を内部に有する。
Claims (5)
- 一方の面に、側壁と、前記側壁により区画されて成る凹部と、を有し、他方の面に、前記凹部の底面と対向し且つ前記凹部の底面と平行な第1の面と、前記側壁と対向する第1の領域から前記凹部の底面と対向する第2の領域の一部に亘り且つ前記第1の面よりも前記一方の面と反対方向に突出して形成された集光部と、を有する光透過性の第1の基板における前記側壁上に、光吸収性の第2の基板を配置する工程と、
前記第1の基板側から光を照射することにより、前記第1の基板と前記第2の基板とを溶着させる工程と、
を備えるマイクロチップの製造方法であって、
前記凹部に向けて照射される光の少なくとも一部が、前記集光部により前記第1の基板の前記側壁と前記第2の基板との貼り合わせ部に集光され、
前記集光部はレンズ面である、マイクロチップの製造方法。 - 前記側壁は、前記第1の基板と前記第2の基板との貼り合わせ部に向かうにしたがい、前記側壁の幅が小さくなるようなテーパー形状を有する請求項1に記載のマイクロチップの製造方法。
- 前記第1の基板の外面に入射される光の進行方向が、該外面に対して0度を超え、90度未満の角度をなす方向である請求項1または2に記載のマイクロチップの製造方法。
- 一方の面に、側壁と、前記側壁により区画されて成る凹部と、を有し、他方の面に、前記凹部の底面と対向し且つ前記凹部の底面と平行な第1の面と、前記側壁と対向する第1の領域から前記凹部の底面と対向する第2の領域の一部に亘り且つ前記第1の面よりも前記一方の面と反対方向に突出して形成された集光部と、を有する光透過性の第1の基板と、前記第1の基板における前記側壁上に、前記第1の基板側からの光の照射によって溶着された光吸収性の第2の基板と、を備え、
前記集光部は、前記凹部に向けて照射される光の少なくとも一部を、前記第1の基板と前記第2の基板との貼り合わせ部に集光させ、
前記集光部はレンズ面である、マイクロチップ。 - 前記側壁は、前記第1の基板と前記第2の基板との貼り合わせ部に向かうにしたがい、前記側壁の幅が小さくなるようなテーパー形状である請求項4に記載のマイクロチップ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010277839A JP5841328B2 (ja) | 2010-12-14 | 2010-12-14 | マイクロチップの製造方法およびマイクロチップ |
| PCT/JP2011/078815 WO2012081584A1 (ja) | 2010-12-14 | 2011-12-13 | マイクロチップの製造方法およびマイクロチップ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010277839A JP5841328B2 (ja) | 2010-12-14 | 2010-12-14 | マイクロチップの製造方法およびマイクロチップ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012125858A JP2012125858A (ja) | 2012-07-05 |
| JP5841328B2 true JP5841328B2 (ja) | 2016-01-13 |
Family
ID=46244683
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010277839A Active JP5841328B2 (ja) | 2010-12-14 | 2010-12-14 | マイクロチップの製造方法およびマイクロチップ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5841328B2 (ja) |
| WO (1) | WO2012081584A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5728282B2 (ja) * | 2011-04-21 | 2015-06-03 | ローム株式会社 | マイクロチップ |
| EP3450392A1 (en) | 2017-09-01 | 2019-03-06 | Thomson Licensing | Adhesive-free bonding of layers of dielectric materials, using nanojet microstructures |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60214931A (ja) * | 1984-04-10 | 1985-10-28 | Toyota Motor Corp | 異種合成樹脂材料の接合方法 |
| JP3973792B2 (ja) * | 1999-04-12 | 2007-09-12 | 株式会社小糸製作所 | 車両用灯具の製造方法 |
| JP2003156474A (ja) * | 2001-11-20 | 2003-05-30 | Brother Ind Ltd | 電気泳動用チップ及びそのチップを用いた電気泳動装置 |
| JP4311158B2 (ja) * | 2003-10-14 | 2009-08-12 | 株式会社デンソー | 樹脂成形品およびその製造方法 |
| JP4496934B2 (ja) * | 2004-11-19 | 2010-07-07 | スターライト工業株式会社 | マイクロ化学デバイスの製造方法 |
| JP4948033B2 (ja) * | 2006-05-16 | 2012-06-06 | ローム株式会社 | マイクロ流体回路の製造方法およびその方法により製造したマイクロ流体回路 |
-
2010
- 2010-12-14 JP JP2010277839A patent/JP5841328B2/ja active Active
-
2011
- 2011-12-13 WO PCT/JP2011/078815 patent/WO2012081584A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012125858A (ja) | 2012-07-05 |
| WO2012081584A1 (ja) | 2012-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5137018B2 (ja) | マイクロチップ | |
| US8367424B2 (en) | Microchip and method of using the same | |
| US8377389B2 (en) | Microfluidic circuit | |
| US8197774B2 (en) | Microchip | |
| JP5889639B2 (ja) | 円盤型分析チップ | |
| JP2009128229A (ja) | マイクロチップ | |
| JP5728217B2 (ja) | マイクロチップおよびそれを用いた検査または分析方法 | |
| CN101960314B (zh) | 微芯片及其制造方法 | |
| JP2009287971A (ja) | マイクロチップ | |
| JP5736230B2 (ja) | マイクロチップ | |
| JP5788709B2 (ja) | マイクロチップおよびその製造方法 | |
| JP5841328B2 (ja) | マイクロチップの製造方法およびマイクロチップ | |
| US9079359B2 (en) | Microchip and method of manufacturing the same | |
| JP5137007B2 (ja) | マイクロチップ | |
| US20090291025A1 (en) | Microchip And Method Of Using The Same | |
| JP5182374B2 (ja) | マイクロチップ、及びマイクロチップの製造方法 | |
| JP5196132B2 (ja) | マイクロチップ | |
| JP2008203186A (ja) | 基板の貼り合わせ方法、マイクロチップの製造方法およびマイクロチップ | |
| JP5728282B2 (ja) | マイクロチップ | |
| US20130209329A1 (en) | Microchip | |
| JP2009281779A (ja) | マイクロチップおよびその使用方法 | |
| JP6049446B2 (ja) | マイクロチップ | |
| JP5137009B2 (ja) | マイクロチップの製造方法 | |
| JP2013221918A (ja) | マイクロチップ | |
| JP2009250684A (ja) | マイクロチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150116 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150714 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150729 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151013 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5841328 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |