JP5904663B2 - 段ボール機械の自動点検装置、および自動点検機能を有する段ボール機械 - Google Patents
段ボール機械の自動点検装置、および自動点検機能を有する段ボール機械 Download PDFInfo
- Publication number
- JP5904663B2 JP5904663B2 JP2012072618A JP2012072618A JP5904663B2 JP 5904663 B2 JP5904663 B2 JP 5904663B2 JP 2012072618 A JP2012072618 A JP 2012072618A JP 2012072618 A JP2012072618 A JP 2012072618A JP 5904663 B2 JP5904663 B2 JP 5904663B2
- Authority
- JP
- Japan
- Prior art keywords
- current
- drive
- drive motor
- unit
- movable members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/20—Corrugating; Corrugating combined with laminating to other layers
- B31F1/24—Making webs in which the channel of each corrugation is transverse to the web feed
- B31F1/26—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions
- B31F1/28—Making webs in which the channel of each corrugation is transverse to the web feed by interengaging toothed cylinders cylinder constructions combined with uniting the corrugated webs to flat webs ; Making double-faced corrugated cardboard
- B31F1/2831—Control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F7/00—Processes not otherwise provided for
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Nonmetal Cutting Devices (AREA)
Description
上記目的を達成するために、請求項1に記載の第1の発明態様は、段ボールに加工を施す複数の加工具に連結された複数の可動部材と、複数の可動部材を移動可能に支持する支持部材と、支持部材に沿って複数の可動部材をそれぞれ移動させるための複数の駆動モータとを有する工具移動機構を備える段ボール機械において、前記複数の可動部材にそれぞれ対応して前記支持部材に沿って定められた複数の移動範囲内に、前記複数の可動部材の位置をそれぞれ設定する位置設定部と、前記複数の可動部材が前記複数の移動範囲内で移動するように前記複数の駆動モータの各駆動モータを所定回転速度で駆動する制御部と、前記制御部により各駆動モータが所定回転速度で駆動されるときに、各駆動モータに供給される駆動電流を検出する電流検出部と、前記電流検出部により検出された各駆動モータの駆動電流が所定閾値を超えたか否かを判断する電流判断部と、を備え、前記複数の移動範囲は、互いに隣接した状態で前記支持部材に沿って定められ、位置設定部は、前記支持部材に沿う所定方向において前記複数の移動範囲の各移動範囲の端位置に近接して定められた初期位置に、前記複数の可動部材の各可動部材を位置決めし、前記制御部は、前記複数の可動部材が前記初期位置から同じ方向にそれぞれ移動するように、前記複数の駆動モータの各駆動モータを駆動し、前記複数の可動部材のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材、または、その可動部材が移動する移動範囲の前記支持部材に不具合が発生したことを検出する段ボール機械の自動点検装置である。
上記目的を達成するために、請求項9に記載の第3の発明態様は、段ボールに加工を施す複数の加工具に連結された複数の可動部材と、複数の可動部材を移動可能に支持する支持部材と、支持部材に沿って複数の可動部材をそれぞれ移動させるための複数の駆動モータとを有する工具移動機構と、点検モードを設定するモード設定部と、前記点検モードが設定されたときに、前記複数の可動部材にそれぞれ対応して前記支持部材に沿って定められた複数の移動範囲内に、前記複数の可動部材の位置をそれぞれ設定する位置設定部と、前記点検モードが設定されたときに、前記複数の可動部材が前記複数の移動範囲内で移動するように前記複数の駆動モータの各駆動モータを所定回転速度で駆動する制御部と、前記制御部により各駆動モータが所定回転速度で駆動されるときに、各駆動モータに供給される駆動電流を検出する電流検出部と、前記電流検出部により検出された各駆動モータの駆動電流が所定閾値を超えたか否かを判断する電流判断部と、を備え、前記複数の可動部材のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材、または、その可動部材が移動する移動範囲の前記支持部材に不具合が発生したことを検出する自動点検機能を有する段ボール機械である。
上記目的を達成するために、請求項10に記載の第4の発明態様は、段ボールに加工または処理操作を施す器具に連結された可動部材と、可動部材を移動可能に支持する支持部材と、支持部材に沿って可動部材を移動させるために可動部材および支持部材のいずれかを駆動する駆動モータとを有する工具移動機構を複数備える段ボール機械において、前記複数の工具移動機構の各工具移動機構が有する駆動モータを所定回転速度で駆動する制御部と、前記制御部により駆動モータが所定回転速度で駆動されるときに、駆動モータに供給される駆動電流を検出する電流検出部と、前記電流検出部により検出された駆動電流が所定閾値を超えたか否かを判断する電流判断部と、を備え、前記制御部は、段ボールの加工または処理操作の際に、前記複数の工具移動機構が有する複数の駆動モータの少なくとも1つの駆動モータを駆動する回転速度より低い前記所定回転速度で、前記複数の駆動モータの各駆動モータを駆動し、前記複数の工具移動機構のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材または支持部材に不具合が発生したことを検出する段ボール機械の自動点検装置である。
各発明態様では、電流検出部が、駆動モータに供給される駆動電流を検出し、電流判断部が、電流検出部により検出された駆動電流が所定閾値を超えたか否かを判断する。電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材または支持部材に、不具合が発生したことが検出される。この結果、振動検出センサなどの特別なセンサを可動部材または支持部材の周りに設置することなく、加工具または処理具などの器具を移動させる工具移動機構において駆動モータにより駆動される可動部材または支持部材の不具合を簡易な構成にて点検することができる。
請求項2に記載の具体的態様では、不具合報知部が、可動部材、または、その可動部材が移動する移動範囲の支持部材に不具合が発生したことを報知する。この結果、点検作業員は、どの可動部材に不具合が発生したのか、または、どの移動範囲の支持部材の部分に不具合が発生したのかを容易に知ることができ、点検作業の効率を向上させることができる。
従来、段ボール機械として、コルゲートマシン、または製函機が知られている。コルゲートマシンは、段ボールを製造し、その段ボールに裁断および横罫線などの加工を施す段ボール機械であり、特開2009−160797号公報などにより公知である。また、製函機は、段ボールシートに溝切りおよび縦罫線などの加工を施し、段ボール箱を製造する段ボール機械であり、特開2003−1727号公報および特開2011−230441号公報などにより公知である。コルゲートマシンは、段ボールを裁断するスリッタと、段に直角な横罫線を段ボールに施すスコアラとを備える。製函機は、段ボールシートに溝切りを施すスロッタと、段に平行な縦罫線を段ボールシートに施すクリーザとを備え、また加工済の段ボールシートを所定シート枚数のバッチに区分けするカウンタエジェクタを備える。コルゲートマシンの一部であるスリッタに本発明を適用した一実施形態について、添付図面を参照して以下に説明する。なお、図面において矢印で示す方向に従って、上下方向、左右方向および前後方向が定められる。
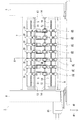
図1は、本実施形態のスリッタ1の全体的構成を示す左側面図である。スリッタ1は、搬送される段ボールを、その搬送方向に沿って裁断する装置で、その構成はよく知られている。本実施形態のスリッタ1では、7組のスリッタヘッド2A〜2Gが、前後方向に並んで配置される。各組のスリッタヘッドは、スリッタ刃受けユニットと、スリッタ刃ユニットとから構成される。たとえば、スリッタヘッド2Eは、上方にスリッタ刃受けユニット3Eを備え、下方にスリッタ刃ユニット4Eを備える。
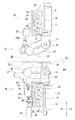
図1および図2を参照して7組のスリッタヘッド2A〜2Gの構成を説明する。図2は、図1に一点鎖線で示すA−A線に従う拡大断面図である。各組のスリッタヘッドのスリッタ刃受けユニットとスリッタ刃ユニットとは、両ガイド体9、10に沿って、独立して前後方向に移動可能に設けられる。各組のスリッタヘッドは同じ構成を有するので、以下、スリッタヘッド2Eを例にして説明する。
図2において、スリッタ刃受けユニット3Eは、支持ブロック20を備える。支持ブロック20は、上方ガイド体9に前後方向に移動可能に取り付けられる。延出部21が、支持ブロック20の下端部に固定される。上方回転駆動軸13が、延出部21に形成された貫通孔に挿通される。揺動レバー22が、上方回転駆動軸13を中心に揺動するように延出部21に支持される。回転軸23が、揺動レバー22の先端部に回転可能に支持される。回転軸23は、公知の歯車列を介して上方回転駆動軸13に連結される。
図2において、スリッタ刃ユニット4Eは、支持ブロック35を備える。支持ブロック35は、下方ガイド体10に前後方向に移動可能に取り付けられる。延出部36が、支持ブロック35の上端部に固定される。下方回転駆動軸14が、延出部36に形成された貫通孔に挿通される。揺動レバー37が、下方回転駆動軸14を中心に揺動するように延出部36に支持される。回転軸38が、揺動レバー37の中間部分に回転可能に支持される。回転軸38は、公知の歯車列を介して下方回転駆動軸14に連結される。
回転体41の構成は回転体26の構成と同じであるので、図3を参照して回転体41の構成を例にして説明する。図3は、スリッタユニット4Eの支持ブロック35の内部を拡大して示す右側面図である。図3において、回転体41は、ナット部55と、環状固定部56と、プーリ部57とを備える。ナット部55は、下方ねじ軸12と螺合する。環状固定部56は、支持ブロック35に固定され、ベアリングを介してナット部55を回転可能に支持する。プーリ部57は、ナット部55に固定され、ナット部55と一体に回転する。横移動サーボモータ39の回転は、駆動プーリ40からタイミングベルト43を介してプーリ部57に伝達される。ナット部55は、プーリ部57と共に回転し、螺合する下方ねじ軸12に沿って前後方向に移動する。このナット部55の移動に伴い、環状固定部56が固定された支持ブロック35が前後方向に移動する。すなわち、スリッタ刃50が前後方向である横方向に移動する。
図4を参照して本実施形態のスリッタ1の電気的構成を説明する。図4は、スリッタ1の電気的構成を示すブロック図である。図4において、管理装置100は、スリッタ1を含むコルゲートマシンの全体動作を管理する。スリッタ制御装置110は、管理装置100からの指令に従って制御動作を行うと共に、現在の制御状態を管理装置100に通知するために管理装置100に接続される。スリッタ制御装置110は、スリッタ1が段ボールを裁断する加工動作と、スリッタ刃受けユニットおよびスリッタ刃ユニットの横移動を点検する横移動点検動作と、スリッタ刃ユニットの昇降を点検する昇降点検動作とを制御する。
本実施形態のスリッタ1の動作および作用について、以下に説明する。なお、スリッタ1が段ボールを裁断する動作は、特許第3717167号公報および特開2011−88393号公報などにより公知であるので、スリッタ1がねじ軸に沿って移動する各部材を点検する動作および作用についてのみ、説明する。特に、スリッタ刃受けユニットの横移動点検処理と、スリッタ刃ユニットの横移動点検処理とは、略同じ処理であるので、スリッタ刃ユニットの横移動点検処理を例にして、図6を参照して説明する。
7つのスリッタ刃ユニット4A〜4Gの横移動点検処理を実行するために、作業員が、スリッタ刃ユニットの横移動点検を選択するために操作パネル114を操作する。その後に、作業員は、点検開始キー115を操作する。スリッタ制御装置110は、この点検開始キー115の操作を検出し、点検モードを作業メモリ112に記憶して設定する。この点検モードの設定により、スリッタ制御装置110は、プログラムメモリ111に記憶されたスリッタ刃ユニットのための横移動点検制御プログラムの実行を開始する。スリッタ制御装置110は、横移動点検制御プログラムの実行が終了したときに、点検モードの設定を解除する。点検モードが設定されている間、スリッタ制御装置110は、スリッタ刃受けユニットおよびスリッタ刃ユニットを手動で移動させる動作を禁止する。この横移動点検制御プログラムの実行により、図6に示す各処理が実行される。図6に示す各処理は、スリッタ制御装置110が実行する処理である。
スリッタ刃ユニットの横移動点検処理のS20において算出された平均値CAの変化率を判断する変化率判断処理について、図8を参照して説明する。変化率判断処理は、スリッタ刃ユニットの不具合が現実に発生して平均値CAが平均閾値SHAに達する前に、スリッタ刃ユニットの不具合の可能性を事前に点検するための処理である。作業員が点検開始キー115を操作することにより、スリッタ制御装置110は、点検モードを作業メモリ112に記憶して設定する。この点検モードの設定により、スリッタ制御装置110は、プログラムメモリ111に記憶された変化率判断処理プログラムの実行を開始する。この変化率判断処理プログラムの実行により、図8に示す各処理が実行される。図8に示す各処理は、スリッタ制御装置110が実行する処理である。
スリッタ刃ユニットの昇降点検処理について、図8を参照して説明する。昇降点検処理が、図6に示すスリッタ刃ユニットの横移動点検処理と同じ処理については、同じ記号を付して、その説明を省略する。
本実施形態では、電流検出回路群131A〜131G、133A〜133G、および電流検出回路群132A〜132Gは、横移動駆動回路123、128、および昇降駆動回路125に電気的に接続して設けられることから、スリッタ刃受け30およびスリッタ50との位置関係を考慮して設置する作業が不要となり、回転体および上下移動体の不具合、または、ねじ軸の不具合を簡易な構成にて点検することができる。
スリッタ1は、本発明の段ボール機械の一例であり、スリッタ刃受け30およびスリッタ刃は、本発明の加工具の一例である。回転体26、41、上下移動体48およびナット部55は、本発明の可動部材の一例であり、ナット部55は、本発明のナット部の一例である。ねじ軸11、12、46は、本発明の支持部材の一例である。横移動サーボモータ24、39および昇降サーボモータ47は、本発明の駆動モータの一例である。移動範囲MSA〜MSGおよび前端位置FPA〜FPGは、本発明の移動範囲および初期位置の一例である。S2の処理を実行するスリッタ制御部110は、本発明の位置設定部の一例である。S4の処理およびS11の処理を実行するスリッタ制御部110は、本発明の制御部の一例である。電流検出回路群131A〜131G、132A〜132G、133A〜133Gは、本発明の電流検出部の一例である。S18の処理を実行するスリッタ制御部110は、本発明の電流判断部の一例であり、閾値SHPは、本発明の所定閾値の一例である。S8の処理および作業メモリ112は、本発明の電流記憶部の一例である。S20の処理を実行するスリッタ制御部110は、本発明の平均値算出部の一例であり、S21の処理を実行するスリッタ制御部110は、本発明の平均判断部の一例である。表示部130は、本発明の不具合報知部および位置報知部の一例である。点検開始キー115、およびその点検開始キー115の操作を検出するスリッタ制御装置110は、本発明のモード設定部の一例である。平均値メモリ116は、本発明の平均値記憶部の一例である。S34の処理およびS35の処理を実行するスリッタ制御装置110は、本発明の変化率判断部の一例である。7つのスリッタ刃ユニット4A〜4Gにおいて上下移動体48と、垂直ねじ軸46と、昇降サーボモータ47との組み合わせ構成が、本発明の複数の工具移動機構の一例である。
本発明の実施形態について以上説明したが、本発明の趣旨を逸脱しない範囲において当業者であれば種々の変形を加えることができる。
3A〜3G スリッタ刃受けユニット
4A〜4G スリッタ刃ユニット
30 スリッタ刃受け
11、12、46 ねじ軸
24、39 横移動サーボモータ
26、41 回転体
47 昇降サーボモータ
48 上下移動体
50 スリッタ刃
55 ナット部
112 作業メモリ
115 点検開始キー
116 平均値メモリ
130 表示部
131A〜131G、132A〜132G、133A〜133G 電流検出回路群
110 スリッタ制御部
FD 搬送方向
MSA〜MSG 移動範囲
FPA〜FPG 前端位置
CX 電流値
CA 電流値CXの平均値
SHP 閾値
SHA 平均閾値
以上
Claims (10)
- 段ボールに加工を施す複数の加工具に連結された複数の可動部材と、複数の可動部材を移動可能に支持する支持部材と、支持部材に沿って複数の可動部材をそれぞれ移動させるための複数の駆動モータとを有する工具移動機構を備える段ボール機械において、
前記複数の可動部材にそれぞれ対応して前記支持部材に沿って定められた複数の移動範囲内に、前記複数の可動部材の位置をそれぞれ設定する位置設定部と、
前記複数の可動部材が前記複数の移動範囲内で移動するように前記複数の駆動モータの各駆動モータを所定回転速度で駆動する制御部と、
前記制御部により各駆動モータが所定回転速度で駆動されるときに、各駆動モータに供給される駆動電流を検出する電流検出部と、
前記電流検出部により検出された各駆動モータの駆動電流が所定閾値を超えたか否かを判断する電流判断部と、を備え、
前記複数の移動範囲は、互いに隣接した状態で前記支持部材に沿って定められ、
位置設定部は、前記支持部材に沿う所定方向において前記複数の移動範囲の各移動範囲の端位置に近接して定められた初期位置に、前記複数の可動部材の各可動部材を位置決めし、
前記制御部は、前記複数の可動部材が前記初期位置から同じ方向にそれぞれ移動するように、前記複数の駆動モータの各駆動モータを駆動し、
前記複数の可動部材のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材、または、その可動部材が移動する移動範囲の前記支持部材に不具合が発生したことを検出する段ボール機械の自動点検装置。 - 前記複数の可動部材のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材、または、その可動部材が移動する移動範囲の前記支持部材に不具合が発生したことを報知する不具合報知部を備える請求項1に記載の段ボール機械の自動点検装置。
- 前記複数の可動部材が前記初期位置から同じ方向にそれぞれ移動している間に、前記電流検出部により検出された各駆動モータの駆動電流を、各駆動モータにより移動される可動部材の位置と対応付けて逐次記憶する電流記憶部を備える請求項1または請求項2に記載の段ボール機械の自動点検装置。
- 前記電流記憶部に記憶された記憶内容を基に、少なくとも駆動電流が前記所定閾値を超えたときの可動部材の位置を報知する位置報知部を備える請求項3に記載の段ボール機械の自動点検装置。
- 段ボールに加工を施す複数の加工具に連結された複数の可動部材と、複数の可動部材を移動可能に支持する支持部材と、支持部材に沿って複数の可動部材をそれぞれ移動させるための複数の駆動モータとを有する工具移動機構を備える段ボール機械において、
前記複数の可動部材にそれぞれ対応して前記支持部材に沿って定められた複数の移動範囲内に、前記複数の可動部材の位置をそれぞれ設定する位置設定部と、
前記複数の可動部材が前記複数の移動範囲内で移動するように前記複数の駆動モータの各駆動モータを所定回転速度で駆動する制御部と、
前記制御部により各駆動モータが所定回転速度で駆動されるときに、各駆動モータに供給される駆動電流を検出する電流検出部と、
前記電流検出部により検出された各駆動モータの駆動電流が所定閾値を超えたか否かを判断する電流判断部と、を備え、
前記制御部は、段ボールの加工の際に、加工具を位置決め移動させるために前記複数の駆動モータの少なくとも1つの駆動モータを駆動する回転速度より低い前記所定回転速度で、前記複数の駆動モータの各駆動モータを駆動し、
前記複数の可動部材のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材、または、その可動部材が移動する移動範囲の前記支持部材に不具合が発生したことを検出する段ボール機械の自動点検装置。 - 前記複数の可動部材の各可動部材が、その対応する移動範囲の全範囲を移動する間に、前記電流検出部により検出された駆動電流の平均値を算出する平均値算出部と、
前記複数の駆動モータの各駆動モータについて、前記平均値算出部により算出された平均値が所定平均閾値を超えたか否かを判断する平均値判断部と、を備え、
前記複数の可動部材のうちで、前記平均値判断部により平均値が所定平均閾値を超えたと判断された駆動モータが駆動する可動部材に不具合が発生したことを検出する請求項1〜5のいずれかに記載の段ボール機械の自動点検装置。 - 前記電流検出部は、各駆動モータに供給される駆動電流を検出する動作を、複数の異なる点検時期に実行し、
前記平均値算出部は、複数の異なる点検時期の各時期において、前記電流検出部により検出された駆動電流の平均値を算出し、
前記複数の異なる点検時期において前記平均値算出部により算出された駆動電流の平均値を時系列に記憶する平均値記憶部と、
前記平均値記憶部に時系列に記憶された平均値の変化率が、所定変化率を超えたか否かを判断する変化率判断部と、を備え、
前記複数の可動部材のうちで、前記記憶された平均値の変化率が所定変化率を超えたと判断された駆動モータが駆動する可動部材に不具合が発生したことを検出する請求項6に記載の段ボール機械の自動点検装置。 - 前記加工具は、段ボールを裁断する加工具であり、
前記支持部材は、段ボールの搬送方向を横切って延びるねじ軸を含み、
前記複数の可動部材の各可動部材は、ねじ軸と噛み合うナット部材を含む請求項1〜7のいずれかに記載の段ボール機械の自動点検装置。 - 段ボールに加工を施す複数の加工具に連結された複数の可動部材と、複数の可動部材を移動可能に支持する支持部材と、支持部材に沿って複数の可動部材をそれぞれ移動させるための複数の駆動モータとを有する工具移動機構と、
点検モードを設定するモード設定部と、
前記点検モードが設定されたときに、前記複数の可動部材にそれぞれ対応して前記支持部材に沿って定められた複数の移動範囲内に、前記複数の可動部材の位置をそれぞれ設定する位置設定部と、
前記点検モードが設定されたときに、前記複数の可動部材が前記複数の移動範囲内で移動するように前記複数の駆動モータの各駆動モータを所定回転速度で駆動する制御部と、
前記制御部により各駆動モータが所定回転速度で駆動されるときに、各駆動モータに供給される駆動電流を検出する電流検出部と、
前記電流検出部により検出された各駆動モータの駆動電流が所定閾値を超えたか否かを判断する電流判断部と、を備え、
前記複数の可動部材のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材、または、その可動部材が移動する移動範囲の前記支持部材に不具合が発生したことを検出する自動点検機能を有する段ボール機械。 - 段ボールに加工または処理操作を施す器具に連結された可動部材と、可動部材を移動可能に支持する支持部材と、支持部材に沿って可動部材を移動させるために可動部材および支持部材のいずれかを駆動する駆動モータとを有する工具移動機構を複数備える段ボール機械において、
前記複数の工具移動機構の各工具移動機構が有する駆動モータを所定回転速度で駆動する制御部と、
前記制御部により駆動モータが所定回転速度で駆動されるときに、駆動モータに供給される駆動電流を検出する電流検出部と、
前記電流検出部により検出された駆動電流が所定閾値を超えたか否かを判断する電流判断部と、を備え、
前記制御部は、段ボールの加工または処理操作の際に、前記複数の工具移動機構が有する複数の駆動モータの少なくとも1つの駆動モータを駆動する回転速度より低い前記所定回転速度で、前記複数の駆動モータの各駆動モータを駆動し、
前記複数の工具移動機構のうちで、前記電流判断部により駆動電流が所定閾値を超えたと判断された駆動モータが駆動する可動部材または支持部材に不具合が発生したことを検出する段ボール機械の自動点検装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012072618A JP5904663B2 (ja) | 2012-03-27 | 2012-03-27 | 段ボール機械の自動点検装置、および自動点検機能を有する段ボール機械 |
| US13/847,102 US9452585B2 (en) | 2012-03-27 | 2013-03-19 | Automatic inspection device for corrugated paperboard machine, and corrugated paperboard machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012072618A JP5904663B2 (ja) | 2012-03-27 | 2012-03-27 | 段ボール機械の自動点検装置、および自動点検機能を有する段ボール機械 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013202718A JP2013202718A (ja) | 2013-10-07 |
| JP5904663B2 true JP5904663B2 (ja) | 2016-04-13 |
Family
ID=49235811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012072618A Active JP5904663B2 (ja) | 2012-03-27 | 2012-03-27 | 段ボール機械の自動点検装置、および自動点検機能を有する段ボール機械 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9452585B2 (ja) |
| JP (1) | JP5904663B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023105999A1 (ja) | 2021-12-09 | 2023-06-15 | 三菱重工機械システム株式会社 | 生産機械の診断システムおよび方法、製函機、リモートモニタリングシステム |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5717905B1 (ja) * | 2014-09-05 | 2015-05-13 | 株式会社大矢根利器製作所 | ラベルシート切断装置 |
| IT201700011824A1 (it) * | 2017-02-03 | 2018-08-03 | Futura Spa | Sistema di goffratura. |
| IT201700100484A1 (it) | 2017-09-07 | 2019-03-07 | Fosber Spa | Metodo di diagnosi predittiva per un impianto di produzione di cartone ondulato |
| CN109844795B (zh) * | 2017-09-27 | 2023-10-20 | 三菱重工机械系统株式会社 | 纸加工机械的准备作业时间的分析装置及方法 |
| IT202100030422A1 (it) | 2021-12-01 | 2023-06-01 | Fosber Spa | Un dispositivo per la lavorazione longitudinale di un nastro di cartone ondulato |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6098022A (en) * | 1997-10-17 | 2000-08-01 | Test Devices, Inc. | Detecting anomalies in rotating components |
| JP3517110B2 (ja) * | 1998-04-03 | 2004-04-05 | 株式会社イソワ | 片面段ボール製造方法および装置 |
| JP2003001727A (ja) | 2001-06-21 | 2003-01-08 | Isowa Corp | 段ボールシート製函機 |
| GB2389471B (en) * | 2002-06-06 | 2005-09-21 | Sun Microsystems Inc | Latent fault detection in redundant power supply systems |
| JP3717167B2 (ja) * | 2003-02-13 | 2005-11-16 | 株式会社イソワ | スリッタスコアラの制御方法 |
| WO2006030786A1 (ja) * | 2004-09-13 | 2006-03-23 | Nsk Ltd. | 異常診断装置及び異常診断方法 |
| JP4642485B2 (ja) * | 2005-01-18 | 2011-03-02 | 株式会社リコー | 異常判定装置 |
| US7457550B2 (en) * | 2005-01-18 | 2008-11-25 | Ricoh Company, Limited | Abnormality determining apparatus, image forming apparatus, copying machine, and information obtaining method |
| KR101322434B1 (ko) * | 2005-07-11 | 2013-10-28 | 브룩스 오토메이션 인코퍼레이티드 | 지능형 상태 감시 및 결함 진단 시스템 |
| JP4497554B2 (ja) | 2007-12-29 | 2010-07-07 | 株式会社Isowa | コルゲートマシン、および段ボールの生産管理装置 |
| JP5822429B2 (ja) * | 2009-10-24 | 2015-11-24 | 株式会社Isowa | 段ボールのスリット加工を行うスリッタおよびそのスリッタを備えたスリッタスコアラ |
| JP2011103049A (ja) * | 2009-11-10 | 2011-05-26 | Mitsubishi Heavy Ind Ltd | 紙工機械の点検システム |
| JP5645332B2 (ja) | 2010-04-29 | 2014-12-24 | 株式会社Isowa | 段ボールシートのバッチ分割装置、バッチ分割機能を備えたカウンタエジェクタ、および段ボールシートのバッチ分割方法 |
| US8348818B2 (en) * | 2010-05-27 | 2013-01-08 | Sealed Air Corporation (Us) | Machine for producing packaging cushioning |
-
2012
- 2012-03-27 JP JP2012072618A patent/JP5904663B2/ja active Active
-
2013
- 2013-03-19 US US13/847,102 patent/US9452585B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023105999A1 (ja) | 2021-12-09 | 2023-06-15 | 三菱重工機械システム株式会社 | 生産機械の診断システムおよび方法、製函機、リモートモニタリングシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013202718A (ja) | 2013-10-07 |
| US9452585B2 (en) | 2016-09-27 |
| US20130260975A1 (en) | 2013-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5904663B2 (ja) | 段ボール機械の自動点検装置、および自動点検機能を有する段ボール機械 | |
| JP6043994B2 (ja) | 実装装置、部品切れ判定方法及びプログラム | |
| CN107530997B (zh) | 冲压系统以及冲压系统的控制方法 | |
| JP6281242B2 (ja) | 電子基板リード切断装置 | |
| CN105881642A (zh) | 多功能分切机 | |
| JP2016132037A (ja) | 断裁装置 | |
| CN216938176U (zh) | 引脚整形裁切装置 | |
| EP3395486B1 (en) | Wire electrical discharge machine and wire electrical discharge machining system | |
| EP2990388B1 (en) | Cutting device for a cutting table | |
| JP4833535B2 (ja) | プリント基板用穴あけ加工機 | |
| CN207616102U (zh) | 一种双极板切边机 | |
| CN204622791U (zh) | 一种印刷机 | |
| JP2018187713A (ja) | 歯切工具の異常検出方法 | |
| JP5224374B2 (ja) | 部品実装機 | |
| CN105364116B (zh) | 一种叉车支撑架自动加工设备 | |
| US10350778B2 (en) | Slitter and slitter control program | |
| CN206009852U (zh) | 一种改进结构的数控车床 | |
| CN209125259U (zh) | 一种燃气监测仪生产用自动化装置 | |
| JP7171449B2 (ja) | バンドソー | |
| CN223485115U (zh) | 一种玻璃基板边部长度检测装置 | |
| JP2012228744A (ja) | 工作機器の制御装置 | |
| CN101767294A (zh) | 弹性进给全自动内圆切片机切割受力显示装置 | |
| JP3326235B2 (ja) | 歯付ベルトの切断装置 | |
| KR20160114919A (ko) | 냉연 폭 재단기 감시 장치 | |
| CN223863094U (zh) | 可红外激光测距的高精度激光切割机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160314 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160314 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5904663 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |