JP5871877B2 - 搬送用ボールユニットおよびその製造方法 - Google Patents
搬送用ボールユニットおよびその製造方法 Download PDFInfo
- Publication number
- JP5871877B2 JP5871877B2 JP2013204920A JP2013204920A JP5871877B2 JP 5871877 B2 JP5871877 B2 JP 5871877B2 JP 2013204920 A JP2013204920 A JP 2013204920A JP 2013204920 A JP2013204920 A JP 2013204920A JP 5871877 B2 JP5871877 B2 JP 5871877B2
- Authority
- JP
- Japan
- Prior art keywords
- receiving member
- flat plate
- molded body
- ball
- ball unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000003825 pressing Methods 0.000 claims description 39
- 239000000463 material Substances 0.000 claims description 33
- 238000000034 method Methods 0.000 claims description 24
- 239000000428 dust Substances 0.000 description 12
- 238000007599 discharging Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
Images





















Landscapes
- Rollers For Roller Conveyors For Transfer (AREA)
Description
板状材をプレス加工することにより、底面部において平板部が形成された凹曲面を有する受け部材を作製することができ、その底面において平板部をプレス加工することにより受け部材の底面部に貫通孔を有する凹曲面を形成することができる。ここで、底面部の厚みを受け部材の他の部分より薄くしておくことにより、薄い平板部にプレス加工をして受けボールより小さい直径を有する複数の貫通孔を形成したのち、貫通孔が形成された平板部をプレス加工することにより底面部を得ることができる。
板状材をプレス加工するときに、内部に凹曲面を形成するとともに、その底面に平板部を形成することができる。この平板部を薄く加工した後にプレス加工することにより、小さい直径を有する貫通孔が形成された底面部を得ることができる。
板状材をプレス加工するときに、内部に凹曲面を形成するとともに、その底面に平板部を取り付けるための貫通孔を形成することができる。そして、複数の小さい直径を有する薄い平板部を準備し、プレス加工により受け部材の底面に形成された貫通孔に平板部を圧入することで、小さい直径を有する貫通孔が形成された底面部を得ることができる。
平板状の板状材をプレス加工して底面中央部に平板部を有する凹曲面を内部に有する成形体を得ることができる。平板部を薄く加工することにより、プレス加工により、平板部に小径の貫通孔を形成することができる。この平板部をプレス加工して内部に凹曲面からなる底面を形成することにより、成形体の内側において小径の複数の貫通孔が形成された凹曲面からなる底面部を含む受け部材を作製することができる。
平板状の板状材をプレス加工して底面中央部に貫通孔を有する凹曲面を内部に有する成形体を得ることができ、小さい直径を有する貫通孔が形成された平板をプレス加工により成形体の貫通孔に圧入することにより、小さい直径を有する貫通孔が形成された底面部を含む受け部材を作製することができる。
12 受け部材
14 鍔状部
16 凹曲面
18 受けボール
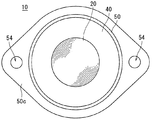
20 メインボール
26 底面部
28 貫通孔
30 平板部
32,60,80,92 成形体
34 遮蔽板
40 蓋部材
44 傾斜部
50 外輪部材
52 内輪部材
70 下金型
74 ピン
76 上金型
Claims (5)
- 内面に凹曲面が形成された受け部材、
前記受け部材内に配置される複数の受けボール、
複数の前記受けボールの上に配置されるメインボール、および
前記メインボールの一部が露出するようにして前記メインボールを保持するために前記受け部材に取り付けられる蓋部材を含み、
前記受け部材は、その底面に配置された前記受け部材の他の部分より薄い凹曲面であって前記受けボールより小さい直径を有する複数の貫通孔を有する底面部を含む、搬送用ボールユニット。 - 前記底面部と前記受け部材の他の部分とは一体的に形成されたものである、請求項1に記載の搬送用ボールユニット。
- 前記底面部と前記受け部材の他の部分とは別部材として形成されたものである、請求項1に記載の搬送用ボールユニット。
- 平板状の板状材を準備する工程、
前記板状材をプレス加工することにより底面中央部に平板部を有する凹曲面を内部に有する成形体を形成する工程、
前記成形体の平板部を薄く加工する工程、
プレス加工により前記平板部に複数の貫通孔を形成する工程、および
前記成形体の内側から外側に向かって前記平板部をプレス加工することにより、前記成形体の内側において複数の貫通孔を有する凹曲面からなる底面部を有する受け部材を形成する工程を含む、搬送用ボールユニットの製造方法。 - 平板状の板状材を準備する工程、
前記板状材をプレス加工することにより底面中央部に貫通孔を有する凹曲面を内部に有する成形体を形成する工程、
前記成形体より薄く複数の貫通孔を有する平板部を準備する工程、および
プレス加工により前記平板部を前記成形体の貫通孔に圧入し、前記成形体の内側において複数の貫通孔を有する凹曲面からなる底面部を有する受け部材を形成する工程を含む、搬送用ボールユニットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013204920A JP5871877B2 (ja) | 2013-09-30 | 2013-09-30 | 搬送用ボールユニットおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013204920A JP5871877B2 (ja) | 2013-09-30 | 2013-09-30 | 搬送用ボールユニットおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015067435A JP2015067435A (ja) | 2015-04-13 |
| JP5871877B2 true JP5871877B2 (ja) | 2016-03-01 |
Family
ID=52834505
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013204920A Expired - Fee Related JP5871877B2 (ja) | 2013-09-30 | 2013-09-30 | 搬送用ボールユニットおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5871877B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS499906Y1 (ja) * | 1969-02-28 | 1974-03-08 | ||
| JPH0527369Y2 (ja) * | 1987-02-12 | 1993-07-13 | ||
| DE3805494A1 (de) * | 1988-02-22 | 1989-08-31 | Bavaria Cargo Tech | Foerderkugeleinheit |
-
2013
- 2013-09-30 JP JP2013204920A patent/JP5871877B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015067435A (ja) | 2015-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008516166A5 (ja) | ||
| JP2003126935A (ja) | 自動車用ホイールディスクの製造方法 | |
| KR101650247B1 (ko) | 자동차용 클러치 시프트 모터의 모터 케이스 제조 방법 | |
| JP5871877B2 (ja) | 搬送用ボールユニットおよびその製造方法 | |
| CN115181959A (zh) | 大型薄壁陶瓷基复合材料件加工沉积工装及加工方法、使用方法 | |
| CN103727133A (zh) | 一种圆锥滚子轴承用的全冲压保持架结构 | |
| CN101829719B (zh) | 双金属币/章外环孔壁周向间断凹槽成形装置及方法 | |
| JP5612779B2 (ja) | 鋳造ホイールおよび鋳型 | |
| US8087279B2 (en) | Method and apparatus for manufacturing a legged annular member | |
| CN112775291A (zh) | 一种汽车端锥壳体及其加工方法 | |
| CN113065210B (zh) | 薄壁构件空间包络成形翘曲变形控制方法 | |
| EP0876863B1 (fr) | Procédé de fabrication de bagues de roulement et dispositif d'outil correspondant | |
| JPS637857B2 (ja) | ||
| JP5816625B2 (ja) | 成形型及びその製造方法 | |
| CN205289862U (zh) | 用于加工输送带通孔的专用钻头 | |
| JP5901919B2 (ja) | 転がり軸受用保持器 | |
| CN104028973A (zh) | 一种圆形翻边盆架的生产工艺 | |
| CN216729354U (zh) | 热锻加工被动齿轮坯体用外模盘 | |
| CN222499356U (zh) | 气体喷淋头及沉积设备 | |
| CN215177618U (zh) | 一种hp磨煤机衬板的检验工装 | |
| CN101190449B (zh) | 无凹模模口的内翻边成型方法 | |
| CN219274362U (zh) | 一种轮毂模锻件加工模具 | |
| JP6870190B2 (ja) | サイジング用金型及びサイジング方法 | |
| CN214442412U (zh) | 一种铝合金构件的成形模具 | |
| JP2007083297A (ja) | 車両用ホイールの成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151013 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5871877 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |