JP5862017B2 - 熱可塑性フィルムの製造方法 - Google Patents
熱可塑性フィルムの製造方法 Download PDFInfo
- Publication number
- JP5862017B2 JP5862017B2 JP2011034213A JP2011034213A JP5862017B2 JP 5862017 B2 JP5862017 B2 JP 5862017B2 JP 2011034213 A JP2011034213 A JP 2011034213A JP 2011034213 A JP2011034213 A JP 2011034213A JP 5862017 B2 JP5862017 B2 JP 5862017B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- film
- cooling
- thermoplastic resin
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/915—Cooling of flat articles, e.g. using specially adapted supporting means with means for improving the adhesion to the supporting means
- B29C48/9155—Pressure rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling drums
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
押出工程では、溶融押出法によって、Tダイの吐出口から、フィルムの原材料であるシート状の熱可塑性樹脂が押し出される。前記Tダイとしては特に限定されず、適宜公知のTダイを用いることができる。前記Tダイは、後述するシート状の熱可塑性樹脂を押し出し得る形状の吐出口を有するものであることが好ましいが、その形状は特に限定されない。また、前記吐出口の形状も特に限定されない。
フィルム形成工程では、前記押出工程によって押し出されたシート状の熱可塑性樹脂がキャストロールとタッチロールの2つのロールの間に挟み込まれる。そして、熱可塑性樹脂に対して力が加えられることによって、当該熱可塑性樹脂からフィルムが形成される。更に詳細には、前記キャストロールとタッチロールの2つのロールは対向して配置されており、その間にシート状の熱可塑性樹脂が挟み込まれる。そして、当該ロールにより熱可塑性樹脂に対して力が加えられることによって、熱可塑性樹脂の幅方向(TD)の膜厚が均一になる。そして、その結果、所望の熱可塑性フィルムを作製することができる。このとき、熱可塑性樹脂に対してキャストロールとタッチロールの挟み込む力は、シート状の熱可塑性樹脂を挟み込む力をP(単位:N)、前記Tダイから吐出されるシート状の熱可塑性樹脂の幅をH(cm)とした場合、30.0≦P/H≦300.0となるように、熱可塑性樹脂に対して線圧が加えることが好ましい。
また、前記ロールの回転速度をR(cm/sec)、熱可塑性樹脂を押し出すための前記Tダイの吐出口から、キャストロールおよび冷却ロールの熱可塑性樹脂との接触点までの距離をL(cm)とした場合、L/R≦1.0であることが好ましい。
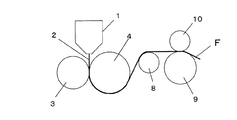
前記のようにして、図1に示すようなタッチロール3とキャストロール4により挟み込まれて形成された熱可塑性フィルムは、次いで冷却ロールにより冷却される。冷却ロールとしては特に限定されず、適宜、公知のロールを用いることが可能である。例えば、前記タッチロール3およびキャストロール4と、同じロールを用いることも可能であり、異なるロールを用いることも可能である。
このようにして、(必要により冷却ロールにより)冷却されたフィルムは、次いでフラットロール8を介して、フィルムを搬送する搬送ロール9及びこれに近接するニップロール10により搬送される。搬送ロール9これに近接するニップロール10としては特に限定されず、適宜、公知のロールを用いることが可能である。本発明では、キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)としたとき、v2/v1が1以下では、フィルム成形中にフィルムにシワおよび弛みが発生することがある。そのため、搬送ロール手前のフラットロールを、シワおよび弛みを解消する機構を有するロールに変更して用いることが好ましい。シワおよび弛みを解消する機構を有するロールとしては、たとえば、湾曲させた軸上にボールベアリングが内蔵された複数個のスプールを配列し、静止した軸を中心にロールを湾曲したまま回転させるロール(エキスパンダーロール)を使用することができる。また、シワおよび/または弛みに追随できる機能を有するロールとしては、例えばエアー圧、水圧、或いは油圧によってフィルムの流れ方向のシワおよび弛みを自動調整する機構を持つロール、エアーフロート式のターンバー(浮上運搬ロール)、スポンジなどの柔らかい表面を持つロール、或いは独自に回転軸の位置が移動可能な複数の小ロールが幅方向に並んで形成されたロール(マルチテンションロール)を使用することができる。
上記のようなフィルム形成工程〜搬送工程における各ロールの間隔は、図1に示すようなキャストロール4と冷却ロール5の間隔(軸芯間の距離、以下同じ)L1が、キャストロール4の半径をR1,冷却ロール5の半径をR2とすると、
(R1+R2)<L1<(R1+R2)×10
であることが好ましい。
同様に、冷却ロール5と冷却ロール6の間隔L2が、冷却ロール5の半径をR2,冷却ロール6の半径をR3とすると、
(R2+R3)<L2<(R2+R3)×10
であることが好ましい。
同様に、冷却ロール6と冷却ロール7の間隔L3が、冷却ロール6の半径をR3,冷却ロール7の半径をR4とすると、
(R3+R4)<L3<(R3+R4)×10
であることが好ましい。
同様に、冷却ロール7とフラットロール8の間隔L4が、冷却ロール7の半径をR4,フラットロール8の半径をR5とすると、
(R4+R5)<L4<(R4+R5)×10
であることが好ましい。
同様に、フラットロール8と搬送ロール9の間隔L5が、フラットロール8の半径をR5,搬送ロール9の半径をR6とすると、
(R5+R6)<L5<(R5+R6)×10
であることが好ましい。
本発明により、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムを、キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001に調整することにより作製することができる(但し、冷却ロールは省略することもできる)。ここで、キャストロールの周速v1とは、キャストロールの外周速度のことで、以下の式により定義される。
(キャストロールの周速v1)=(キャストロールの外周長さ)×(キャストロールの回転数)
また、冷却ロール及び搬送ロールの周速v2とは、冷却ロール及び搬送ロールの外周速度のことで、以下の式により定義される。
(冷却ロール及び搬送ロールの周速v2)=(冷却ロール及び搬送ロールの外周長さ)×(冷却ロール及び搬送ロールの回転数)
本発明の熱可塑性フィルムの厚みは、20〜300μmが好ましく、30〜200μmがより好ましい。フィルムの厚みが20μm未満では耐衝撃性が低下して好ましくなく、300nmを超える場合にはフィルムの成形性が低下する傾向がある。フィルムの厚みは、Tダイの吐出口1から押し出す熱可塑性樹脂の厚みや各ロール3〜10の速度により適宜設定することができる。
本発明の熱可塑性フィルムの用途は、特に制限されるものではなく、例えば、自動車内装、自動車外装、携帯電話の部材、AV機器の部材、パソコン機器の部材、家具製品、各種ディスプレイ、レンズ、窓ガラス、小物、雑貨等の外観意匠性の必要となる各種用途等に使用することができる。
アンリツ株式会社製の触針式連続フィルム厚み計(フィルムシックネステスタKG601Bおよび電子マイクロメータK3001A)を使用して、フィルムの厚みを測定した。
詳細には、フィルムの内の領域であってフィルムの幅方向(TD)の両端部からそれぞれ50mmを除いた領域から、フィルム押出方向(MD)において50mmの幅で切り出し、当該切り出したフィルムの厚みをフィルムの幅方向(TD)に連続的に測定した。測定された数値を1mm毎にサンプリングすることによりデータを取得し、得られた各々のデータの平均値をフィルム厚みとした。
フィルム幅方向(TD)中央部を押出方向(MD)に50mm、幅方向(TD)に50mmの正方形に 切り出し、フィルム押出方向(MD)に40mm間隔で針でマーキングを行ったものを、レーザー顕微鏡(株式会社ニコン製のMEASURESCOPE10)を用いて、正確な距離を測定した。温度25℃湿度55%RHの恒温恒湿器にて一ヶ月間保管し、一ヵ月後に再度マーキング間の距離をレーザー顕微鏡にて測定し、一ヶ月前との変化率を算出した。
成形時のフィルムに発生するシワの発生状況を評価した。評価方法は目視により成形時にフィルムにシワが発生していれば×、シワが発生していなければ○とした。
成形されたフィルムロールを温度湿度が管理されていない倉庫にて保管し、一ヶ月放置後でのフィルムロールのゲージバンドを評価した。フィルムロールのゲージバンド評価方法としては、目視によりゲージバンドが発生していれば×、発生していなければ○とした。
樹脂10mgを示差走査熱量計(DSC、株式会社島津製作所製のDSC−50型)を用い、窒素雰囲気下、昇温速度20℃/minの条件下にて測定を行った。次いで中点法によって、前記測定結果に基づいてガラス転移温度を決定した。
<アクリル系架橋弾性体含有グラフト共重合体(a−1)の製造方法>
攪拌機、温度計、窒素ガス導入管、モノマー供給管、還流冷却器を備えた8リットル重合機に以下の物質、
水(イオン交換水) 200部
ナトリウムホルムアルデヒドスルホキシレート 0.15部
硫酸第一鉄・2水塩 0.0015部
エチレンジアミン四酢酸−2−ナトリウム 0.006部
ジオクチルスルホコハク酸ナトリウム 0.0015部
を仕込み、器内を窒素ガスで十分に置換して実質的に酸素のない状態とした後、内温を60℃にし、アクリル酸ブチル27部、メタクリル酸メチル3部、メタクリル酸アリル3部、クメンハイドロパーオキサイド0.2部の混合物を15部/時間の割合で連続的に添加し、重合させた。添加終了後、更に1時間重合を継続し、重合転化率を98%以上にし、弾性共重合体(a−1a)を得た。
次に、弾性共重合体(a−1a)の存在下、メタクリル酸メチル63部、アクリル酸ブチル7部、ターシャリードデシルメルカプタン0.2部、クメンハイドロパーオキサイド0.3部の混合物を10部/時間の割合で連続的に添加して重合させ、更に1時間重合を継続し、重合転化率を98%以上にして、多層構造アクリル系共重合体(a−1)の重合を終了させ、ラテックスを得た。前記ラテックスを塩化カルシウムで塩析し、水洗、乾燥を行い、アクリル系架橋弾性体含有グラフト共重合体(a−1)の樹脂粉末を得た。
メタクリル系熱可塑性樹脂(a−2)として、メタクリル酸メチル・アクリル酸メチル共重合体(住友化学(株)製、スミペックス(登録商標)MM、ビーズ状、体積平均粒子径224μm、面積平均粒子径171μm、粒子径50μm以下の粒子割合0%)を用いた。
バレル温度を200℃に温度調整した40mmφ単軸押出機(大阪精機工作(株)製)を使用し、アクリル系架橋弾性体含有グラフト共重合体(a−1)70%、メタクリル系重合体(a−2)スミペックス(登録商標)MM30%の割合で混合した樹脂組成物を供給し、スクリュー回転数90rpm、吐出量15kg/時間にて溶融混練を行い、ストランド状に引き取り、水槽にて冷却後、ペレタイザーを用いて切断して、アクリル系樹脂組成物(A)の樹脂ペレットを製造した。ペレット化されたアクリル系樹脂組成物(A)のガラス転移温度は105℃であった。
得られた樹脂ペレットを、バレル温度を200℃に温度調整した90mmφ単軸押出機(日立造船株式会社製)を使用し、先端に取り付けたTダイ(240℃に温度調整)より、押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込み、その後、冷却ロールにより冷却され、厚み75.1μmのフィルム状成形品のフィルムロール1000mを製造した。この時のキャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1は1.001であり、フィルム成形時のシワの発生はなく、一ヶ月常温放置による収縮率は0.10%、一ヶ月常温放置によるゲージバンドの発生もなかった。
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.990とし、フラットロールをエキスパンダーロール(シワまたは弛みを解消する機構を有するロール)に変更したこと以外は実施例1と同様の方法で厚み75.3μmのフィルムを作製した。尚、用いたエキスパンダーロールは、大阪染織機械株式会社製の湾曲ロール(面長1800mm、湾曲量10mm)を使用した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.07%、一ヶ月常温放置によるゲージバンドの発生もなかった。
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.980とした以外は実施例2と同様の方法で厚み75.3μmのフィルムを作製した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.04%、一ヶ月常温放置によるゲージバンドの発生もなかった。
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.970とした以外は実施例2と同様の方法で厚み75.3μmのフィルムを作製した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.01%、一ヶ月常温放置によるゲージバンドの発生もなかった。
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を1.010とした以外は実施例1と同様の方法で厚み75.31μmのフィルムを作製した。このフィルム成形時にシワの発生はなかったが、一ヶ月常温放置による収縮率は0.18%、一ヶ月常温放置によりゲージバンドが発生していた。
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1が0.950であること以外は実施例2と同様の方法でフィルムを作製しようとしたが、フィルム成形時にシワが発生し、フィルムは得られなかった。
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1が0.970であること以外は実施例1と同様の方法でフィルムを作製しようとしたが、フィルム成形時にシワが発生し、フィルムは得られなかった。

2.熱可塑性樹脂
3.タッチロール
4.キャストロール
5.冷却ロール
6.冷却ロール
7.冷却ロール
8.フラットロールまたはエキスパンダーロール
9.搬送ロール
10.ニップロール
Claims (3)
- 溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、
前記フィルム形成工程でのキャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970<v2/v1≦1.001であり、成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であることを特徴とする熱可塑性フィルムを製造する方法。 - 前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いる請求項1に記載の熱可塑性フィルムを製造する方法。
- 溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、
前記フィルム形成工程でのキャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001であり、成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であり、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いることを特徴とする熱可塑性フィルムを製造する方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034213A JP5862017B2 (ja) | 2011-02-21 | 2011-02-21 | 熱可塑性フィルムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034213A JP5862017B2 (ja) | 2011-02-21 | 2011-02-21 | 熱可塑性フィルムの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012171157A JP2012171157A (ja) | 2012-09-10 |
| JP5862017B2 true JP5862017B2 (ja) | 2016-02-16 |
Family
ID=46974512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011034213A Active JP5862017B2 (ja) | 2011-02-21 | 2011-02-21 | 熱可塑性フィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5862017B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015098095A1 (ja) * | 2013-12-24 | 2015-07-02 | 株式会社カネカ | 光学フィルムの製造方法 |
| US10391694B2 (en) * | 2013-12-25 | 2019-08-27 | Kaneka Corporation | Method of producing film |
| JP6549884B2 (ja) * | 2015-04-16 | 2019-07-24 | 株式会社カネカ | 光学フィルムの製造方法及び光学フィルム |
| DE102017208220A1 (de) * | 2017-05-16 | 2018-11-22 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zum Herstellen eines Trockenfilms sowie Trockenfilm und mit dem Trockenfilm beschichtetes Substrat |
| CN112477088A (zh) * | 2020-11-24 | 2021-03-12 | 南京亚鼎光学有限公司 | 一种pvb胶片压纹装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3846566B2 (ja) * | 2002-02-20 | 2006-11-15 | 日本ゼオン株式会社 | 熱可塑性樹脂シートの製造方法 |
| JP4396698B2 (ja) * | 2005-12-14 | 2010-01-13 | 住友化学株式会社 | 押出樹脂板の製造方法 |
-
2011
- 2011-02-21 JP JP2011034213A patent/JP5862017B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012171157A (ja) | 2012-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5771713B2 (ja) | フッ素樹脂積層アクリル系樹脂フィルムの製造方法 | |
| JP6784665B2 (ja) | 光学フィルムの製造方法及び光学フィルム | |
| JPWO2007004670A1 (ja) | メタクリル系樹脂組成物 | |
| JP5862017B2 (ja) | 熱可塑性フィルムの製造方法 | |
| WO2006016618A1 (ja) | フッ化ビニリデン系樹脂フィルム | |
| JP6764669B2 (ja) | 光学フィルムおよびその製造方法 | |
| JPWO2011102132A1 (ja) | 含フッ素(メタ)アクリル(共)重合体およびそのフィルム成形体 | |
| JP6549884B2 (ja) | 光学フィルムの製造方法及び光学フィルム | |
| JP5052128B2 (ja) | メタクリル系樹脂組成物、メタクリル系樹脂フィルムおよび該フィルム積層塩化ビニル系成形体 | |
| JP2016203384A (ja) | 光学フィルムの製造方法 | |
| JP2017052921A (ja) | フィルム | |
| EP2784107A1 (en) | Acryl-based laminate film having good weatherability and formability and method for manufacturing same | |
| JP2017137417A (ja) | アクリル系樹脂フィルム | |
| JP5887701B2 (ja) | 熱可塑性フィルムの製造方法 | |
| JP6361741B2 (ja) | 積層フィルム及び積層成形品 | |
| JP2011046186A (ja) | 多層延伸フィルム | |
| JP6427111B2 (ja) | 光学フィルムの製造方法 | |
| JP2014069439A (ja) | 延伸フィルムの製造方法 | |
| JPWO2015133153A1 (ja) | メタクリル系樹脂組成物 | |
| JP6276585B2 (ja) | 光学フィルムの製造方法 | |
| JP6247526B2 (ja) | 光学フィルムの製造方法 | |
| JP2025159416A (ja) | 熱可塑性フィルムの製造方法 | |
| JP6231874B2 (ja) | 樹脂フィルムの製造方法 | |
| JP2014069438A (ja) | 延伸フィルムの製造方法 | |
| JP2009108254A (ja) | 成形性、外観性に優れたアクリル系樹脂フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150707 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5862017 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |